113
Изобретение относится к способам контроля и управления намоточными станками преимущественно при намотке металлической полосы.
Цель изобретения - повьппение точности,
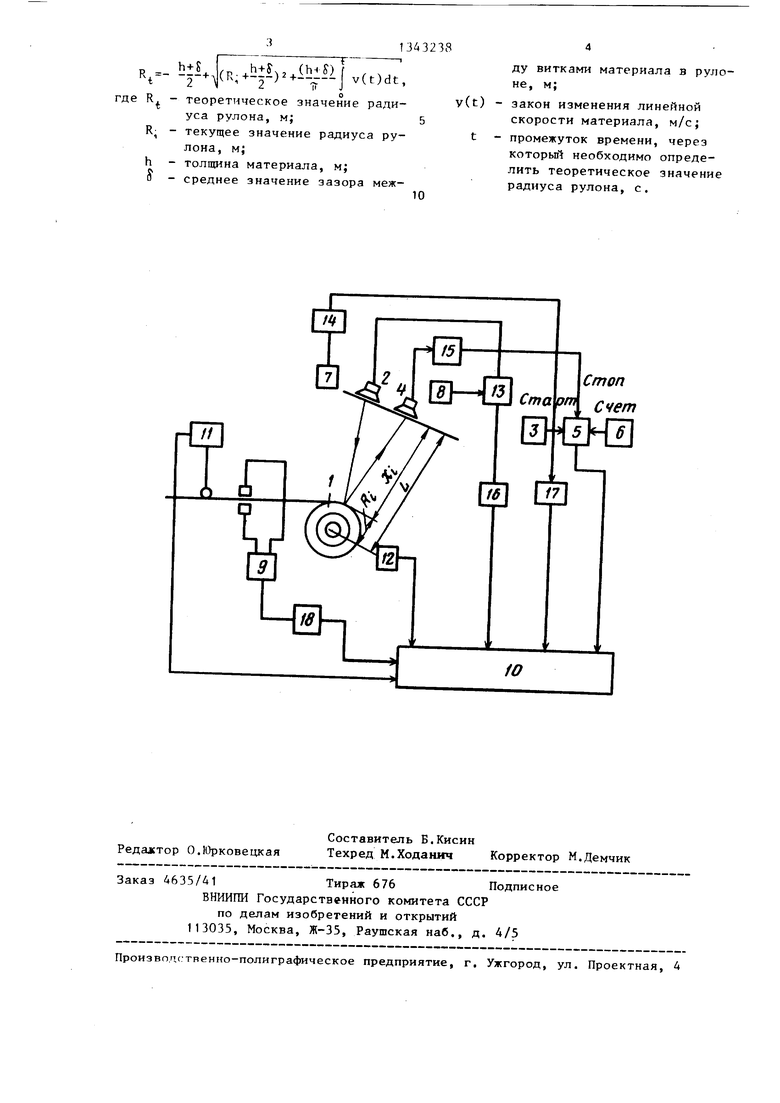
На чертеже представлена блок-схема устройства, реализующего способ.
На поверхность рулона 1 излучатель 2 звука излучает зондирующий сигнал, поступающий от генератора 3, Отраженный звуковой сигнал принимается приемником 4 звука. Счетчик 5 считает импульсы от генератора 6 стан- дартньк импульсов за время от момента излучения до момента приема отраженного импульса, и таким образом определяется время распространения звука от излучателя до поверхности рулона. Пирометром 7 определяется температура поверхности рулона, термопарой 8 измеряют температуру среды в месте из- луче1Й я звукового сигнала. По этим граничнь1м значениям температур определяют распределение температуры и скорости звука от поверхности нагретого тела до места излучения. Искомое расстояние х определяется из зависимости
(tp,t,,-),(1)
где tp - температура поверхности нагретого тела; - температура среды в месте
излучения звукового сигнала; - время распространения звукового сигнала от излучателя до приемника.
