.: . : - - 1 , -,/,:. :
Изобретение отйосится К Области, . рбрабо ки металлов давлением;и бьать использовано при накатывании конических резьб. Известна резьбонакатная головка , для накатывания цилиндрических резьё, содержащая смонтированные в корпусе на эксцентриковых осях резьбона1катные олйки и дополнительные ролики, также установленные на эксцентриновых осях и размещенные между ocHOBHtJMH роликами 1 . : Известная головка позволяет накатывать цилиндрические резьбыназаготовках из труднодеформируемых материалов, однако не обеспечивает получения резьбы высокой точности.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является устройство для накатывания ко-. нической резьбы, содержащее резьбр-, накатные ролики,имеющие заходные и калибрующие участки, установленные на эксгйентриковых осях, за-. крепленных в цилиндрическом корпусе под углом к его оси 2.
Недостатком известного устройства является то, что при радиальном перемещении рёэьбон акатных роликов ,
задаваемом.Механизмом конусообра- зованйя .головки, вследствие равныхусловий деформации по длине заготовки образующая конусности резьбы имеет непрямолинейный характер.
Цельй изобретения является повышение качества резьбы.
Поставленная цель достигается за счет того, что устройство -снабжено дополнительными эксцентриковыми осями и установленными на них калибрующими роликами, при этом дополнительные оси установлены в корпусе параллельно , а калибрующие ролики выйолнейы длиной, равной длине накатываемой резьбы.
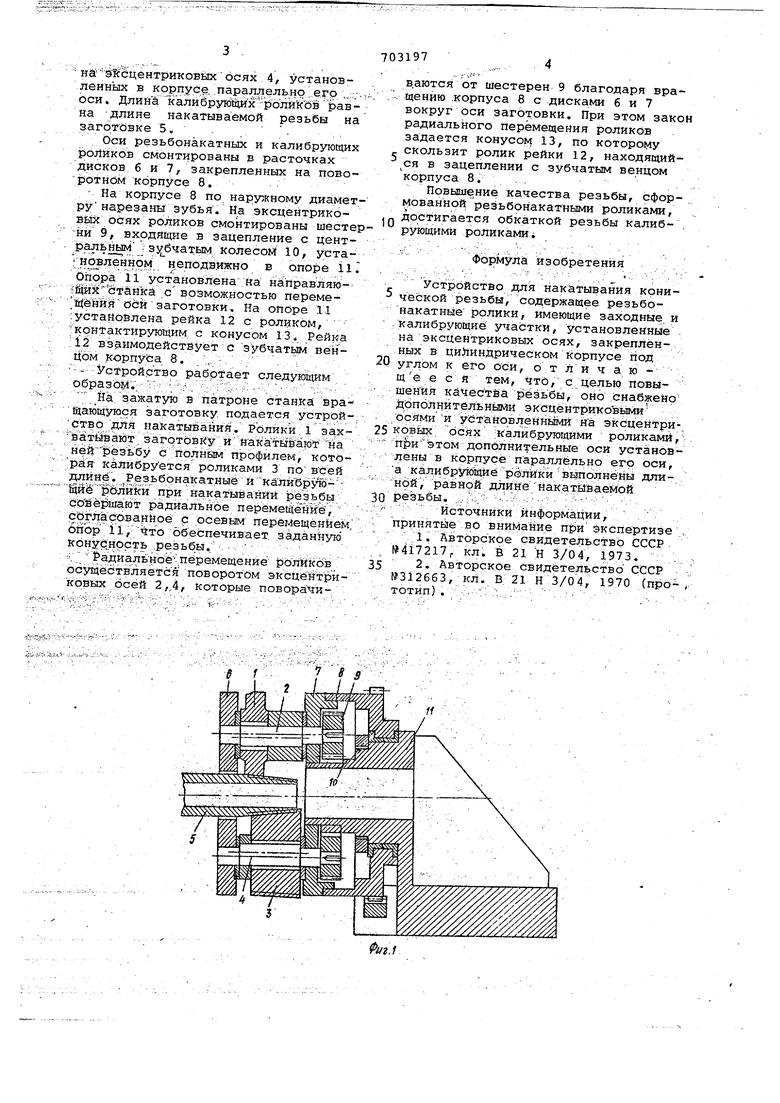
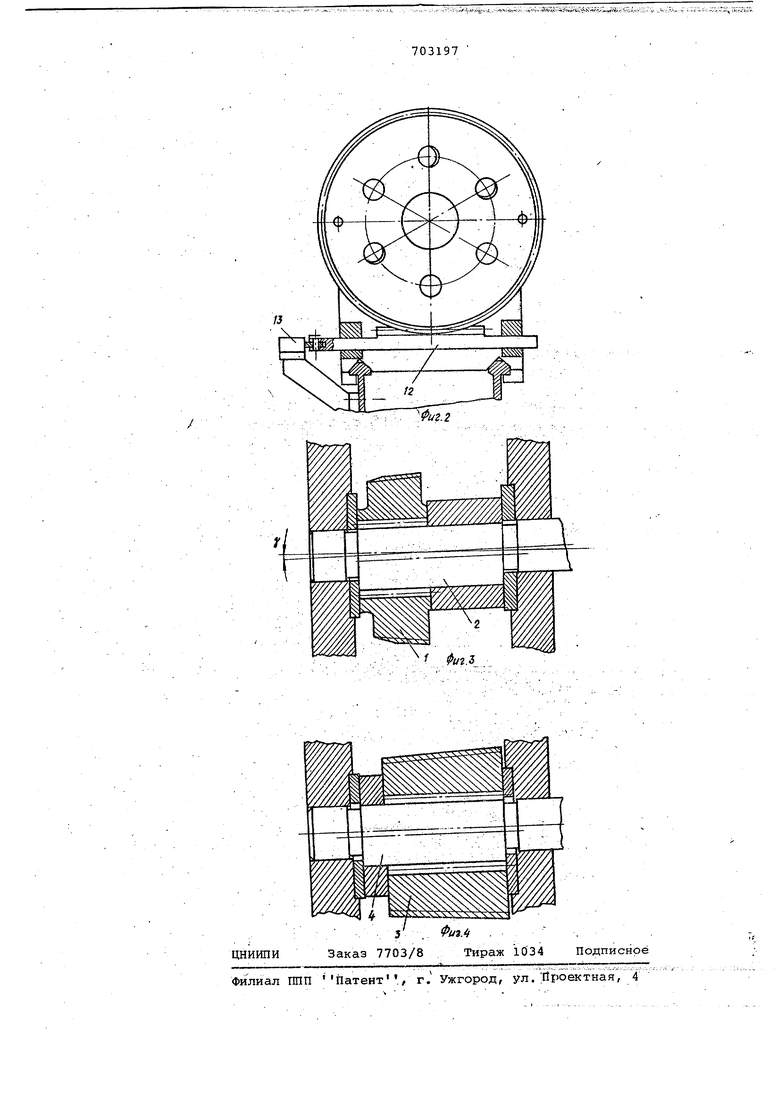
На фиг.1 изображено предлагаемое уст ройство, продольный разрез, резьнакатной головки; на фиг.2 - то же, вид спереди; на фИг.З - сечение устройства п6 )ё9ьбС1накатному ролик на фиг.4 - сечение устройства по калибру рщему ролику.
- Устройство содержит .резьбонакатные ролики 1, выполненные с заходны и калибрующим участками и установленные на эксцентриковых осях 2 под углом к оси корпуса.
Между резьбонакатньми роликами расположены калибрующие ролики 3 на:Э:Ксцентриковых осях 4, установ.neHHkx в корпусу, параллельно его ;.::; оси. Длийа калиёруй111;их -ролйков авйа длине накатываемой резьбы на sarqroBKe 5. . , . . . Оси резьбонакатных и калибрующих роликов смонтированы в расточках дисков б и 7, закрепленных на поворотном корпусе 8. На корпусе 8 по нарузкному диамет ру нарезаны Зубья. На эксцентрикоБьтх осях роликов смонтированы тесте -ни 9, вхрдйщие в зацепление с цент ральннм З5 6чатым колесом 10, установленном н,еподв.