Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления пружин из мерных прутков в горячем состоянии.
Целью изобретения является расширение технологических возможностей установки.
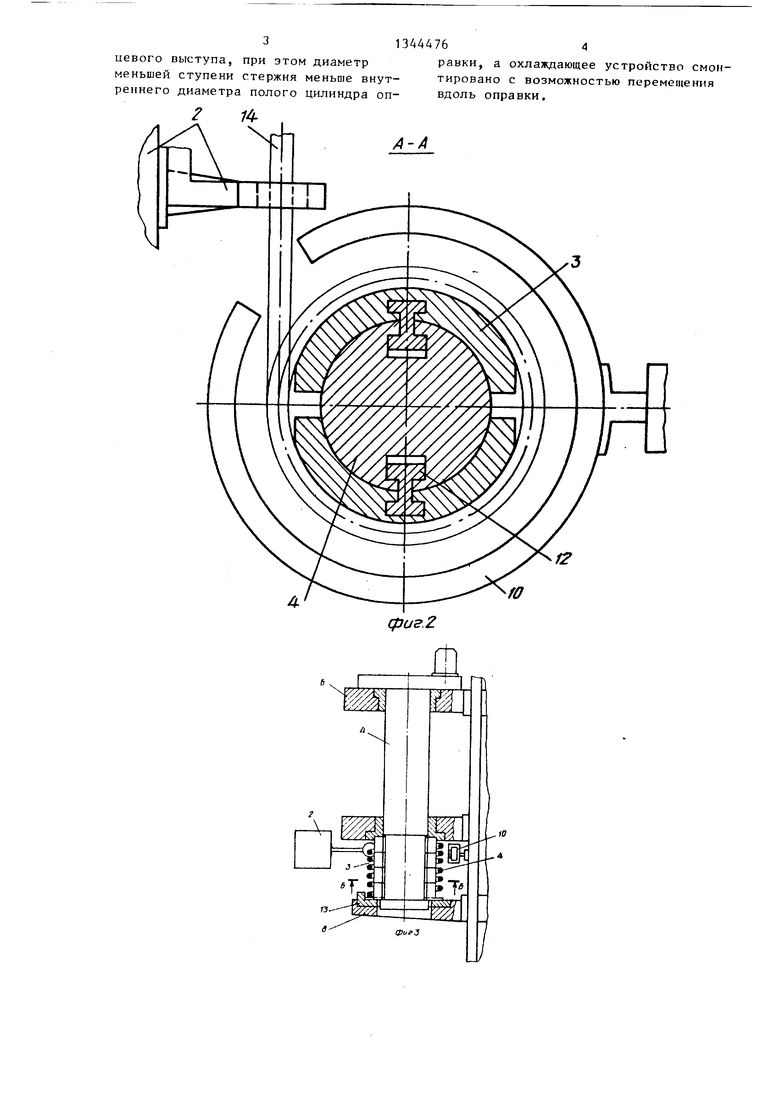
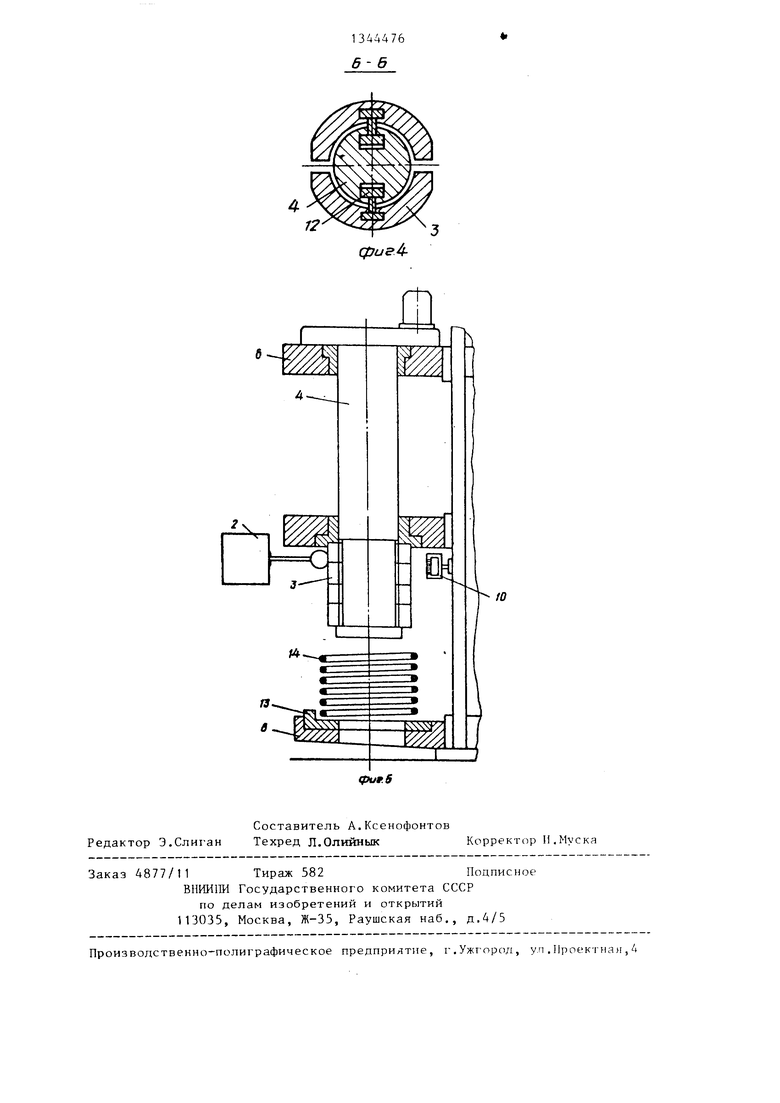
На фиг.1 изображена предлагаемая установка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг, 3 - установка в конце цикла закалки; на фиг,4 - сечение Б-Б на фиг,3; на фиг,5 - установка после снятия пружины.
Установка для изготовления пружин горячей навивкой состоит из станины 1, на которой смонтированы нагревательное устройство 2, например в виде индукционного нагревателя с индуктором, сквозь который проходит и последовательно нагревается пруток Оправка состоит из наружного полого
цилиндра 3, разделенного в вертикаль- 25 всей ее высоте. Осевое перемещение ной плоскости и разрезанного по го- стержня 4 и спрейера 10 продолжается ризонтали, и стержня 4 оправки с до тех пор, пока вся пружина не бу- кольцевым выступом 5 на торце. Оправ- дет закалена и одновременно освобожка снабжена приводом 6 вращения и приводом 7 возвратно-поступательного перемещения. На станине также смонтирована опора 8 для оправки с механизмом 9 осевого перемещения опоры и охлаждающее устройство 10, выполненное в виде кольцевого спрейера снабженного приводом 11 осевого перемещения. Разделенный по вертикали и горизонтали на секторы полый цилиндр 3 оправки соединен со стержнем 4 оправки при помощи сухарей 12, На вращающейся части опоры 8 имеется выступ 13 для закрепления прутка перед началом навивки,
