1
(21)4337055/25-27
(22)01.12.87
(46) 30.07.89. Бюл. № 28 .(71) Запорожский автомобильный завод Коммунар (72) Д.И.Шумейко
(53)621.979.62-229.61(088.8)
(56)Авторское свидетельство СССР № 444589, кл. В 21 D 43/09,
-В 30 В 15/30, 12.10.79.
Авторское свидетельство СССР № 1287971, кп. В 21 D 43/09, 14.05.85.
Авторское свидетельство СССР № 394139, кл. В 21 D 43/08, В 30 В 15/30, 11.10.71.
Авторское свидетельство СССР № 141624i, кл. В 21 D 43/08, В 30 В 15/30, 04.01.87.
(54)УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ
(57)Изобретение относится к холодильной обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в. зону обработки. Цель изобретения повышение надежности в работе и точности шага подачи. Материал, полоса или лента подается в зону обработки нижним приводным подающим валком и верхним прижимным подающим валком на шаг подачи. Остановка (торможение) материала во время его обработки осуществляется зажимньп да губками при подъеме верхнего прижимного подающего валка и подъеме материала над нижним приводным подающим валком. Подъем верхнего прижимного подающего валка осущестйпяется толкателями. Подъем материала осуществляется съемником, вьшолненным в виде планок, расположенных параллельно направлению пода- .чи между подающими валками. Торможение (останов) материала осуществляется верхними зажимньми губками, закрепленными в корпусе неподвижно, и нижними зажимными губкамИо Нижние зажимные губки расположены под плоскостью подачи, а верхние закреплены над плоскостью подачи. Планка, толкатели и нижние зажимные губки закреплены на приводной в вертикальном направлении траверсе о Зажимные губки попарно расположены по обе стороны подаюпрх валков. 1 з.п. ф-лы, 2 ил.
(Л
эо
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шаговой подачи полосового и ленточного материала в зону обработки | 1985 |
|
SU1344473A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1349853A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Устройство для подачи полосового и ленточного материала к прессу | 1982 |
|
SU1072960A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1980 |
|
SU961824A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1411082A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для обработки ленточного материала | 1988 |
|
SU1516199A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1988 |
|
SU1648609A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в зону обработки. Цель изобретения - повышение надежности в работе и точности шага подачи. Материал, полоса или лента подается в зону обработки нижним приводным подающим валком и верхним прижимным подающим валком на шаг подачи. Остановка /торможение/ материала во время его обработки осуществляется зажимными губками при подъеме верхнего прижимного подающего валка и подъема материала над нижним приводным подающим валком. Подъем верхнего прижимного подающего валка осуществляется толкателями. Подъем материала осуществляется съемником, выполненным в виде планок, расположенных параллельно направлению подачи между подающими валками. Торможение /останов/ материала осуществляется верхними зажимными губками, закрепленными в корпусе неподвижно, и нижними зажимными губками. Нижние зажимные губки расположены под плоскостью подачи, а верхние закреплены над плоскостью подачи. Планка, толкатели и нижние зажимные губки закреплены на приводной в вертикальном направлении траверсе. Зажимные губки попарно расположены по обе стороны подающих валков. 1 з.п. ф-лы, 2 ил.
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в зону обработки.
Цель изобретения - повьш1ение надежности работы и точности шага по-- дачи.
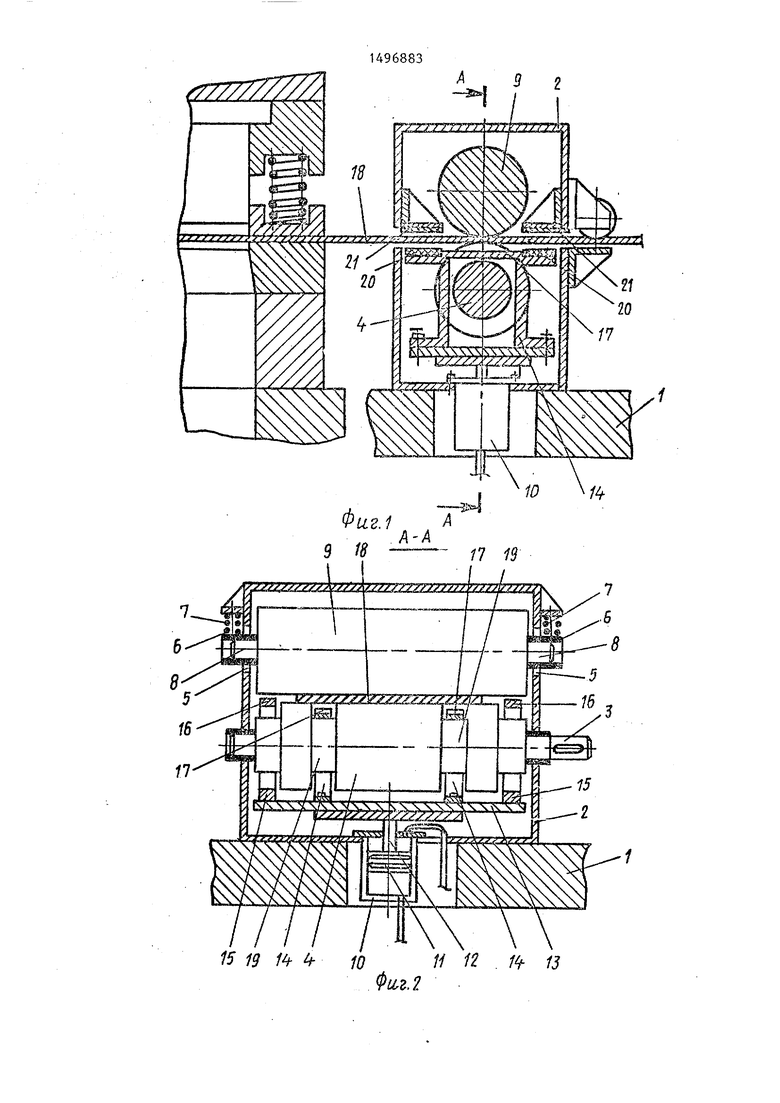
На фиг.1 изображено устройство для подачи полосового и ленточного материала в зону обработки;на фиг.2- разрез А-А на фиг.1.
