1 :
И зобретениЕ (ггн 1сптс ,ч к (j6pa6oTp;c м(таллов давл Ч1ием и может бытЕ. испо- ль; ова1ю для аитоматнческон подачи полосового и ленточного материала н обработки, например в штамп.
Целью изобреп енин является повышение точности подачи материала в зону обработки.
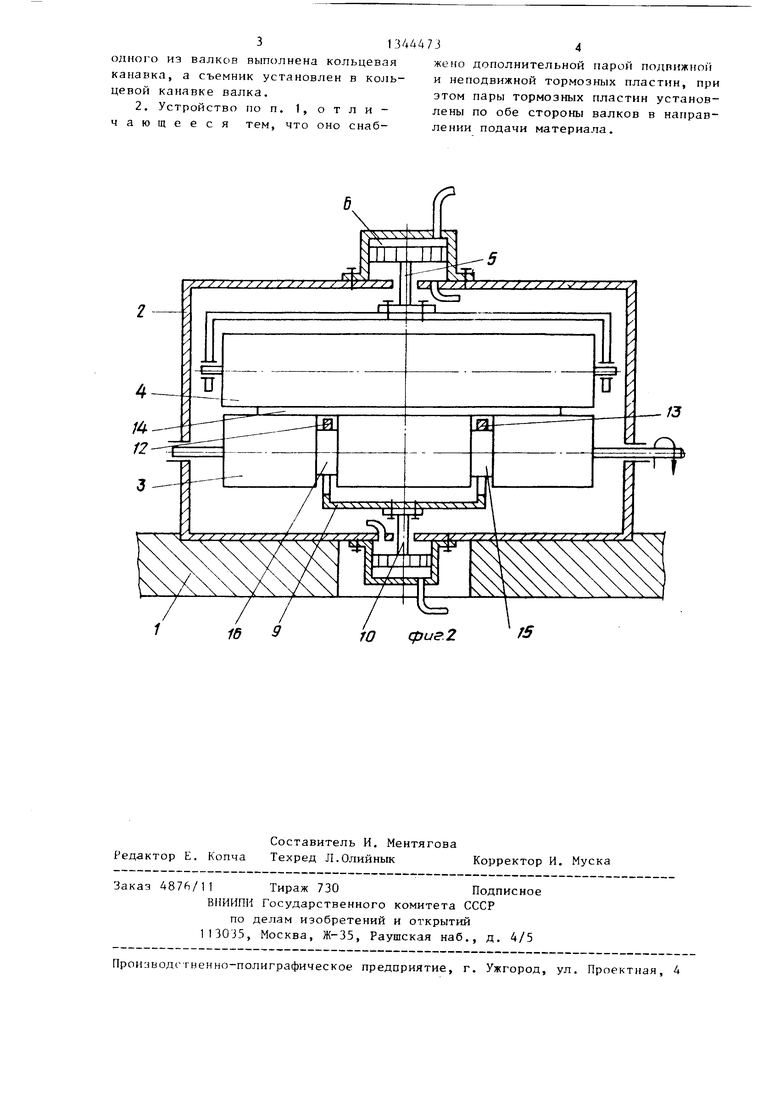
На фиг. 1 изображено устройстве, общий вид; на фиг. 2 - то же, вид сбоку.
Устройство для шаговой подачи полосового и ленточного материала в зону обработки сосчоит из основания 1, на котором установлен корпус 2, а в последнем вмонтирован подающий 3 и прижимной 4 валки. Подающий ва.чок 3 связан с приводом вращения (не показан), а прижимной валок 4 связан со штоком 5 силового цилиндра 6 двухстороннего действия. Тормозное устройство состоит из двух неподвижно закрепленных на корпусе 2 пластин 7 и двух пластин 8, установленных на подвижной раме 9, соединенной со штоком 10 силового цилиндра 11 двухстороннего действия. На подвижной раме 9 закреплены дза съемника 12 и 13 в виде пластин, ра( положенш11х вдоль подаваемого материала 14. На рабочей поверхности валка J выполнены две кольцевые канавки 15 и 16, в которых с возможностью вертикального перемещения установлены съемники 12 и 13, причем во время подачи материала 14 в зону обработки они расположены ниже рабочей поверхности валка 3. Устройство снабжено роликом-датчиком 1 7 программного устройства, предназначеного для управления технологическим циклом валковой подачи и машины, на которой производится обработка ленты или полосы.
На фиг. 1 показан штамп 18, предназначенный для вырубки заготовок из ленточного и полосового материала.
Устройство работает следующим образом.
Подается материал 14. В это время валок 3 постоянно вращается от привода, а прижимной валок 4 находится в нижнем положении, прижатый штоком 5 силового цилиндра 6. Съемники 12 и 13 находятся в кольцевых канавках 15 и 16 валка 3 ниже его рабочей поверхности, а тормозные пчастины 7 и 8 разомкнуты и между ними образован зазор, обеспечиваниций свободное переме3;
щение материала 1( . Ког да прижимной налок 4 под де1 1ствием си ювого цилиндра 6 опускается, материал 14
захватывается валками, враше}1ие подающего валка 3 передается прижимно- ry 4 и материал 14 перемещается в зону обработки.
При подаче материала на заданный
таг-, управление которым произвс)дится программным устройством, поступает команда на вк.лючение силового цилиндра 6 для отвода вверх прижимного валка 4 и поднятие рамы 9 при помощи силового цилиндра 11. Под действием си- ловог о цилиндра 11 рама 9, несущая съемники 12 и 13 и тормозные пластины 8, перемещается вверх. Съемники 12 и 13 осуществляют отрыв материала
14, исключая его возможный прогиб, а пластины 7 и 8 зажимают его между собой и затормаживают.