Устройс.тво работает следующим образом.
Нагретый пруток 14 из нагревательного устройства поступает на начальную зону оправки, где его закрепляют под выступом 13, Поворотная часть опоры 8 соединена с полым цилиндром 3 оправки, например с помощью торцовых кулачков. Затем включают привод вращения оправки и синхронно этому вращению осуществляют перемещение на гревательного устройства вдоль оси оправки, В результате происходит навивка пружины на всей длине оправки. После навивки пружины вращение оправки прекращают. Включается охлаждающее устройство 10, которое, перемещаясь, охлаждает (закаливает) пружину. Когда охлаждающее устройство 10 переместится на величину я , равную высоте одного кольцевого сектора оправки, включается привод 7 возвратно-поступательного перемещения оправки, и оправка начинает перемещаться вверх. При этом меньший диаметр оправки входит в полый цилиндр 3 оправки, и после прохождения стержнем участка « секторы цилиндра- сходятся и освобождают навитый и закаленный участок пружины,При этом снятие пружины с оправки значительно облегчено за счет того, что при извлечении стержня 4 необходимо преодолеть усилие, создаваемое при
усадке пружины только на участке, равном высоте кольцевого сектора полого цилиндра оправки (1-2 витка), а не усилие, создаваемое обжимакяцей оправку крупногабаритной пружиной по
дена на оправке за счет схождения секторов полого цилиндра, а кольцевой выступ 5 не упрется в нижний торец полого цилиндра оправки. После этого опора 8 опускается вместе
35
с пружиной, пока последняя не будет освобождена, .
