Изобретение относится к прокатному производству, в частности к определению маховых моментов рулонов полосы в процессе намотки.
Цель изобретения - повышение точности и упрощение реализации способа.
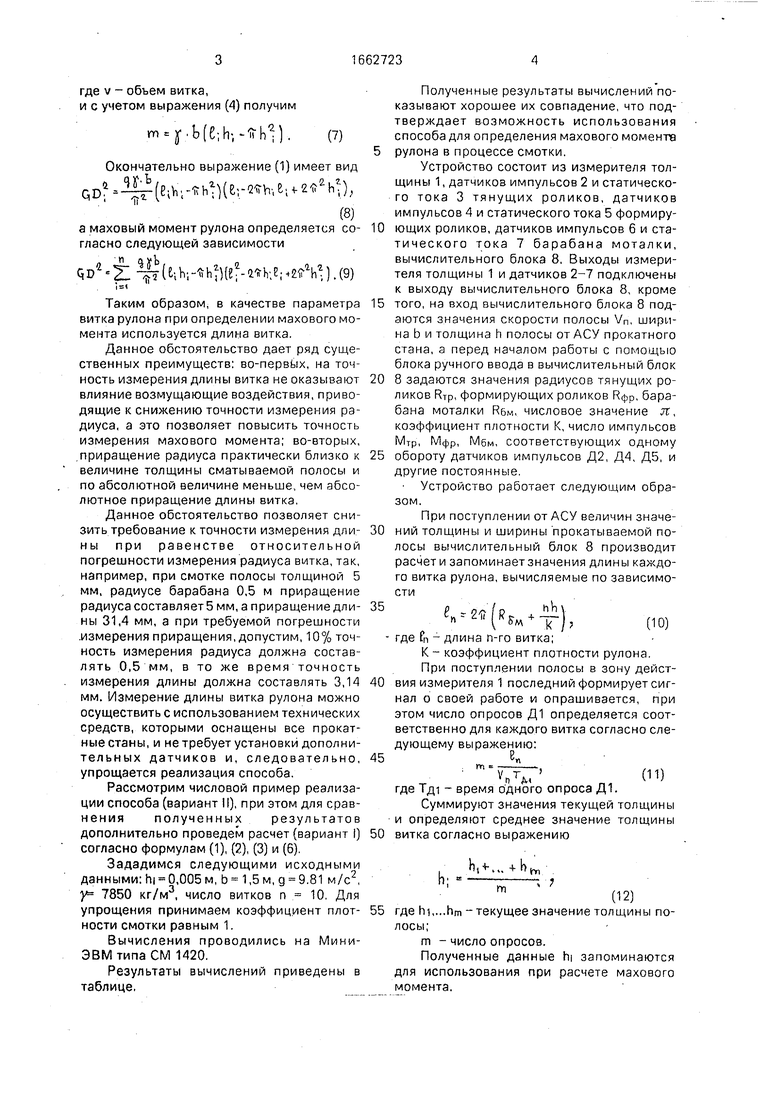
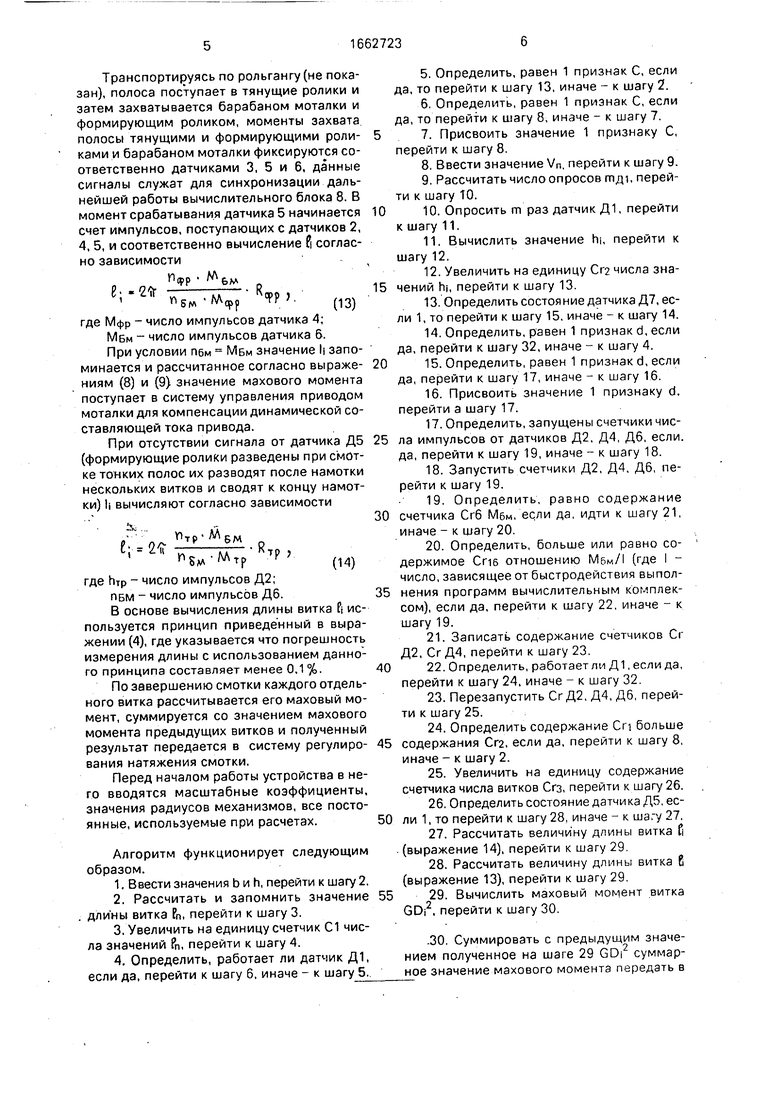
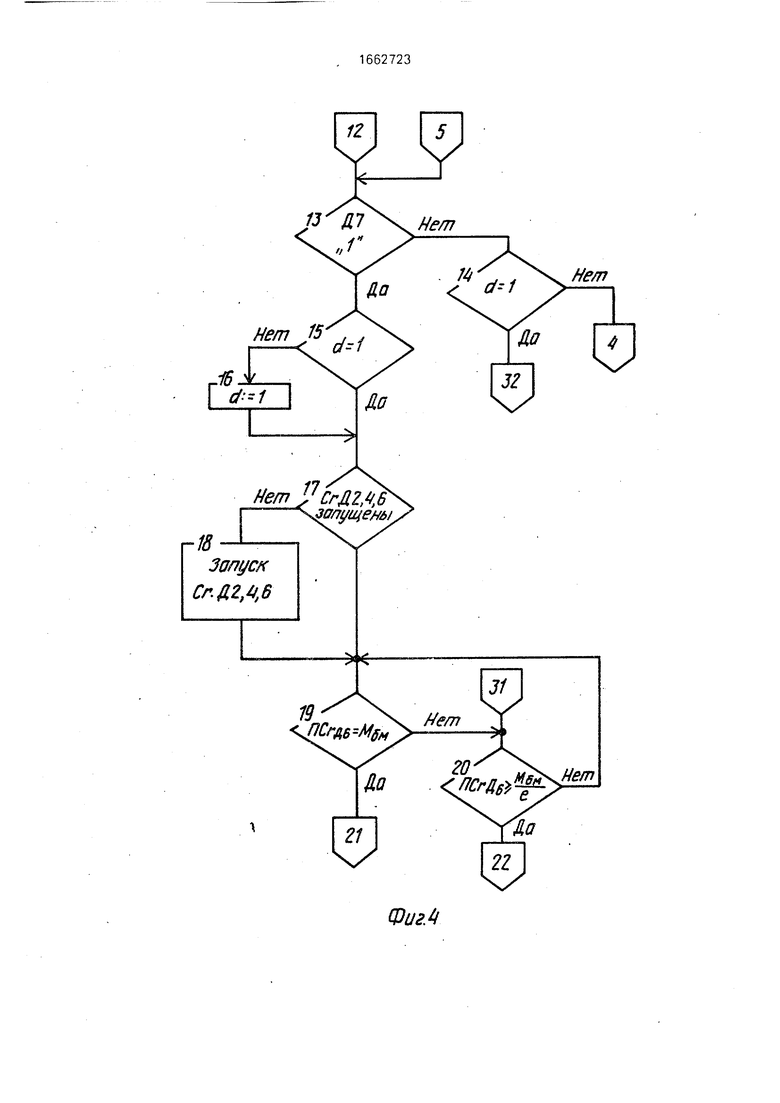
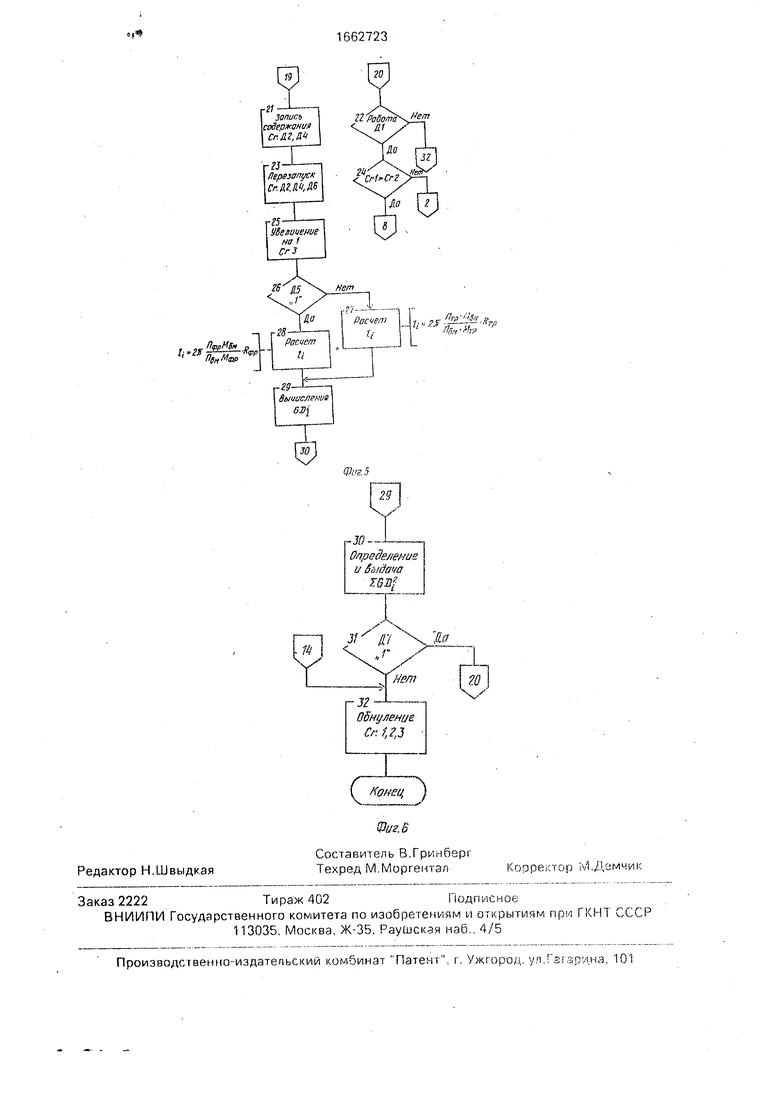
На фиг.1 показано устройство для осуществления способа; на фиг.2-6 - алгоритм работы устройства для осуществления способа.
