фиг.1
i I ;иГ)|н пч И1 (мноситс я к обработке мо- ;; ; |11Ц i.iHU iiHoM, а именно к способам aBTtiMci i it ii-LKDii смены штам-шш на прессе li .Hi Miioioip 1 еик:1атуриой штамповке издеliiii II усгр()ктнам, об(чч1еминаю1цим авто- ма 1 iriecK KI Menv штампов,
1U . ill и ioope I епияiioiibinienne прои.lio.Lii re, ibiioCTi;.
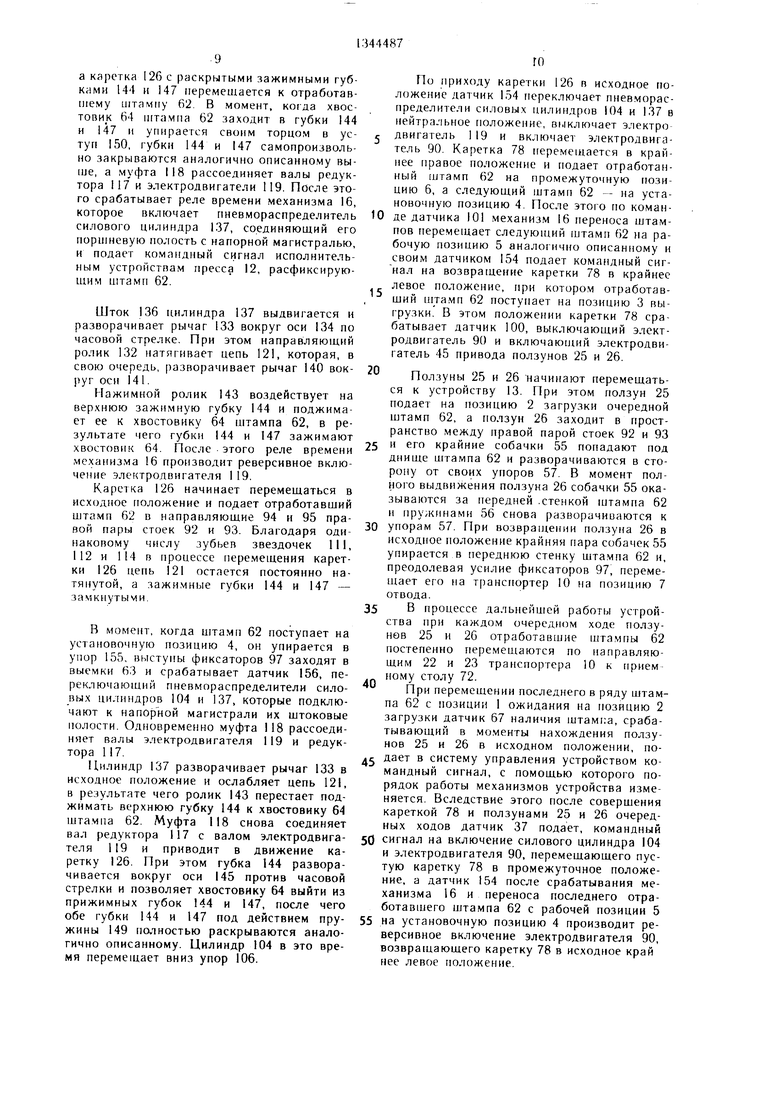
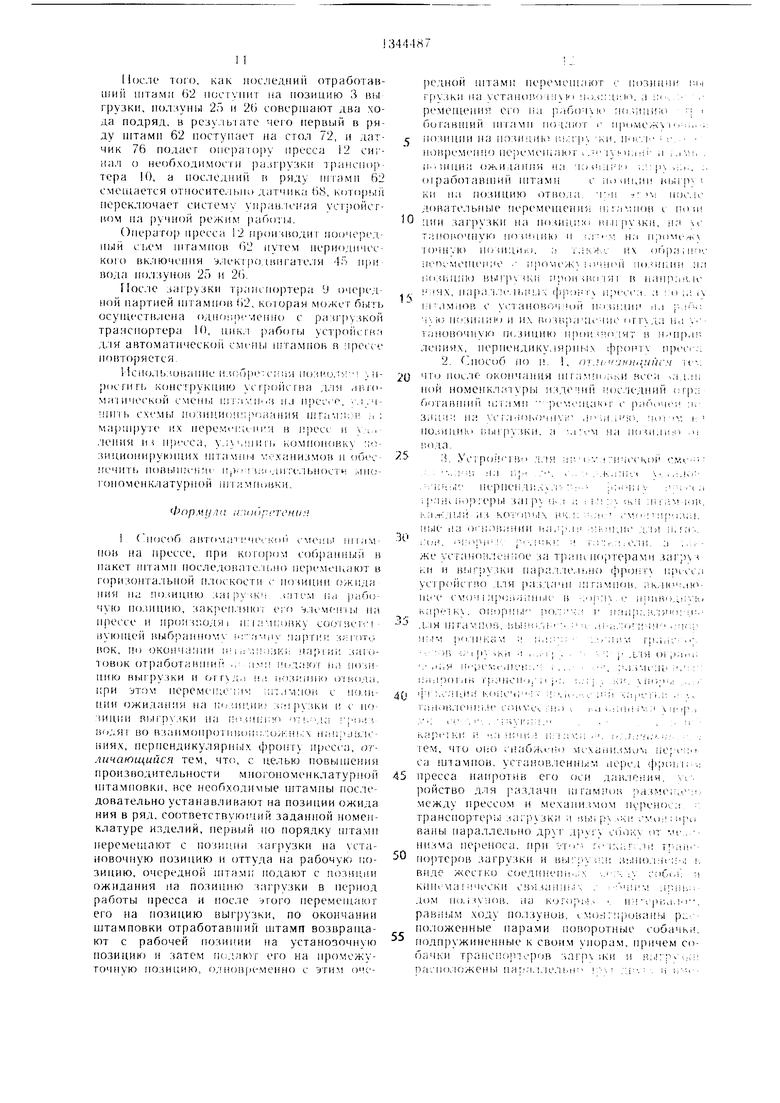
1,T ij)ii 1 и ((i;TiiI распо. юженпе MiMiiiiiiii на viapiii|:i ;/ перечч Шепия штам- ., a I) . 2исходное положение
Mr:iM iiH, iia . .17последова: , : 1,, ii -ii i 1 (I HI p i И a И И Я штамнов; на , ,vripoHCTiio д;1Я автоматичес; . ,:.: ii .Mii:.ii на прессе, o6innii кпд и i:. li,; фи 1(кпд Л па фиг. Н;
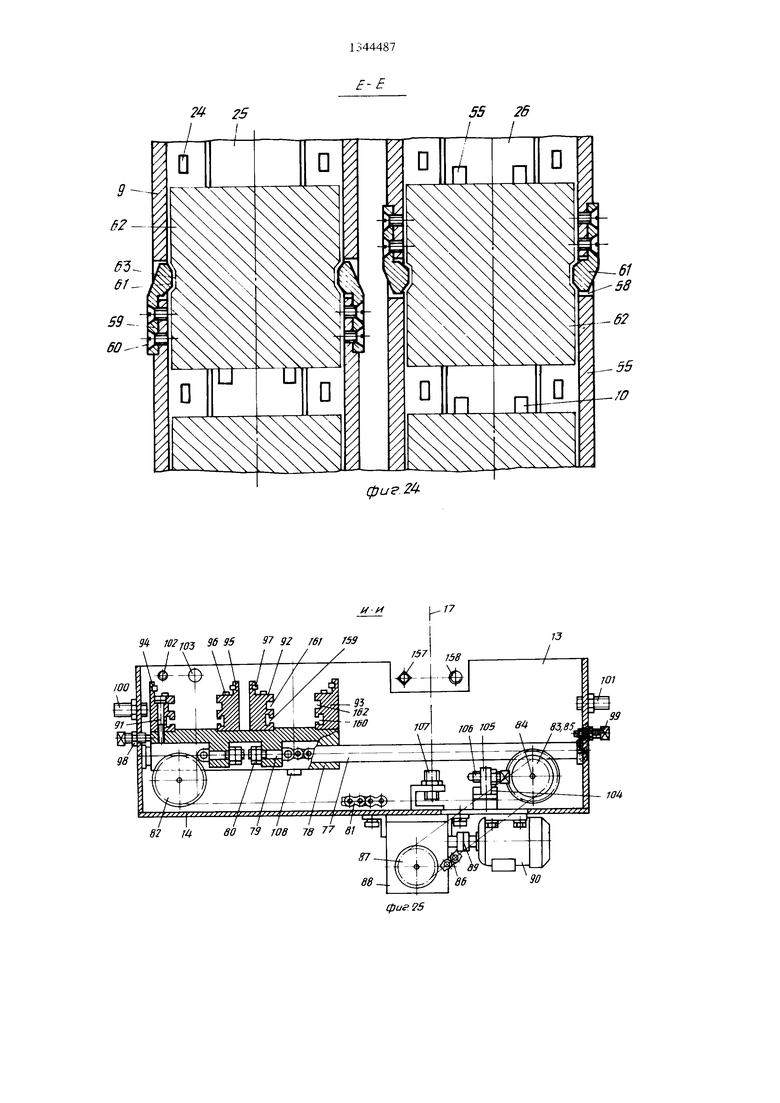
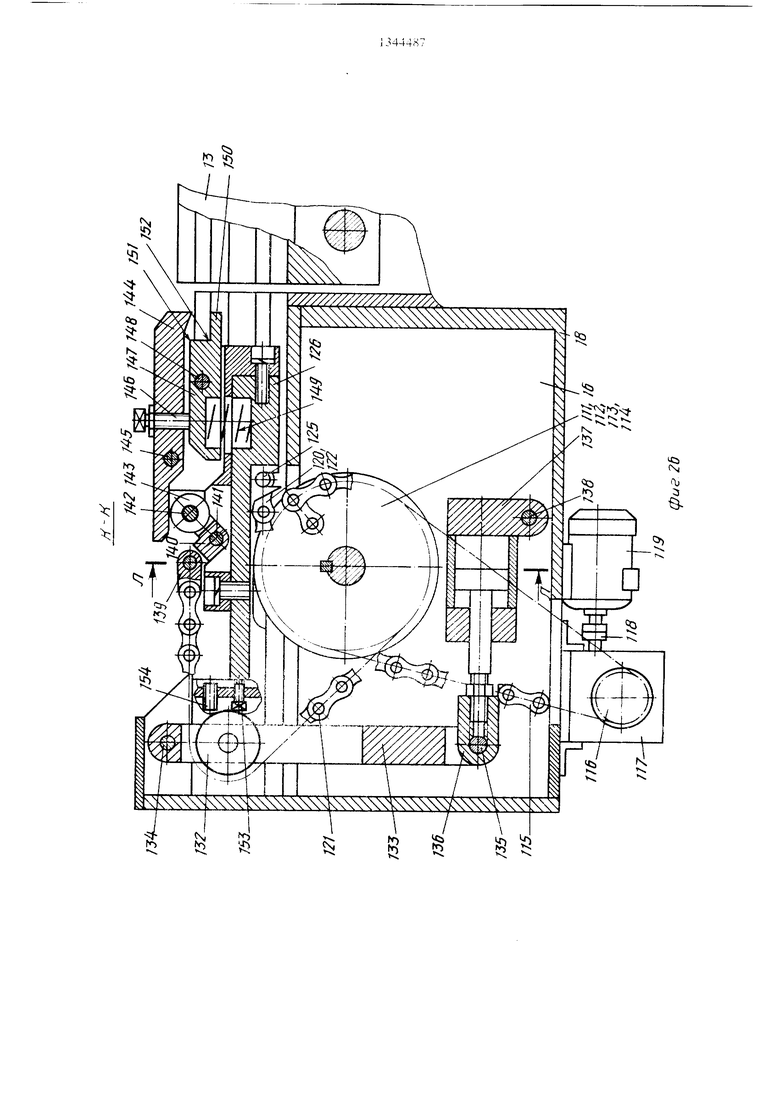
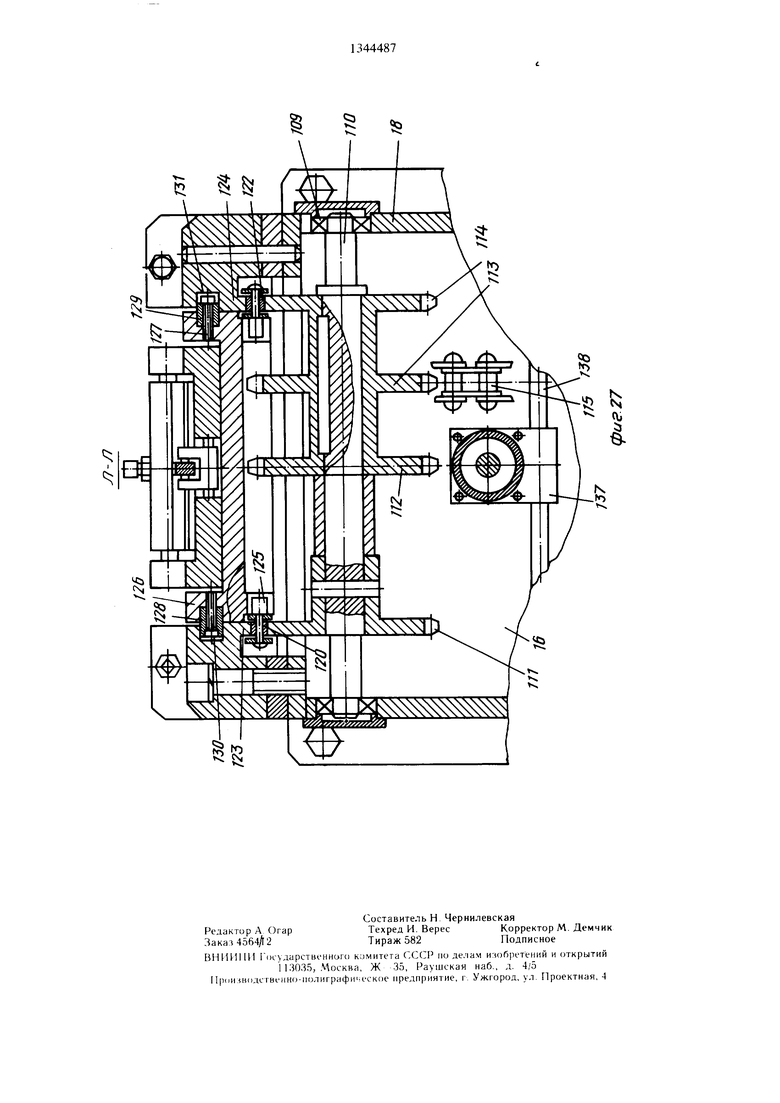
