1
Изобретение относится к обработке ме- ra:i,;ioB д;:в.1ением и может быть использовано для накатывания конических и ннлинд- шческих Hain /Kuwx и внутренних резьб.
Целью шобретения является повышение качества накатываемых резьб и стойкости роликов, а также повышение нроизводи1ель- ности за счег быстросменности инструмента.
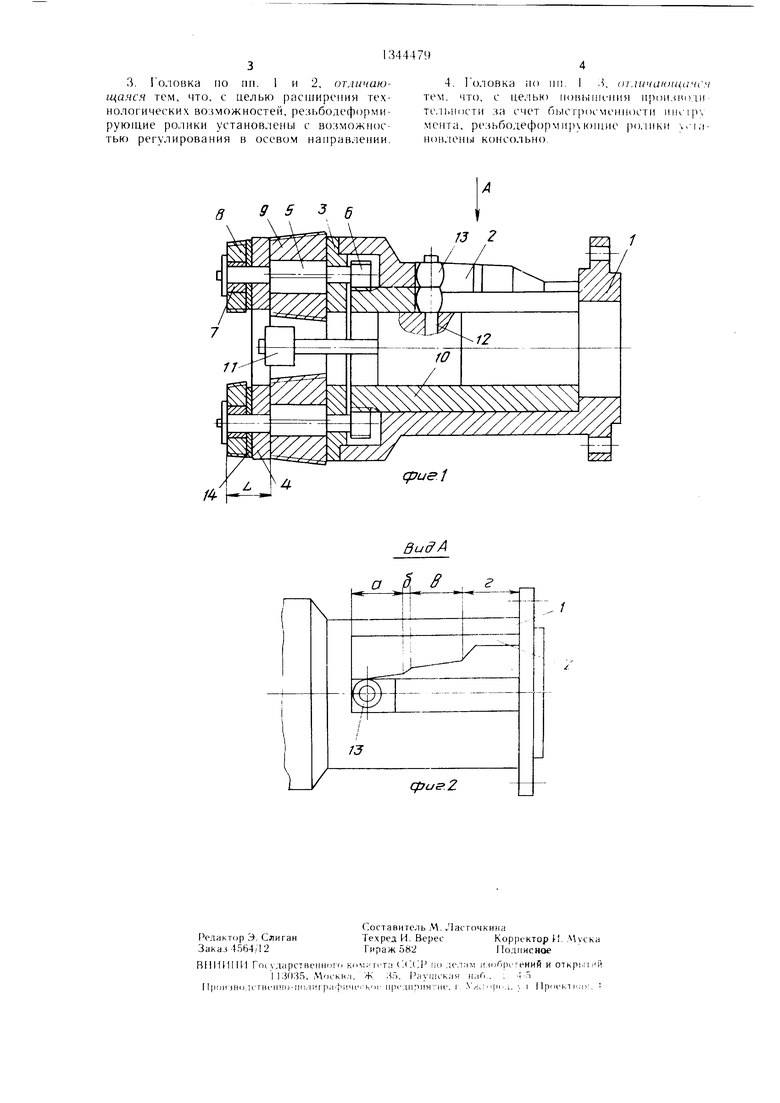
Па фи1 . I схематически изображена резь- бонакатная головка, разрез; на фиг. 2 вид Л на фиг. 1.
Резьбопака гная ( оловка состоит из корпуса 1 с раз.меии НН1 1м в нем копиром 2. На ко|1пусе (ак)е11лены задний 3 и неред- ний 4 ф.кншы. В ф;1аниах устан(.)влены с И)змож1И)стьн) в)а|це11ия : ксцентриковые оси о, на которы.х закреплены шестерни 6 и экс- пентриков1 1е ггчлки 7. Г езьбодеформирую- шие )ол11ки ( размещены на эксцентриковых Biy.iKax 7 консольно неред передним (|зланцем, а калибрующие ролики 9 разметены на :1ксцент|)иковых осях 5 между фланцами :5 и 4. Расстояние между передними |(1р1и1ми резьб()деформируюн,их 8 и калиб- )ук)1П,их ) роликов опреде. 1Яется из соот- нопи ния
1, - 1 + (2 -4)1,
где I д.лина рабочего участка копира; tшаг )( роликов.
В ко)пусе 1 размешено с возможносгью || )во)ота иентра.1ьное зубчатое колесо 10, а в нем с во.шожностью осевого нереме- ш.еиия упо) II. На центральгшм Ko;iece 10 не)11е11дику,1Я)ио его оси закреплена ось 12, а на исГ| сгановлеи ролик 13. Упор 11 че- ре i oi b 12. lo. HiK 13, копир 2, центральное Ko.ieco 10, шесте И1и 6 кинематически свя.иш с эксцентриковыми (Х ями 5.