Устройство содержит основание I, на котором закреплен корпус 2. В корпусе 2 при помощи вала 3 установлен нижний приводной„подающий валок
31496883
4, выполнены вертикальные пазы 5, в которых подвижно установлены ползуш- ки 6, подпружиненные в направлении вала 3 пр ужи нами 7. В ползушках 6 при Ij помощи оси 8 смонтирован верхний прижимной подающий валок 9, В корпусе 2 установлен механизм перемещения валка 9, содержащий силовой цилиндр 10 с поршнем 11, несущим шток 12,На што- ,10 ке 12 закреплена рама 13,несущая стойки. 14 и 15. На стойках 15 смонтированы толкатели 16, а на стойках 14 закреплены съемники, выполненные в виде планок 17, расположенных под 15 плоскостью подачи материала 18 (полосы или ленты) и размещенных в коль- цевых канавках 19, выполненных в . валке 4. На стойках 14 закреплены нижние зажимные губки 20, а в корпу- 20 се 2 - верхние зажимные губки 21.
. -
Планки 17 закреплены от плоскости подачи на расстоянии, большем хода толкателей 16.25
Устройство работает следующим образом.
Материал 18 подается в зону обработки валками 4 и 9 на шаг подачи. 30 Затем включают.силовой ципиндр 10. Поршень 11 через шток 12 перемещает раму 13 вверх. Толкатели 16,воздействуют на валок 9, тормозят его и перемещают вверх, сжимая пружины 7. 35 Планки 17 снимают материал 18 с валка 4 и перемещают его вверх. Зажимные губки 20 и 21 зажимвют материал 18, Подача материала прекращается, После обработки материала 18 в зоне 40 обработки подается сигнал на включение силового цилиндра 10, Поршень 11 со штоком 12 и рамой 13 перемещается вниз. Планки 17 опускают материал 18 на валок 4, зажимные губки д 20 и 21 освобождают материал 18, тол-, катали 16 выходят из взаимодействия с валком 9.Балок 9 под действием пружин 7 перемещается совместно с
толкателями 16 вниз и прижимает материал 18 к валку 4. Затем цикл повторяется.
Формула изобретения
1 о Устройство для подачи полосо врго и ленточного материала в зону обработки, содержащее корпус, в кр- смонтированы по меньшей мере один нижний приводной подающий валок и один верхний прижимной поданшщй валок, установленный с возможностью перемещения в вертикальном направлении, механизм торможения материала, выполненный в виде расположенных по одну из сторон подающих валков верхней зажимной губки, закрепленной в корпусе над плоскостью подачи, и.нижней зажимной губки, установленной под плоскостью подачи с возможностью перемещения в вертикальном направлении, и механизм перемещения верхнего прижимного подающего валка и нижней .зажимной губки, выполненный в виде приводной рамы, установленной в корпусе с возможностью перемещения в вертикальном направлении, и толкателей, закрепленных на раме, отличающееся тем, что, с целью повьш1ения надежности работы и точности шага подачи, оно снабжено съемником материала с нижнего приводного подающего валка, вьтолнённого в виде планок, расположенных под плоскостью подачи между подающими валками параллельно направлению подачи и закрепленных на раме на расстоянии от плоскости подачи, большем величины хода толкателей в вертикальном направлении, причем в нижнем приводном подающем валке вьщолнень кольцевые канавки, планки размещены в кольцевых канавках, толкатели закреплены с возможностью взаимодействия с верхним прижимным подающим валком.
2о Устройство по п.
отличающееся тем, что оно снабжено дополнительными верхней и нижней зажимными губками, размещенными по другую сторону подающих валков, причем дополнительная верхняя зажимная губка закреплена на корпусе, а нижняя зажимная губка смонтирована на раме.
Фиг.1
.«
9 W - /7 i9
1
