Изобретение касается обработки металлов давлением и относится к способам вытяжки полых изделий из листовой заготовки.
Цель изобретения - повышение качества путем предотвращения образования следов от гофров на стенке готового изделия.
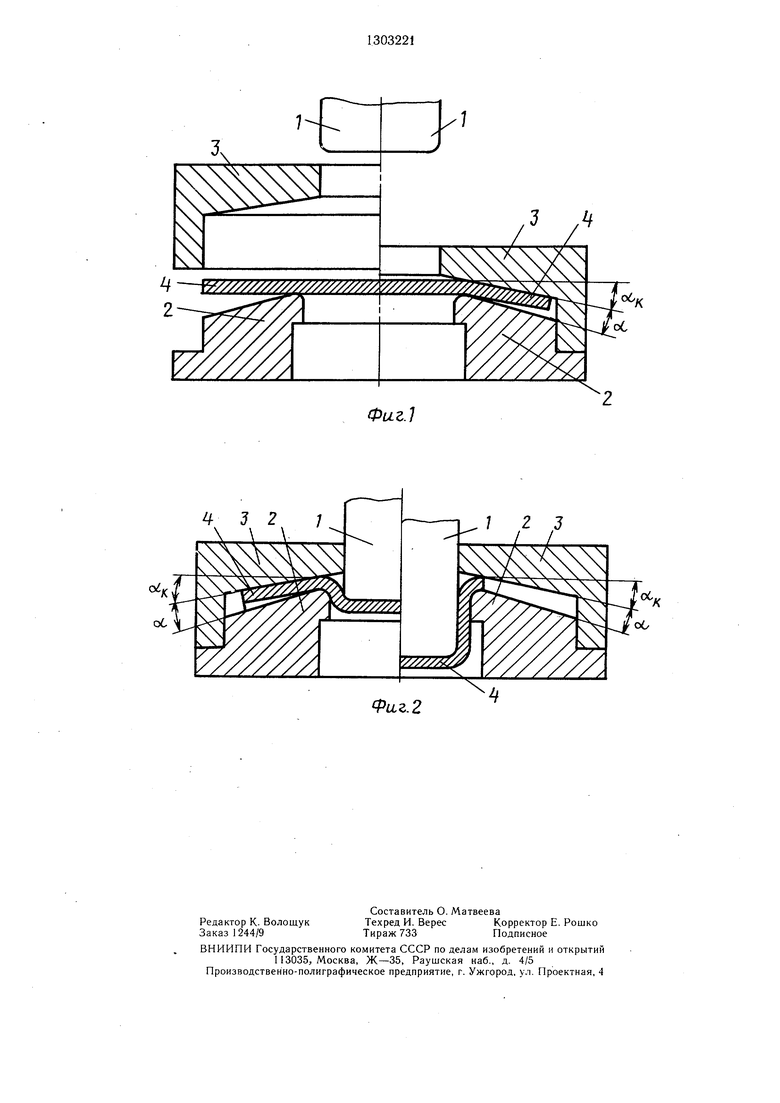
На фиг. 1 изображено устройство для реализации способа, слева от оси симметрии- в исходном состоянии, справа - в момент формования конуса; на фиг. 2 - то же, слева от оси симметрии - в начальный момент вытяжки, справа - в конечный.
Устройство для реализации способа содержит соосно установленные пуансон 1 и матрицу 2 с коническим «зеркалом, а также установленный коаксиально пуансону 1 прижим 3 с конической рабочей поверхностью. Позицией 4 обозначена обрабатываемая заготовка.
Способ осуществляется следующи.м образом.
Плоскую листовую заготовку 4 помен.1.а- ют между матрицей 2 и прижимом 3 -(фиг. 1). Прижим 3 подводят и прижимают к матрице 2 (фиг. 2). При этом на периферийной части заготовки формуют конус на угол ак, рассчитываемый по следующей формуле:
39,8677-t-ri-(2-n), ак f
между «зеркалом матрицы 2 3. определяемом выражением:
н прижимом
где п - показатель .степени уравнения степенной аппроксимации кривой упрочнения .материала;
t - толщина заготовки;
г - радиус вытягиваем ого изделия;
RO- радиус заготовки.