,.л Jin с ;i;.i Ь па i|(nr на фиг. 2 чЧ Чс иг li I) на фпг. Ill; на фпг. 22 се li iiHi i i :ia ijiMi . i ). на (()nr. 2 Лcc.riMic ..I Д iKi ijnii 20. на фиг. 24 ссче- . Г. Г lUi ф|м 21, i ;a ijinr. 2Г) сечеппе I il и, li i . . на d i .ii. 2i) 1.-ечеппе К К la фш . IS; ha ijiT. 27 сечение J J na
b.ii . 2e
При ::c iHi, I r . i liiii cHiicooa автоматп1;ч ;., v--.U H ,i in iMHiiii ;.::. п|кч ее штампы г, I ;м дс. п. Н II :а н .).- le.i iHa UMbiiocTii перемеша- им но 1,|;П| | ; , , имеющему iniiHiLUK) I ;)кп
;,. : iiv-. I i MMii i 1: f.ii ;) , шмпипк) 3 1ч :. с. . ,. с i I )1.онг.. И) по чииик ), )абочун) , i - ; ...|-.. i;HnV:0 JO.iHlinK) I) И HIMH
ПИК , . : i-.i Ы
1 II .ii.Mv 1 iJ.T.ii.uinH t находи K H на |(аис- i..i|iifpi уг poiic I ii.a .1Я aii ioMa:i 4Lv Ki il ., I-., III )M40I , ll.l llpl CCe, ИОЗПЦГ.