Изобретение относится к обработке металлов .ониом, в частности к способу последовательной штамповки и устройству для есо осуществления.
Цель изобретения - повыщение качества изделий, производительности и долговечности рабочих инструментов.
На фиг. 1 схематично изображен штамп последовательного действия и расположенный в его рабочей зоне обрабатываемый материал; на фиг. 2 - обрабатываемый материал с удаленной частью; на фиг. 3 - обрабатываемый материал и технологический элемент; на фиг. 4 - штамп последовательного действия; на фиг. 5 - вид А на фиг. 4.
На рабочих позициях имеющего нижнюю плиту Л штампа последовательного действия размещают обрабатываемый материал 2 тол- диной S. Кроме нижней плиты 1 с матрицами, имеется средство предотвращения перекоса подвижных рабочих частей штампов- ки, выполненное в виде упора 3, расположенного подвижной и неподвижной частями штампа. На подвижной плите 4 устройства смонтированы пуансоны 5 и 6.
Между неподвижной плитой 1 и подвиж - пой плитой 4 установлен прижим-съемник 7. Упругий элемент 8 смонтирован между прижимом-съемником 7 и подвижной плитой 4. На рабочей поверхности съемника 7 выполнен паз 9. Технологический элемент обозначен позицией 10.
Способ осуществляют следующим образом .
Обрабатываемый материал 2 размещают на всех рабочих позициях. Часть обрабатываемого материала 2, устанавливаем,ого на рабочие позиции, начиная по крайней ме- ре с второй, удаляют и производят штамповку.
При первом ходе подвижной части штампа вниз с обрабатываемым материалом взаимодействуют только рабочие инструменты первой позиции, а последующие свобод0
5
0
5
0
но проходят, не взаимодействуя с обрабатываемым материалом. При этом подвижная рабочая часть не перекащивается благодаря тому, что во входной и выходной частях штампа между неподвижной плитой 1 и прижимом-съемником расположен технологический элемент, высота которого равна толщине обрабатываемого материала S.
При последующем цикле обрабатываемый материал передвигают на шаг подачи и во взаимодействие с ним вступают рабочие инструменты второй позиции. При следующем цикле происходит очередная подача обрабатываемого материала и в работу вступают рабочие инструменты третьей позиции и т. д.
Таким образом, рабочие инструменты последующих позиций вступают во взаимодействие с обрабатываемым материалом только после того, как он побывал на предыдущих позициях штампа.
Устройство работает следующим образом.
При ходе подвижной части штампа вниз прижим-съемник 7 взаимодействует с обрабатываемым материалом 2 и средством, предотвращающим его перекос. При этом средство может быть выполнено в виде регулируемого упора, установленного между подвижной и неподвижной частями, или в виде паза, расположенного на рабочей поверхности съемника.
Рабочие инструменты первой позиции взаимодействуют с обрабатываемым материалом 2, а рабочие инструменты последующих позиций при первом ходе, свободно проходят, не встречая на своем пути обрабатываемого материала.
При последующем продвижении материала происходят процессы, описанные выше. При каждом ходе подвижной части вверх прижим-съемник снимает обрабатываемый материал 2 с пуансонов 5 и 6.
Изобретение позволит повысить качество изделий, производительность и долговечность рабочих инструментов.