Усгаиовка заданного расстояния L между передними rcjjinaMH ка. шбруюищх и резьбо- де()о)мир 1О1ЦИХ lo. iiiKDB осуществляется прокладками 14.
Ре.(ьбоиакатная головка работает с,те- .ующи.м образо.м.
Предва|П1Т1 льно перед накаткой )езьбо- де(()ор.ми)у|)шИ1 юлики усганав.чиваются относи 1е,тьно ка. 1ибрую|цих па заданное рас- сгояние между их передними торпами.
1 ез1)б()иака гиая (о.ювка подается на вра- Н1.аюп1ук)ся заготовку. Резьбодеформирую- шпе ролики К .захватывают ее и ф ор- мируют черновой резьбовой профиль. При этом заготовка вступает в контакт с упором I1 и начинает иеремегпать его в осевом нап авлении, а вместе с ним и ось 12 с pii. iiiKoM 13 по рабочему участку а копира 2. После прохождения длинГ) этого участка ро.чик 13 попадает через участок раскр1 1тия резьбодеформируюших ро.чиков С) на )абочий участок калиб рук)П1их ро.чиков я. этом пентра,чьное колесо И) и связанные с ним через Н1естерни 6 эксцентрико- Bi)ie оси 5 поворачиваются на некоторый У| ОЛ, межосевое расстояние накатных роликов 8 и 9 увеличивается, в результате резьбодеформирукмцие ро.ижи 8 выходят из
5
контакта с заготовкой, а калибрующие ролики 9 большего диаметра или резьбо- деформирующие занимают рабочее положение. При да,1ьней Т1ей подаче резьбонакат- иой головки на заготовку калибруюп1ие ро- лики 9 выполняют калибрование резьбового профиля, сфор.мированного резьбодефор- ми ;уюпи1ми р(зликами 8. После того как калибрование выполнено на всей длине резьбы, р(1лик 13 попадает на участок рас0 крытия с копира 2 и калибрующие ролики выходят из контакта с заготовкой. Головка отводится в исходное положение. Пик:1 закончен.
Предлагаемая конструкция юловки обеспечивает вывод из контакта с заготовкой резьбодеформирующих роликов, что позволяет разместит, на одной оси с резьбо- де(})ормируюп1иviH ка,чибруюптие ролики. Причем рабочий нрофи.ть резьбодеформируюших роликов, включая и их заборный участок,
Q не ограничен двумя -тремя нитками, а может быть увеличен до пяти лнести ниток, что снижает нагрузку на каждую нитку, соответственно новыщает стойкость роликов.
Кроме того, конструктивные элементы п;)едлагаемой головки воспринимают нагруз5 ку не одновременно oi резьбодеформи- рукмцих и калибрующих роликов, а последовательно, сначала от резьбодеформирующих, а затем от калибрующих. В результате уменьшаются наг)узки, упругие дефс рмации конструкти14ных элементов и новынгается точ0 носгь накатываемой pe..
Формула {(.toi ipi I Hiifi
1. езьбонакатная головка, с.)держащая корпус с резьбодеформируюптими и калибрующими роликами, установ, ге11ными на экс5 центриковых осях и кинематически сгпгзан- ными с копиром, отличающаяся тем, что, с целью новышепия качества нака гг 1ваемг 1х резьб и стойкосги ролико, каж.чый и. калибрующих роли1 ов ус Taiiori.iren за резьбо- деформируюгцим гга одно11 экспентрикс вой оси, копир в1)1П(). 1пен с тунепчатг,1м, содер- жагцим рабочий участок с участком |1аскры- тия резьбодеформи)ую|цих )оликов и рабочий участок с участком |)аск)ытия калибрующих ро,гиков, причем диаметр иос5 ледних превышает диаметр резьбодефор- .мируюгцих, а расстояние между передни- .ми торцами резьбодеформирующих и калибрующих роликов выбирается равным сумме длины рабочего участка и длины участка раскрытия 11ез1,боде (})ормирующих роли0 ков.
2.Го,1(;вка но н. 1, отличающаяся тем, что расстояние между передними торца.ми калибрующих и рез1 бодеформирую1цих роликов оп|)еделяется из вг,1ражепия
L 1 + (2-4)t, 5 где 1 длина рабочего участка копира для
резьбодеформирую1ц их роликов; t шаг резьбы резьбодеформирующих роликов.