Я iU v. i /H:I 1 ; anriiopre ie выii)r..ii, раоочая HoitiiiH:. . i na cro, R iipec i/a. a i. I a. 11- : bk- рае11оложе11Ы | ,T:I , ш-рсмешеппи Kapi iKn усгрой I на ,. i ; } i,; . ; a an a M io;;
: . :: 1.1 ii.; : 1 . : I..ill к M Ih .1 ill iHonn|ioBail и ,
.a ;-iM ir :; 11, ;a , i,i a .. i ax anu нниеипя с ic
днмые
n, .louiiiiii I ij/Kii ;.aiai5i :; :IIK- le.ioiia гедьnocri;, ci). 11 ис I i iinra ; i:iiiiu;n HoMcHK. ia, pC n s H- ;, I ;а,р,Д1., :ii ; ;i in lie H MiHliaK) I г i, laiaaii I и;, iioinunKi 2 a ; P iKii. aa ,c i a пон i4H lo Ч{(1ИН.,1Ю 4 il опчд;; H. i ii;i.( ioH 10 aiiMiniiKi ,1 li I .e )иод jiaoijii.i пресса n-C jH-iiic.n штамп но .uiior v iiodiHiHi I na ni 4iuai i 2 и tar. M iiejieMciibaHi I гг; na шмпцию ,1 (КИ. 11(1 окопчанпп HI I :i :п iHKi oT|ia6oi aBiiiHii