Маховой момент рулона по данному способу определяется по зависимости
Q -ZL fejhrfrh fef- hje a h),
где G - общая масса рулона;
D - наружный диаметр рулона;
i - порядковый номер витка;
п - число витков к моменту определения махового момента рулона;
hi - среднее значение толщины 1-го витка:
q - ускорение свободного падения; у- плотность материала полосы; b - ширина сматываемой полосы; t - длина i-ro витка рулона.
Известно, что маховый момент
GD2 4ql,(1)
где I - момент инерции
В свою очередь момент инерции равен
l m рг,(2)
где т - масса тела;
р - радиус инерции. Так как виток рулона представляет собой полный прямой круглый цилиндр, то квадрат радиуса инерции его равен R
(3)
1 где R - наружный радиус витка;
г - внутренний радиус витка.
Выразим наружный и внутренний оади- усы витка рулона через его длину так ак
Р.
-sh-s-1.
то выражение (3) можно записать в виде
I / Ј; и }2
Л2 2тГ w ; U;-27E;b,) р . ,.(5)
Массу витка можно представить в виде № П , J-.b-ITfR2-) , (6)
с
вга
О
ьо
XI
ю
Ы
где v - объем витка,
и с учетом выражения (А) получим
т у,Ь(е;Ь-(1ГИ).