Формула изобретения
Установка для изготовления пружин горячей навивкой, содержащая
смонтированные на станине нагревательное устройство, приводную вертикальную навивочную оправку, состоящую из полого цилиндра, имеющего по меньшей мере два вертикальных
разъема, и размещенного внутри цилиндра стержня с кольцевым выступом на нижнем, торце,установленного с возможностью совместного вращения с по- лым цилиндром и,независимого возвратно-поступательного перемещения по вертикали, опору для оправки с механизмом осевого перемещения и охлаждающее устройство, отличающаяся тем, что, с целью
расщирения технологических возможностей, полый цилиндр оправки выполнен разъемным по горизонтали, стержень выполнен ступенчатым и его меньщая ступень размещена со стороны коль313444764
цевого выступа, при этом диаметр равки, а охлаждающее устройство смон- меньшей ступени стержня меньше внут- тировано с возможностью перемещения реннего диаметра полого цилиндра оп- вдоль оправки.
f2
fO
сриг.г
Я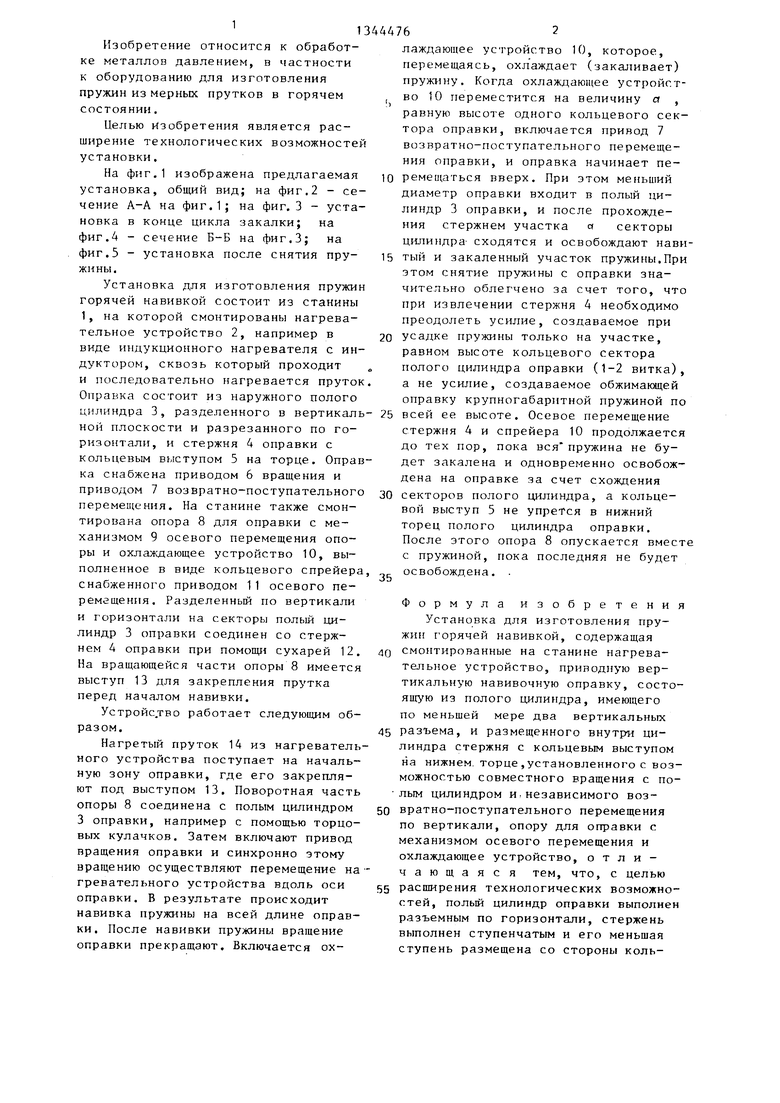
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ НАВИВКИ СТАЛЬНЫХ ПРУЖИН | 2008 |
|
RU2373016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПРУЖИН ИЗ СТАЛИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2013 |
|