игами вочв рашаю I с раоочеи iiouiiur, .1 на с 1 aaoHoni v и) no iii ди.к, 4, после чего tj.i- нг)времепШ1 Перемешают о i раоо; а вши и ипамп на нромсж И)чн HI по:и1Пию (. а. ()чере,:но11 шга.мина irauiiuiio 4. Jaгем очер1-дпо11 нпами iio;iaH)i на по.чпппю Г), перемещаю: oi Т1и6огави1ип штамп па пош- иию и ii.iH 1р1. -мепнымп д ижеииями по
даюч следуюШ: 1итами с г.ошнии 1 на по- )
зиции ii на позицию 7 (.)твода. После утого с. 1едук)ший штамп перемешают с позн- пии 2 на осв()бодпв1иукн я пс,1зицию 3 н да, lee продолжают осу1пеств, 1ять нозициопи5 )оваиие штамнов в оиисаппоИ последова т е.тьиости,
11ос, le окопчаппя штамповки п.де,:|П11 всей заданной номепклатуры иоследний отрабо- raBiHiiii штамп иеремепгают с рабочей по- 1ии;ги ,а на установочпук позипию 4 и ог0 1 Да подают ei o непоередст;ич1но па позицию 3 BbirjiyiKH, а затем на нозннию 7 ui- вода,
Vcr M iieTBi) для автома 1 пческо11 смены штампов на прессе содержит ( мои rnpoBairг ные на обнЦ И станине 8 i)aiicuo iTep 9 .iai-рузки штампов и т)ансно -|ер К1 выг)узки шгамнои, расно. южеииые ериепдикуля|)по |фро1пу И ipecca 12, |)асно, К)женное меж- д;, прессом 12 и Т)аиспо11 герамп 9 и И) устройство 13.тля раздачи шгампов, Kf)pnyc 14
0 iii л i. i ioi 1 pa (мепи П иара,г п-. п-но ijipoH i y 1 пресса 12 и прикреплен с номошыо болтов 15 с одной стороны к станине 8 гранепорте ров .} 11 II). а I другой сто)опык стаИ1 не прс сеа 12 (моего кре1Г еппя устрой- сгва 13 к npi-ccy 12 пе показано), и меха5 пизм И) Hcp-ciioca штампов, смонтп 1ованн1)1Й iiaii|)orii, оси 17 да15 1ения пресса 12 в корпусе IN. лО (1р1,1Й с iioviOiHbio оо.тгов 19 нри- креп,-|с;; к Кч1;|1у1.л I 1 , ( I i-icTic гва 1 3.