Окончательно выражение (1) имеет вид
GDS(eiV hWarWh «X),
(8)
а маховый момент рулона определяется согласно следующей зависимости
QD
п
Г
{(
TT((ef-ttth;E;+2ffV).(9)
Таким образом, в качестве параметра витка рулона при определении махового момента используется длина витка.
Данное обстоятельство дает ряд существенных преимуществ: во-первых, на точность измерения длины витка не оказывают влияние возмущающие воздействия, приводящие к снижению точности измерения радиуса, а это позволяет повысить точность измерения махового момента; во-вторых, приращение радиуса практически близко к величине толщины сматываемой полосы и по абсолютной величине меньше, чем абсолютное приращение длины витка.
Данное обстоятельство позволяет снизить требование к точности измерения дли- ны при равенстве относительной погрешности измерения радиуса витка, так, например, при смотке полосы толщиной 5 мм, радиусе барабана 0,5 м приращение радиуса составляет 5 мм, а приращение длины 31,4 мм, а при требуемой погрешности .измерения приращения, допустим, 10% точность измерения радиуса должна составлять 0,5 мм, в то же время точность измерения длины должна составлять 3,14 мм. Измерение длины витка рулона можно осуществить с использованием технических средств, которыми оснащены все прокатные станы, и не требует установки дополни- тельных датчиков и, следовательно, упрощается реализация способа.
Рассмотрим числовой пример реализации способа (вариант II), при этом для сравнения полученных результатов дополнительно проведем расчет (вариант I) согласно формулам (1), (2), (3) и (6).
Зададимся следующими исходными данными: hi 0,005м, Ь 1,5м, д 9.81 м/с2, у 7850 кг/м3, число витков п 10. Для упрощения принимаем коэффициент плотности смотки равным 1.
Вычисления проводились на Мини- ЭВМ типа СМ 1420.
Результаты вычислений приведены в таблице,
Полученные результаты вычислений показывают хорошее их совпадение, что подтверждает возможность использования (7)способа для определения махового моменте
5 рулона в процессе смотки.
Устройство состоит из измерителя толщины 1, датчиков импульсов 2 и статического тока 3 тянущих роликов, датчиков импульсов 4 и статического тока 5 формиру10 ющих роликов, датчиков импульсов 6 и статического тока 7 барабана моталки, вычислительного блока 8. Выходы измерителя толщины 1 и датчиков 2-7 подключены к выходу вычислительного блока 8, кроме
15 того, на вход вычислительного блока 8 подаются значения скорости полосы Vn, ширина b и толщина h полосы от АСУ прокатного стана, а перед началом работы с помощью блока ручного ввода в вычислительный блок
20 8 задаются значения радиусов тянущих роликов RTp, формирующих роликов Рфр, барабана моталки R&M, числовое значение я, коэффициент плотности К, число импульсов Мтр, Мфр, Мбм, соответствующих одному
25 обороту датчиков импульсов Д2, Д4, Д5, и другие постоянные.
Устройство работает следующим образом.
При поступлении от АСУ величин значений толщины и ширины прокатываемой полосы вычислительный блок 8 производит расчет и запоминаетзначения длины каждого витка рулона, вычисляемые по зависимости
hh
. + Т)(ю)
где fn - длина n-го витка;
К - коэффициент плотности рулона.
При поступлении полосы в зону действия измерителя 1 последний формирует сигнал о своей работе и опрашивается, при этом число опросов Д1 определяется соответственно для каждого витка согласно сле30
35
40
R,
45
50
дующему выражению:
П1
где Тдч - время одного опроса Д1.
Суммируют значения текущей толщины и определяют среднее значение толщины витка согласно выражению
, Ь,...+ Ь
h; - , ;
m
(12)
55 где hi,.,.hm - текущее значение толщины полосы;
m - число опросов.
Полученные данные hi запоминаются для использования при расчете махового момента.
.
35
R,
дующему выражению:
П1
где Тдч - время одного опроса Д1.
Суммируют значения текущей толщины и определяют среднее значение толщины витка согласно выражению
, Ь,...+ Ь
h; - , ;
m
(12)
5 где hi,.,.hm - текущее значение толщины полосы;
m - число опросов.
Полученные данные hi запоминаются для использования при расчете махового момента.