йжно в опоре i 1 Опора 11 установлена;на нйПравляю Щихбтанка с возможностью переме й(Шияойй заготовки. На опоре 11 установлена рейка 12 с роликом, контактирующим с конусом 13. Рейка 12 взаимодейстйует с зубчатым венцом корпуса 8. - Устройство работает следующим образов. На. зажатую в патроне станка вра{дающуюся заготовку подается устройство для накатываний. РОЛИКИ; захватывают заготовку и накатывают на ней резьбу с полным профилем, кото;рая калибруется роликами 3 по всей длине. Резьбонакатные и кали бруюЙЙ6 ролики при накатываний резьбы совершают радиальное nepeMeuie Hke, согласованное с осевым перемещением опор 11, что обеспечивает заданную конусность резьбы. Радиальное- перемещение роликов осуществляется поворотом эксцентриковых осей 2 ,,4, которые . поворачив.аются от шестерен 9 благодаря вращению .корпуса 8 с дисками б и 7 вокруг оси заготовки. При этом закон радиального перемещения роликов задается конусом 13, по которому скользит ролик рейки 12, находящий ся в зацеплении с зубчатым венцом корпуса 8. . .. ,, Повышение качества резьбы, сформованной резьбонакатными роликами. достигается обкаткой резьбы калиб- . рующимй ро.пиками ФЬр1Мула изобретения Устройство дли накатывания конической резьбы, содержащее резьбонаКатные ролики, имеющие заходные. и калибрующие учаСтки, установленйЫе на эксцентриковых осях, закрепленных в цилиндрическомКорпусе под углом к его Оси, от ли ч а. ю ще е с и тем, что, с целью повышения качества резьбы, оно снабжено дополнительными эксцентриковыми осями и установленными на эксцентриковых осях калибрующими роликами, п|5и этом дополнительные оси установлены в корпусе параллельно его оси, а калибрующие ролики выполнены длиной, равной длине накатываемой резьбы. Источники информации, принятые .во внимайие при экспертизе 1. Авторское свидетельство СССР 417217г кл. В 21 ;н 3/04, 1973. 2. Авторское свидетельство СССР №312663, кл. В 21 Н 3/04, 1970 (прототип) . .....,,... . ... .
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1974 |
|
SU519259A1 |
| Устройство для накатывания резьбы | 1977 |
|
SU703198A1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| Резьбонакатная головка | 1973 |
|
SU449762A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Способ накатывания конической резьбы | 1980 |
|
SU948505A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| Резьбонакатная головка | 1982 |
|
SU1094657A2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КОНИЧЕСКИХ РЕЗЬБ | 1971 |
|
SU312663A1 |
| Резьбонакатная головка | 1981 |
|
SU963649A1 |
S f
11
.1