0
3
3. ГолоЕжа no пп. 1 и 2, отличающаяся тем, что, с целью расширения технологических возможностей, резьбодеформи- рующие ролики установлены с возможностью регулирования в осевом нанравлении.
4. Головка но ни, I 3, пг.п/чакиасгчсч тем. что, с целью новьпнения iipoH.iniiTu те,1Ы11)СТИ за счет быстросменности niicipv мента, резьбодеформир к)Н1ие р),1нки .-i,-iHOB.TCHl) КОНСОЛЬНО.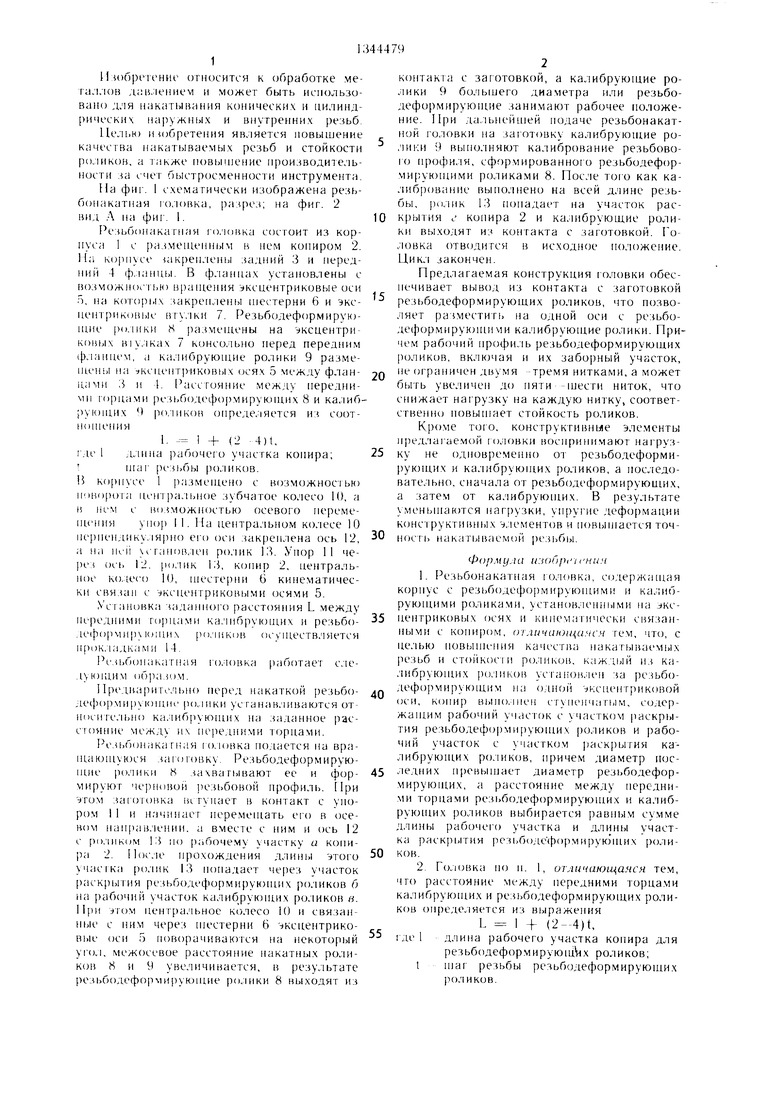
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания конической резьбы | 1977 |
|
SU703197A1 |
| Резьбонакатная головка | 1982 |
|
SU1094657A2 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания конических и цилиндрических наружных и внутренних резьб. Целью изобретения является повышение качества накатываемых резьб и стойкости роликов, расширение технологических возможностей и повышение производительности за счет быстросменности инструмента. Резьбо- накатная головка содержит корпус с установленными на каждой из эксцентриковых осей резьбодеформируюшим роликом (PF j и калибруюшим роликом (КР), при этом диаметр КР превышает диаметр PP. Оба ролика кинематически связаны со ступенчатым копиром, содержаш,им рабочий участок с участком раскрытия РР и рабочий участок с участком раскрытия КР, расположенные последовательно. РР установлены консольно с возможностью регулирования в осевом направлении. Расстояние между передними торцами РР и КР выбирается равным сумме длины рабочего участка и длины участка раскрытия РР. Оптимальной величиной длины участка раскрытия является иеличина, равная (2-4)t, где t - шаг резьбы РР. При этом обеспечивается последовательная работа РР и КР. 3 з.п. ф-лы, 2 ил. о (Л со 4 4: СО
Buff А Д В
| Устройство для накатывания конической резьбы | 1977 |
|
SU703197A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