Транспортируясь по рольгангу (не показан), полоса поступает в тянущие ролики и затем захватывается барабаном моталки и формирующим роликом, моменты захвата полосы тянущими и формирующими роликами и барабаном моталки фиксируются соответственно датчиками 3, 5 и 6, данные сигналы служат для синхронизации дальнейшей работы вычислительного блока 8. В момент срабатывания датчика 5 начинается счет импульсов, поступающих с датчиков 2, 4, 5, и соответственно вычисление 8 согласно зависимости
о „л. R
К; . (13)
где Мфр - число импульсов датчика 4;
МБМ число импульсов датчика &.
При условии пбм МБМ значение h запоминается и рассчитанное согласно выражениям (8) и (9) значение махового момента поступает в систему управления приводом моталки для компенсации динамической составляющей тока привода.
При отсутствии сигнала от датчика Д5 (формирующие ролики разведены при с мот- ке тонких полос их разводят после намотки нескольких витков и сводят к концу намотки) h вычисляют согласно зависимости
Г ол
е -2
(14)
где hTp - число импульсов Д2;
ПБМ - число импульсов Д6.
В основе вычисления длины витка в используется принцип приведенный в выражении (4), где указывается что погрешность измерения длины с использованием данного принципа составляет менее 0,1 %.
По завершению смотки каждого отдельного витка рассчитывается его маховый момент, суммируется со значением махового момента предыдущих витков и полученный результат передается в систему регулирования натяжения смотки,
Перед началом работы устройства в него вводятся масштабные коэффициенты, значения радиусов механизмов, все постоянные, используемые при расчетах.
Алгоритм функционирует следующим образом.
1.Ввести значения b и h, перейти к шагу 2.
2.Рассчитать и запомнить значение длины витка Рп, перейти к шагу 3.
3.Увеличить на единицу счетчик С1 числа значений Рп, перейти к шагу 4.
4.Определить, работает ли датчик Д1, если да, перейти к шагу 6, иначе - к шагу 5.
5.Определить, равен 1 признак С, если да, то перейти к шагу 13, иначе - к шагу 2.
6,Определить, равен 1 признак С, если да, то перейти к шагу 8, иначе - к шагу 7.
7. Присвоить значение 1 признаку С,
перейти к шагу 8.
8,Ввести значение Vn, перейти к шагу 9.
9.Рассчитать число опросов плд1, перейти к шагу tO.
10. Опросить m раз датчик Д1, перейти
к шагу 11.
11.Вычислить значение hi, перейти к шагу 12.
12.Увеличить на единицу Сг2 числа зна- чений hi, перейти к шагу 13.
13.Определить состояние датчика Д7, если 1, то перейти к шагу 15, иначе - к шагу 14.
14.Определить, равен 1 признак d, если да, перейти к шагу 32, иначе - к шагу 4.
15. Определить, равен 1 признак d, если
да, перейти к шагу 17, иначе - к шагу 16.
16.Присвоить значение 1 признаку d. перейти а шагу 17.
17.Определить, запущены счетчики чис- ла импульсов от датчиков Д2, Д4, Дб, если.
да, перейти к шагу 19, иначе - к шагу 18.
18.Запустить счетчики Д2, Д4, Д6, перейти к шагу 19.
19.Определить, равно содержание счетчика Сгб Мбм, если да, идти к шагу 21,
иначе - к шагу 20.
20.Определить, больше или равно содержимое СПБ отношению МБМ/ (где I - число, зависящее от быстродействия выполнения программ вычислительным комплексом), если да, перейти к шагу 22. иначе - к шагу 19.
21.Записать содержание счетчиков Сг Д2, Сг Д4, перейти к шагу 23.
22. Определить, работает ли Д1, если да,
перейти к шагу 24, иначе - к шагу 32.
23.Перезапустить Сг Д2, Д4, Д6, перейти к шагу 25.
24.Определить содержание Сп больше содержания Сга, если да, перейти к шагу 8,
иначе - к шагу 2.
25.Увеличить на единицу содержание счетчика числа витков Сгз, перейти к шагу 26.
26.Определить состояние датчика Д5, ес- ли 1, то перейти к шагу 28, иначе - к шагу 27.
27.Рассчитать величину длины витка и (выражение 14), перейти к шагу 29.
28.Рассчитать величину длины витка В (выражение 13), перейти к шагу 29.