При этом текущее значение радиуса рулона определяется как
Rpi L - X., (2) где L - расстояние от оси моталки до
места установки приемника. В случа е определения радиуса холодных рулонов операции измерения температур с помощью пирометра 7 и термопары 8 отпадают. Информация о толщине полосы с измерителя 9 толщины поступает в вычислительный блок 10, где запоминается. В памяти вычислительного блока также хранится закон изменения скорости прокатки при торможении и разгоне. В вычислительный блок поступает информация с измерителя 11 линейной скорости и датчика 12 числа оборотов, В устройстве имеются усилители 13 - 15 сигналов соответственно термопары, пирометра и акус82
тического приемника, а также аналого- цифровые преобразователи 16 - 18. Пример. Скорость прокатки стана V-25 м/с. Среднее значение электромеханической постоянной электропривода моталки стана с учетом махового момента моталки и рулона составляет 0,3 с. Переходной процесс
изменения натяжения полосы при изменении режима прокатки продолжается в течение времени t, равного трем электромеханическим постоянным привода. t ,.9 с.
Рассчитывают значение радиуса рулона, определенное с упреждением по времени t 0,9 с, при скорости прокатки V 20 м/с, толщине полосы h 1,5 мм, текущем значении радиуса
рулона R; 1000 мм и удельном натяжении 100 кН.
Определяют среднюю относительную
1 величину уменьшения зазора
п
для принятой величины удельного натяжения. Максимальное значение уменьшей «а
ния относительного зазора
5iP
1,3%. Относительная величина зазора
S UUMOkC ° П Т7 Т1
Величина зазора
Р1 1 ° ,0045 мм. Значение радиуса
рулона с опережением по времени определяют согласно выражению
- . (3)
О
Среднее значение радиуса с опережением на t 0,9 с согласно (3) и параметрам стана и прокатьгеаемой полосы 1004,5 мм.
45
Формула изобретения
Способ определения теоретического радиуса рулона в процессе намотки длинномерного материала, заключающийся в измерении текущего значения радиуса рулона, толщины и скорости материала и в расчете теоретического радиуса рулона по измеренным параметрам, отличающийся тем,
что, с целью повышения точности, дополнительно определяют величину зазора между витками материала в рулоне, а расчет теоретического значения радиуса рулона ПРОИЗВОДЯТ по формуле
b.i,jp,.hi)..(bi-)jv(T;;,7,
0
- теоретическое значение радиуса рулона, м;
- текущее значение радиуса рулона, м;
- толщина материала, м; - среднее значение зазора меж
ду витками материала в рулоне, м;
v(t) - закон изменения линейной скорости материала, м/с; t - промежуток времени, через которьй необходимо определить теоретическое значение радиуса рулона, с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения полосы при намотке в рулон | 1981 |
|
SU956091A1 |
| Способ определения махового момента рулона полосы в процессе намотки | 1989 |
|
SU1662723A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2242311C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство для регулирования натяжения полосы при смотке в рулон | 1982 |
|
SU1044362A2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| Способ намотки полосы выходящей из прокатного стана на барабан моталки | 1977 |
|
SU732046A1 |
Изобретение относится к способам контроля и управления намоточньп и станками преимущественно при намотке металлической полосы. Цель изобретения - повышение точности. ,Цля осуществления способа необходимо измерить текущий радиус рулона, толщину и скорость (линейную) материала, а также определить величину зазора между витками материала в рулоне. Расчет теоретического значения радиуса рулона производят по формуле R -(h+S)/2+ + (h+S)(h+8)/1f v(t)dt, где R, - теоретическое значение радиуса рулона, м; R; - текущее значение радиуса рулона, м; h - толщина материала, м; S - среднее значение зазора между витками материала в рулоне, м; v(t) - закон изменения линейной скорости материала, м/с; t - промежуток времени, через который необходимо определить теоретическое значение радиуса рулона, с. 1 ил. (Л СА NPb оо ю оо ОС
Редалстор О.Юрковецкая
Заказ 4635/41Тираж 676Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель Б.Кисин
Техред М.ХоданичКорректор М.Демчик
| Устройство для определения плотности намотки рулонного материала | 1980 |
|
SU887399A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
