(54) СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ МОТАЛКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Моталка для намотки проката с натяжением | 1978 |
|
SU768520A1 |
| Намоточный барабан сортовой моталки | 1978 |
|
SU712162A1 |
| МОТАЛКА ДЛЯ МЕТАЛЛИЧЕСКОЙ КАТАНКИ ИЛИ ТЯНУТОЙ ПРОВОЛОКИ И/ИЛИ ПРУТКА | 2006 |
|
RU2355495C1 |
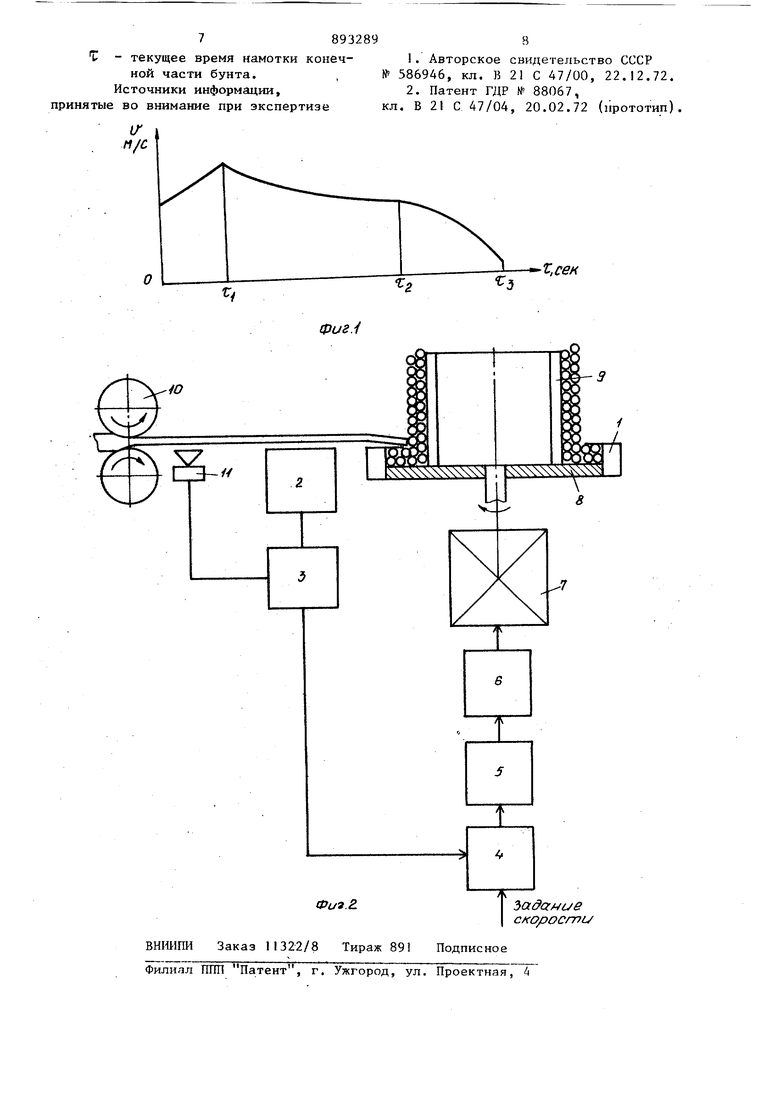
Изобретение относится к прокатному производству и, в частности, может быть использован при намотке бун тов сортового проката на натяжных моталках. Известен способ управления моталкой, при котором используют технологические режимы процесса с постоянством мощности на приводе моталки, постоянством окружной скорости барабана моталки Cl. Известный способ управления приводом моталки не позволяет получать высококачественные бунты сортового проката и не обеспечивает надежного захвата полосы, движущейся со скоростью прокатки, ввиду отсутствия до статочного соответствия скорости вра щения моталки скорости движения полосы, что приводит к ударам полосы о барабан и к неплотной укладке витков сортового проката в процессе намотки. Известен также способ регулирования скорости моталки проката, при котором изменяют скорость вращения стенки приемной чаши и барабана моталки и используют в качестве задающего параметра в период стационарной намотки постоянство натяжения проката 2. Недостатком этого способа управления является отсутствие соответствия скорости привода моталки положению полосы в начальный период намотки бунта, когда должна происходить свободная укладка витков от наружного диаметра намоточной чаши к внутреннему по спирали. Ввиду такого несоответствия происходит удар переднего конца полосы о чашу в момент захвата, вследствие чего происходит упрочнение переднего конца полосы, изгиб его затрудняется. Первые витки проката располагаются беспорядочно у стенки намоточной чаши (по наибольшему диаметру намоточного пространства;, а затем процесс в течение укладки одного витка переносится на барабан моталки и начинается период стационарной намотки с натяжением. Эосле выхода полосы из клети ив s намотки заднего конца проката для обеспечения постоянного натяжения сматывания моталку разгоняют, увеличивая окружную скорость привода, что приводит к возрастанию центробеж- to ных сил, действующих на полосу, отбрасыванию к наружной стенке образующихся витков, нарушению упорядоченности, ухудшению качества бунта, что также является существенным недостатком способа. Цель изобретения - улучшение качес тва бунта и повышение надежности захвата полосы. Указанная цель достигается тем, ч в способе регулирования скоростью моталки проката, выходящего из прокатного стана, при котором изменяют скорость вращения стенки приемной ч ши и барабана моталки и используют в качестве задающего параметра в пе од стационарной намотки постоянство натяжения проката, перед поступлением проката в моталку линейную ско рость стенки приемной чаши устанавливают равной скорости прокатки, в период укладки нижнего ряда витков скорость барабана увеличивают до ск рости проката, а после выхода полосы из стана скорость барабана и чаши уменьшают, а уменьшение скорости ба рабана производят по зависимости v v„лнl ) где V - скорость барабана; V - скорость движения проката в момент выхода полосы из ст на-, L - расстояние от последней клети стана до моталки} t - текущее время намотки коне ной части бунта. На фиг. 1 представлен график изм нения скорости привода моталки по предлагаемому способу; на фиг. 2 схема управления моталкой. Наилучшее качество бунтов обеспе чивает режим намотки с возрастанием скорости стенки намоточной чаши период О - ч) процесса по зависимоV™ - V г -- 1Ж л 7ГЖ- /С Ww -гг h -Н JTD., И 8932 4 где Vfi - скорость движения проката; S - шаг спирали Архимеда; DH - наибольший диаметр намоточного пространства; - текущее время процесса накоторая может быть реализована программными устройствами. (Г -fr. Затем в течение периода намотки проката на барабан с натяжением поддерживают постоянство мощности на приводе моталки. При этом с ростом диаметра бунта скорость привода убьшает. После выхода полосы из стана центробежные силы и силы инерции полосы стремятся отбросить образукнциеся витки от основного объема бунта, а силы, тормозящие полосу, оказывают обратное действие. ля обеспечения прилегания к бунту образующихся витков необходимо ослабить действие центробежных и инерционных сил, что осуществимо при уменьшении линейной скорости барабана моталки в период - f по зависимости вида ) - скорость движения проката в момент выхода полосы из стана-, L - расстояние от последней клети стана до моталки; f - текущее время процесса намотки после выхода полосы из стана (.