Периферийная часть заготовки 4 после формования конуса находится в сужающейся полости между зеркалом матрицы 2 и прижимом 3.
На центральную часть заготовки 4 воздействуют усилием деформирования со стороны пуансона 1 до образования на ее периферийной части конических радиальных гофров с увеличивающейся к периферии высотой, при этом высоту гофров ограничивают (фиг. 3). Радиальный профиль образованных гофров соответствует углу а
1,7552-n-t
где п
t
г
R,)
(1---)
показатель степени уравнения степенной аппроксимации кривой упрочнения материала; толщина заготовки; радиус вытягиваемо1 0 изделия; радиус заготовки.
После образования устойчивых гофров при дальнейшем ходе пуансона 1 осупд,ест5
0
5
0
5
0
5
вляют вытяжку заготовки 4 с выпрямлением этих гофров в сужающейся полости. В конце процесса вытяжки гофры, расположенные у наружной кромки фланца, выпрямляются в самой узкой части сужающейся полости (фиг. 4). Затем отводят пуансон , прижим 3 и извлекают изделие (не показано)
Величина угла ак отгибания периферийной части заготовки при формовании конуса зависит от толщины t материала заготовки 4, радиуеа Ro заготовки 4, радиуса г готового, изделия и показателя упрочнения п. Величина угла ак найдена из условия отсутствия отклонений от конической формы в процессе формования конуса, что исключает искажения периферийной части заготовки в сужающейся полости до воздействия усилием деформирования на центральную часть заготовки. Это обеспечивает равномерное распределение по периферийной части радиал-ьных конических гофров при воздействии на центральную часть заготовки усилием деформирования. Направление отгибания периферийной части при формовании конуса найдено из условия полного выпрямления гофров и предотвращения перехода гофров на изделия.
Использование предлагаемого способа вытяжки обеспечивает по сравнению с известным 1овыщение качества изделий и сокращение брака на 85-95% в результате отсутствии следов от гофров на стенках изделий. Кроме того, расншряется диапазон использования способа вытяжки за счет достигаемой высокой гео.метрической точности для изготовления тонкостенных деталей с куполообразной донной частью.
Формула изобретения
Способ вытяжки полых изделий из листовой заготовки по авт. св. № 1245383, отличающийся тем, что, с целью повышения качества путем предотвращения образования следов от гофров на стенке готового изделия, перед воздействием на центральную часть заготовки усилием деформирования на периферийной части заготовки формуют конус в направлении вытяжки на угол ак,определяемый из следуюн;его выражения:
39,8677-/я-(2-я)
ак ::;;: г . f - « V Г 7
где t - толщина заготовки; п - показатель степени уравнения пенной аппроксимации кривой рочнения щтамиуемого материала; г-радиус вытягиваемого изделия;
/()-радиус заготовки.
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1986 |
|
SU1344463A1 |
| Способ Колесова Ю.Б. вытяжки полых изделий из листовой заготовки | 1986 |
|
SU1349835A1 |
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| Способ вытяжки с растяжением | 1987 |
|
SU1651421A1 |
| Способ изготовления полых деталей и штамп для его осуществления | 1988 |
|
SU1606232A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2090289C1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при вытяжке полых изделий из листовых заготовок. Цель изобретения - повышение качества путем предотвращения образования следов от гофров на стенке готового изделия. Заготовку устанавливают на «зеркало матрицы и воздействуют на ее периферийную часть рабочей поверхности прижима. В результате этого на периферийной части формуется конус в направлении вытяжки на угол, значение которого рассчитывается по определенной зависимости. Затем на центральную часть заготовки воздействуют усилием вытяжки до образования на ее периферийной части устойчивых гофров. После этого вытягивают заготовку в матрицу, распрямляя полученные гофры. В результате расширяется диапазон использования способа вытяжки за счет точного изготовления тонкостенных деталей с куполообразной донной частью. 2 ил. СО о со Ю Ю 
Фа г. 2
Редактор К. Волощук Заказ 1244/9
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель О. Матвеева Техред И. ВересКорректор Е. Рошко
Тираж 733Подписное
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