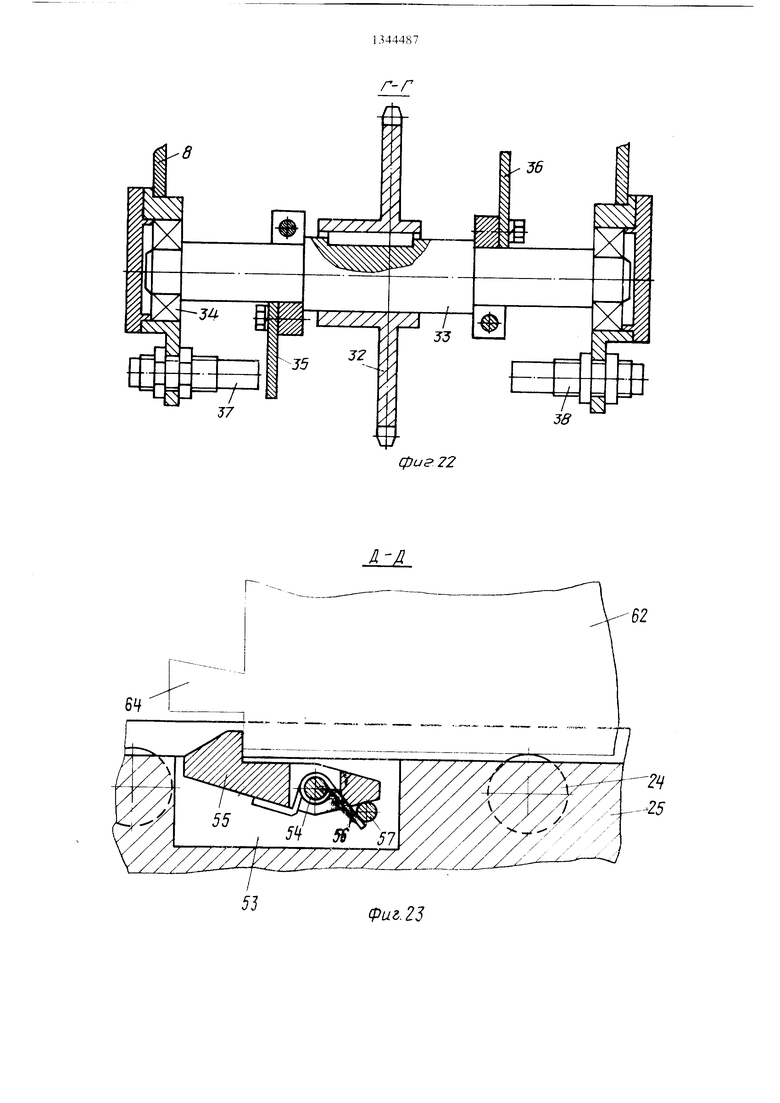
К cianiiHt S с HOMoiiUiio BIIHIOB 20 и 21 HjiHKOcn icni.i ., нары г.ргнмоу (),,п,пых на- ajiai-,, 1ЯКШ11; X 22 и , на : .i(4i i а, 1Ы1Ы. рабочих н, |оскостях когорих смоь 10.шм 24. ,(д.у в,аян шими 22 и 23 la-;меШ(Ч1Ы ао,1зупы 2Г) и 2(), сос тннснныс между i o6oii пег е-мыч-чамн 27. Одна in не;) с noMoan.io на,1ь- цсв 28 я ai K 29 CKJJCII лсна с цепью 3(1, У; 1 anoi,, it HHoii аа iJc.TNan.cii 1дсздоч- ке . И и .дс Нке 32 Ис- д( UK сточка ,)2 (акрк-а, ici a па, ча, iVi, Kfi iopi.iii с, ano, к-ч 1 пашпиака X 34 в
0 сгааипс 8. На ва.чу 33 ч ан:И1,,сны :акже унр,:1и, :Я1о1цие -.iKjiaHbi 35 и 3(| 1;м1а ти|1ован- la.ix il, vaaHHiu S гцч кон i ак i HI. ..ашг.ов ,), 11 ,i8 KOHe4;ii X no. io/t enrii :ii:ii HOB 25 и 2Г,. Ие.тушая .нездочка 31 ,-;аК|:иа1, на ва,| 39. Korcpbiii установлен в станине 8 в ноднишниках 40 и с помощью пенной не- ре.1ачи, образовав но и звездочками 41 и 42, на пад(. пень 43, кипема i ичсскн свя- ан с Н дх Is rojioM 44, сое.типенными с двша- : e, U M 4о с номощьк нр(. дахра 1иге, н.ной
Q муф|ы 4(х
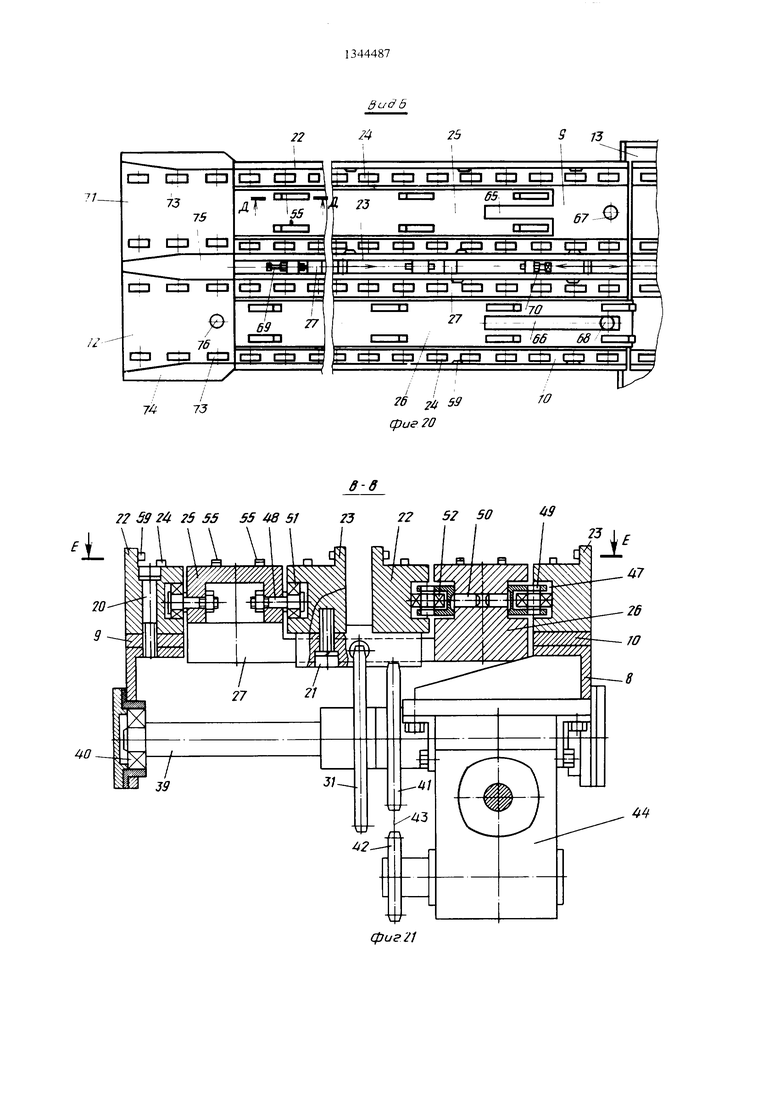