периодt-j- Тд) , полученной в результате теоретического анализа движения проката под действием инерционных, центробежных сил и сопротивлений трения в подводящей трассе. Предлагаемый способ может быть реализован с помощью системы управления моталкой, схема которой представлена на фиг. 2. Намотке подвергают круглый прокат из среднеуглеродистой стали диаметром 21 мм. Прокатанный со скоростью 17,8 м/с металл подают в моталку, двигатель которой, .приводящий его во вращение барабан и намоточную чашу врав(ают со скоростью 760 об/мин, установленной из условия равенства окружной скорости моталки скорости поступления проката. Первый виток бунта формируется прилегающим к стенке 1 намоточной чаши, что соответствует началу отсчета на фиг. 2. Одновременно импульс от контактного датчика 2 наличия металла в моталке подают в блок 3 управления с формирующим сигнал мультивибратором. Сигнал от блока 3 последовательно подают в блоки 4 ре гулирования скорости, регулирования тока (натяжения) 5, тиристорный пр образователь 6 и двигатель 7 моталки. В соответствии с сигналом увеличивается частота вращения моталки по закономерности (1 ) до окружной скорости 1 100 об/мин. Последующие за первым витки бунта в течение 2 с укладываются по горизонтали по умен шающемуся, радиусу спирали на дно 8 чаши до достижения поверхности намо точного барабана 9. На фиг. 1 этому процессу увеличения частоты вращения моталки соответствует участок О- Ти на оси абсцисс. При укладке нижнего ряда витков проката на спирали от стенки приемной чаши диаметром 1400 мм до намоточного барабана диаметром 900 мм количество уложенных витков проката равно 12. С момента Cl, начинают намотку проката по вертикали с постоянным натяжением на барабан 9. Намотке с натяжением проката соответствует уча сток ur оси абсцисс (фиг. 2), когда частоту вращения моталки по ме ре увеличения диаметра бунта уменьшают с целью поддержания неизменной величины натяжения. В этот период времени формируют вертикальные слои намотки бунта и так продолжают до окончания прокатки в чистовой клети Ю, о чем сигнализирует фо тодатчик 11 наличия металла в валках клети. Сигнал фотодатчика 11 подают в блок.З, формирукнций команду на снижение частоты вращения двигателя 7. Этому моменту соответствует точка оси абсцисс. Далее, в интервале Т tj производят снижение ско рости вращения моталки в течение 4 с с 960 до 820 об/мин по представ ленной зависимости, прокат продолжает наматываться до окончания намотки. Затем моталку останавливают и извлекают бунт. В результате управления моталкой по предлагаемому способу получают бунты цилиндрической формы с двумятремя отдельно лежащими витками, про цесс намотки повторяется стабильно, захват полосы моталкой происходит I надежно. 9 д Одновременно на второй моталке наматывают круглый прокат по существующей технологии. В результате намотки с поддержанием скорости двигателя -моталки по известному способу получают бунты с 5-6 отдельно лежащими витками, образовавпшмися в начале и в конце процесса намотки. Использование предлагаемого способа управления моталкой обеспечивает улучшение качества бунтов, что повышает производительность при , дальнейшей транспортировке и переработке сортового проката} повьше- ние надежности захвата полосы, что приводит к экономии металла и повышению производительности стана за счет снижения числа бурений. Экономический эффект от внедрения изобретения на мелкосортном стане 250-6, позволяющего снизить расходный коэффициент металла, составит 123 тыс. руб. Формула изобретения 1. Способ регулирования скорости моталки проката, выходящего из прокатного стана, при котором изменяют скорость вращения стенки приемной чаши и барабана моталки и используют в качестве задающего параметра в период стационарной намотки постоянство натяжения проката, отличающийся тем,что, с целью улучшения качества бунта я повьшения надежности захвата полосы, перед поступлением проката в моталку линейную скорость стенки приемной чаши устанавливают равной скорости проката, в период укладки нижнего ряда витков скорость барабана увеличивают до скорости проката, а после выхода полосы из стана скорости барабана уменьшают. 2. Способ по п. I, отличащийся тем, что уменьшение скоости барабана производят по зависиости ( l де V - скорость барабана; Vf, - скорость движения проката в момент выхода полосы из стана, L, - расстояние от последней кле ти стана до моталки;