29. Вычислить маховый момент витка GDi2, перейти к шагу 30.
.30. Суммировать с предыдущим значением полученное на шаге 29 GDi2 суммарное значение махового момента передать в
систему регулирования натяжения, перейти к шагу 31,
31.Определить состояние датчика Д7, если 1, то перейти к шагу 32, иначе - к шагу 20.
32.Обнулить СМ, 2, 3,
Конец выполнения алгоритма.
Реализация способа как на существующих, так и вновь создаваемых станах не вызывает затруднений, так как используют- ся технические средства, имеющиеся на всех прокатных станах для автоматизации технологических процессов. В частности, в качестве вычислительного устройства используется нашедший широкое примене- ние в АСУ ТП прокатного производства агрегатный комплекс КТС-ЛИУС-2.
Технико-экономический эффект от внедрения изобретения обеспечивается по сравнению с-базовым объектом повышением качества намотки благодаря более точной компенсации динамической составляющей тока якоря двигателя моталки, а следовательно, повышением точности поддержания натяжения и тем самым качества готовой продукции.
Формула изобретения Способ определения махового момента рулона полосы в процессе намотки, заключающийся в измерении текущей толщины полосы, измерении одного из параметров витка, а также определении махового момента каждого витка рулона и определении махового момента всего рулона по расчетной зависимости, отличающийся тем, что, с целью повышения точности и упрощения реализации способа в качестве упомянутого параметра, измеряют длину витка, а маховый момент рулона определяют по зависимости h
сы;
(e;h;-)(ef-2th;e;42 b
где G - общая масса рулона;
D - наружный диаметр рулона;
i - порядковый номер витка;
п - число витков к моменту определения махового момента рулона;
h, - средняя толщина i-ro витка.
g - ускорение свободного падения;
у- плотность материала полосы;
b - ширина сматываемой в рулон полоHi - длина 1-го витка рулона.
V
т р р р ф Ф т4 г МГР Мфр gtf ТР ФР SH К
Тянущие ролики
Формирующие радели
бораВан моталки
I От АСУ /рохот- - Г нога стана -&

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения плотности рулона в процессе смотки | 1990 |
|
SU1804930A1 |
| Способ регулирования натяжения полосы при смотке | 1991 |
|
SU1830297A1 |
| Способ определения теоретического радиуса рулона в процессе намотки длинномерного материала | 1986 |
|
SU1343238A1 |
| Способ определения плотности намотки полосы в рулон на барабан моталки | 1987 |
|
SU1500406A1 |
| Способ определения махового момента рулона полосы в процессе намотки | 1986 |
|
SU1357104A1 |
| Способ автоматического останова моталки с рулоном в заданном положении на листовом стане | 1982 |
|
SU1052297A2 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Способ торможения реверсивного стана холодной прокатки | 1989 |
|
SU1710157A1 |
| Устройство автоматического управления приводами агрегата при наборе заданной массы полосы на моталке | 1984 |
|
SU1186304A1 |
| Способ определения массы материала, сматываемого на барабан моталки | 1982 |
|
SU1030663A1 |

Изобретение относится к прокатному производству, в частности к определению маховых моментов рулонов полосы в процессе намотки. Цель изобретения - повышение точности и упрощение реализации способа. Измеряют текущую толщину полосы и длину витка, а маховой момент рулона определяют по зависимости, приведенной в формуле изобретения. 1 табл., 6 ил.
Ввод с клавиатуры Фиг.1
С Начало j
nf-i
вводи запоминание S, ft
u (в„+а%},
где ft- номер St/тка;
ллотнос/пь рулона
о
i
-8
Ввод значения
V
-9 - Pawe/nwcjia
опросов т Д1
-10- Опрос/проз
Д1
lhi,...,fim)
-11- Вычисление изапомина- ние hi
r-/ Уве/миениена1 Crl
7J
Ч/
L/t
WOI
где fyf - Время одного измерения
h
V- A
/77
Фиг.З
Фи&4
,„, ПфрМбН д
l,Z#n it П}нМар
1 PS Is. Ј - Г,- /л я-,, /
til ,
у/7 J
Определение и 6atdava
TBS,
Г32ОбнулениеCr1,2J
| Способ определения махового момента рулона полосы в процессе намотки | 1986 |
|
SU1357104A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