Н об|)а|ценных дру| к .тругч боковых стенках каждой на)Ы нанрав.аяюших 22 и 23 вы1;о, Л1ены II-образные назы 47, а на нол- унах 2.) и 21) смонтированы |-о|)изоиталь- но расчо.;оженные оси 48 и ве)тикально расчо |ожеН111 1е оси 49, ко-.-(рые закреплены в кроннгп ииах 50. г1а осях 48 ус ганов.мены 1К)дши1шики 51, контакги)уюн1ие с гори5
зонтальиыми стенками пазов 47, а на осях 49 - подшипники 52, контактирующие с вертикальными стенками указанных пазов 47.
В ползунах 25 и 26 выполнены пазы 53, в которых на осях 54 с интервалом, соответствующим ходу ползунов 25 и 26, парами установлены поворотные собачки 55, подпружиненные пружинами 56 к упорам 57, причем на ползуне 26 имеется на одну пару собачек 55 больпге, чем на ползуне 25, и собачки 55 ползунов 25 и 26 имеют противоположное направление вращения в сторону от своих упоров 57. На внутренней рабочей поверхности направляющих 22 и 23 выполнены отверстия 58, в которых размещены фиксаторы 59, вьз1нол- ненные в виде прикрепленных к направляющим 22 и 23 винтами 60 плоских пружин с выступами 61 трапециида.1ьи()й формы, а на боковых поверхностях штампов 62 предусмотрены соответствующие конфигурациям высгупои 61 выемки 1)5. На задней стенке штампа 62 имеется хвостовик 64. Фиксаторы 59 установлены на на- правляюпщх 22 и 23 с интервалом, соответствую пли м ходу нолзунов 25 и 26.