Подача ленты прекращается и часть ленты, поданной на заданный шаг, обрабатывается, например, в штампе 18. ДальнеЙ1иая работа комплекса происходит от числового программного устройства, предназначенного для обеспечения необходимого технологического
цикла подачи материала к обрабатывающей машине в автоматическом режиме. I
Изобретение позволяет повысить надежность работы и точность шага подачи за счет обеспечения быстрого отделения передаваемого материала от вращающегося валка непосредственно в зоне их контакта, предотвращения прогиба материала и высокой эффективности торможения.
Формула изобретения
1. Устройство для шаговой подачи полосового и ленточного материала в
зону обработки, содержащее корпус, смонтированнь:е в корпусе приводной и прижимной валки с рабочими поверхностями и тормозное устройство для материала в виде пары подвижной и непод0ИЖНОЙ тормозных пластин, отличающееся тем, что, с целью повыщения точности щага подачи, оно снабжено по меньшей мере одним связанным с подвижной тормозной пластиной съемником материала с валка, установленным с возможностью возвратно- поступательного перемещения в направлении, перпендикулярном .плоскости подачи, при этом на рабочей поверхности
одного из валков выполнена кольцевая канавка, а съемник установлен в кольцевой канавке валка.
2. Устройство по п. 1, о т л и - чающееся тем, что оно снабжено дополнительной парой подвижной и неподвижной тормозных пластин, при этом пары тормозных пластин установлены по обе стороны валков в направлении подачи материала.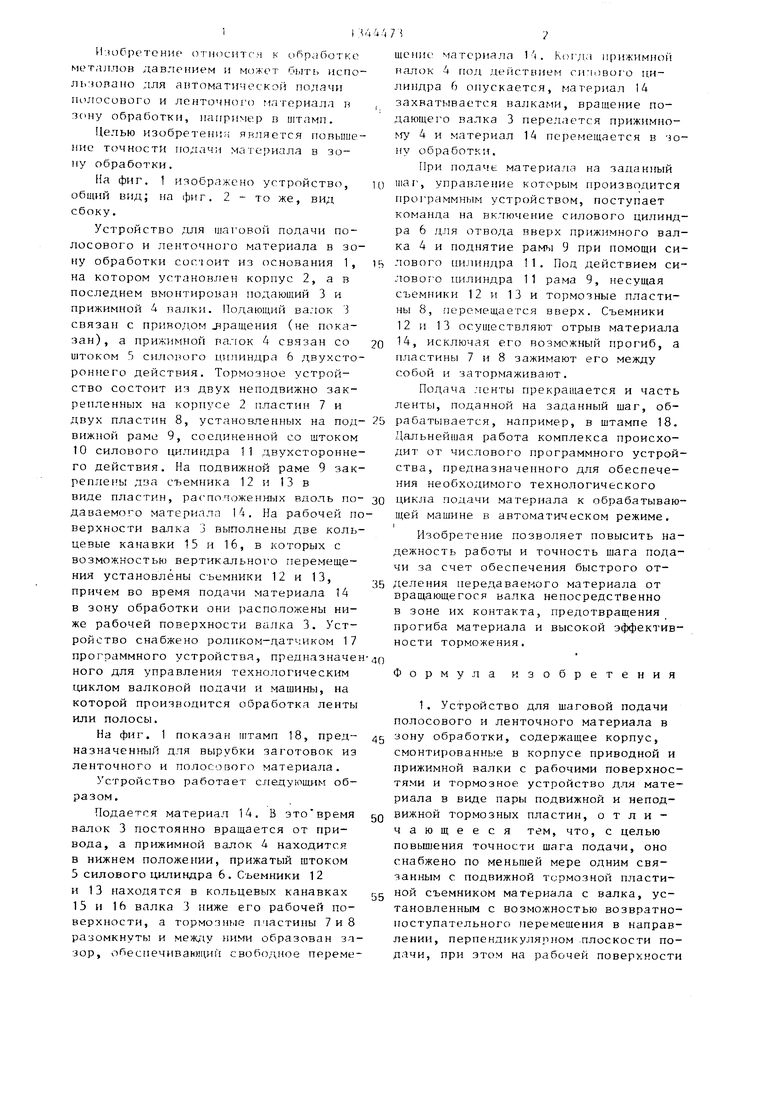
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в зону обработки | 1987 |
|
SU1496883A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1411082A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1987 |
|
SU1416243A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1986 |
|
SU1388160A1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2042459C1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1980 |
|
SU961824A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1977 |
|
SU732056A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для автоматической подачи полосового и ленточного материала /ff в зону обработки, например в штамп. Пелью изобретения является повышение точности шага подачи материала за счет обеспече1нш его отрыва от приводного валка в момент окончания подачи. После окончания шага подачи материала верхний непрнводной валок А отводится силовым цчлиндром 6 вверх. Одновременно срабатывает силовой цилиндр 1 1 , который поднимает связан- с рамой 9 тормозные пластины 7 и съемник 12. Съемник 12 отделяет материал от вращающегося валка 3, исключая прогиб материала, а тормозные пластины 7, прижимая материал к пластинам 8, обеспечивают его торможение, 1 з.н. ф-лы, 2 И.П.. S сл Si Fk/ СХ) 4 4:) 4 Од / fO ff cpae.l
фиг. 2
Г5
Редактор Е. Копча
Составитель И. Ментягова
Техред Л.Олийнык Корректор И. Муска
Заказ 4876/11 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для подачи полосового и ленточного материала в зону обработки | 1983 |
|
SU1138211A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