Центры pado Jux r,s3u-t
-Риг. I
.г
ФигМ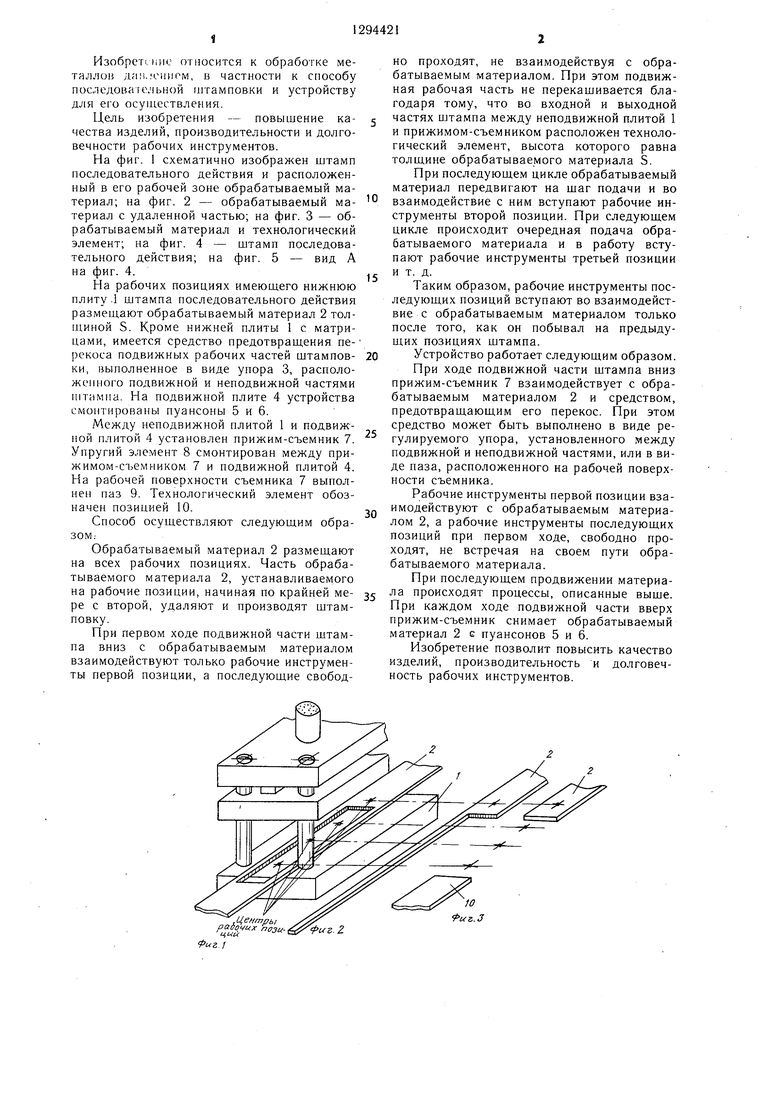
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп многопуансонный | 1985 |
|
SU1344464A1 |
| Штамп для листовой штамповки | 1979 |
|
SU863086A1 |
| Штамп для обработки полых деталей | 1977 |
|
SU799868A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Штамп для обработки листовогоМАТЕРиАлА | 1979 |
|
SU845987A1 |

1. Способ последовательной штамповки ленточного материала, включаюш,ий разме- ш,ение обрабатываемого материала на всех рабочих позициях и штамповку, отличающийся тем, что, с целью повышения качества изделий, производительности и долговечности рабочих инструментов, перед штамповкой часть обрабатываемого материала, устанавливаемого на рабочие позиции, по крайней мере начиная с второй, удаляют. 2. Способ по п. 1, отличающийся тем, что удаление обрабатьшаемого материала осушествляют путем сдвига. 3.Способ по п. 1, отличающийся тем, что между подвижной и неподвижной частями штампа после последней позиции разме- ш,ают технологический элемент высотой, равной толщине обрабатываемого материала. 4.Штамп для осуществления способа по п. 1. содержащий рабочие инструменты, размещенные в верхней и нижних частях штампа и съемник, отличающийся тем, что штамп снабжен средством предотвращения перекоса подвижных рабочих частей в процессе штамповки и упругим элементом, расположенным между съемником и верхней частью штампа. 5.Штамп по п. 4, отличающийся тем, что средство предотвращения перекоса выполнено в виде упора, установленного с возможностью регулировочного перемещения на рабочей поверхности съемника в выходной части щтампа. 6.Штамп по п. 4, отличающийся тем, что средство предотвращения перекоса выполнено в виде паза, расположенного на рабочей поверхности съемника. SS (Л N:) (X) NU 4 ГчЭ
Фиг. 5
| Зубцов М | |||
| Е | |||
| Технология холодной штамповки | |||
| - М.: Машиностроение, 1950, с | |||
| Тепловой измеритель силы тока | 1921 |
|
SU267A1 |
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