RU2547989C2 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| УСТРОЙСТВО НАВИВКИ ПРУЖИН | 2012 |
|
RU2549823C2 |
| Устройство для горячей навивки пружин | 1975 |
|
SU523745A1 |
| Станок для горячей навивки пружин кручения | 1988 |
|
SU1528597A2 |
| Станок для горячей навивки пружин | 1975 |
|
SU530722A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Станок для горячей навивки пружин кручения | 1986 |
|
SU1405938A2 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
Изобретение относится к оборудованию для изготовления крупногабаритных пружин из мерных, прутков в горячем состоянии и позволяет расширить технологические возможности установки. Полый цилиндр 3 оправки выполнен разъемным по горизонтали, а стержень 4 - ступенчатым, причем диаметр меньшей ступени стержня меньше внутреннего диаметра полого цилиндра. Охлаждающее устройство 10 смонтировано с возможностью перемещения вдоль оправки, 5 ил. (Л со 4 4 vj 05 фиг.1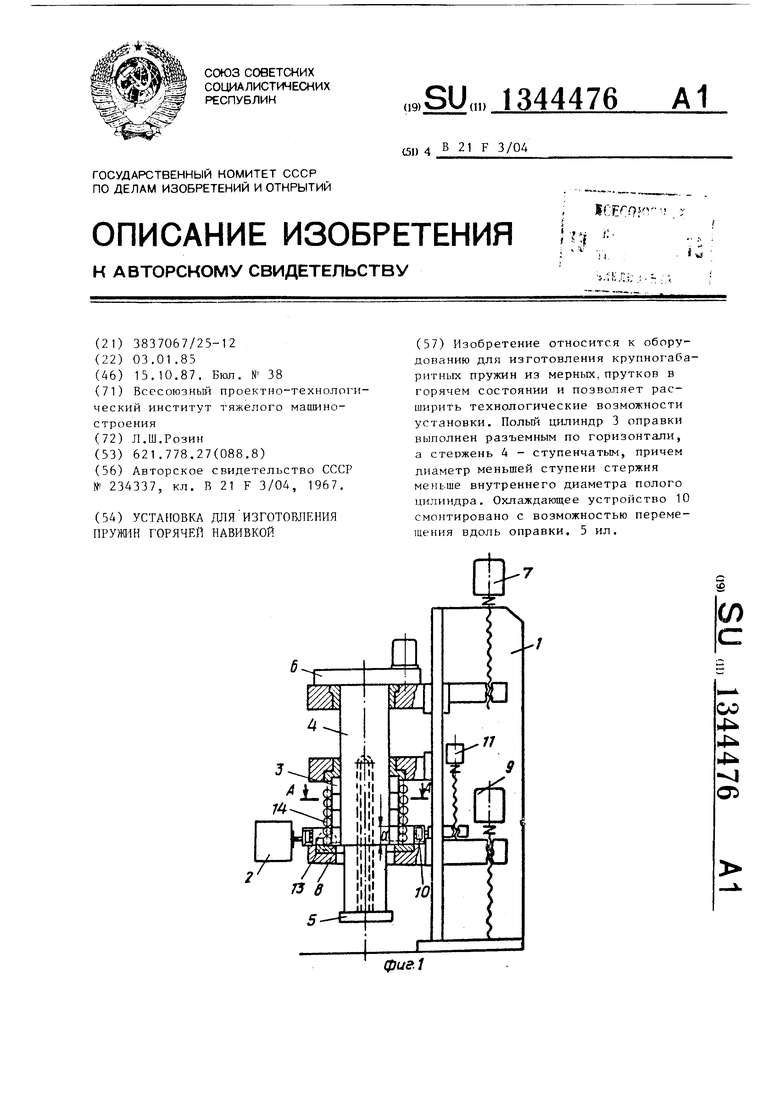
.10 .4
фигЗ
1344476 6- 6
12
фиг 4Редактор Э.Слиган
Составитель А.Ксенофонтов
Техред Л.ОлийныкКорректор И.Муска
Заказ 4877/11 Тираж 582Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, у.п , Проектна), А
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 0 |
|
SU234337A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