В ползунах 25 и 26 предусмотрены окна 65 и 66, в которых размещепы бесконтактные датчики 67 и 68 наличия 1птам- пов, закрепле11ных на станине 8. На станине 8 закреплены также регулируемые упоры 69 и 70, взаимодейсгвующие с перемычками 27.
Перед транспортерами 9 и К) laiMeine- ны прикрепленные к станине 8 приемные столы 71 и 72, на кото1)ых смонтированы опорные ролики 73 и направляюп1ие планки 74 и 75. На столе 72 установлен датчик 76 наличия Н1там 1а.
В корпусе 14 устройства 13 для раздачи щтампов закреплены цилиндрические направляющие 77, на которых смонтирована каретка 78, к которой с помощью пальцев 79 и гаек 80 прикреплены концы цепи 81, надетой на звездочки 82 и 83. Звездочка 83 уста)1овлена на одном валу 84 ccj звездочкой 85, кинематически связанно) с помощью цепи 86, ведущей звездочки 87, редуктора 88 и предохранительной муфты 89 с электродвигателем 90.
На каретке 78 с помощью винтов 91 закреплены две пары стоек 92 и 93 с прямоугольными направляющими 94 и 95. па горизонтальных рабочих плоскостях которых смонтированы о порные ролики 96, а на вертикальных - фиксаторы 97, Bbino. ineHiUiie аналогично роликам 24 и фиксаторам 5) транспортеров 9 и 10 загрузки и вьи руз- кн щтампов.
На стенках корпуса 14 по ходу перемещения каретки 78 установлены жесткие упоры 98 и 99 и датчики 100 и 101 конечных положений, а напротив транспортера 9 загрузки установлены упор 102 для ограничения перемещения Н1тамг1а и датчик 103 на- тичия щтампа.
5
В корпусе 14 смонтированы также силовой цилиндр 104, на щтоке 105 которого закреплен регулируемый жесткий упор 106 для остановки каретки 78 в промежуточном положепии, и датчик 107, экран 108 ко- торого установлен под кареткой 78.
В корпусе 18 мехапизма 16 переноса П1тампов в подшипниках 109 смонтирован вал 110, на котором закреплены звездочки 111 -114. Звездочка 113 с помощью це0 пи 115 кинематически связана с ведущей звездочкой 116, установленной на валу редуктора 117, который посредством предохранительной муфты 118 соединен с электродвигателем 119.
На звездочках 111, 112 и 114, имеюпхих одинаковое число зубьев, соответственно закреплены концы цепей 120, 121 и 122, Другие концы цепей 120 и 122 устапов, 1епы в направ.1яющих проводках 12,3 и 124, вы- юлпенпых в корпусе 18, и с помощью
Q пальцев 125 закреилеЩ) 1 аретке 126. К каретке 126 винтами 127 п икреп, 1епы закладные ппюпки 128 и 129, размещенн1)1е в прямоугольных п;1пра15. 1ЯК)1Ц11х 130 и 131, вы- П().:1ненных в корпчсе 18 вьпне проводок 123 и 124.
5 Цепь 121 надета па направляющий ролик 132, установленный на pi.mai e 133, который с.монтировап и корпусе 18 на оси 134. Свободный конец рычага 133 с помощью оси 135 соедищ И со щгоком 13() силового ци, 1ипдра 137, ,1Й смонтпрован в корпусе 18 на оси 38. Koinni цени 121 с помощью оси 139 с одним из п.чеч дополпительного рыча а 140, хчтапов/кмпюг о карегке 126 ia 141. На дру()м плече рычага 140 на оси 142 смонтирован
()Й ролик 143, ).U iCTByK)H,U i с
5 верхней зажи.мной бк(.ч 1 144, ycTaiioB, юй па каретке 126 на 145. Верх1 яя губка 144 через регулируем ; 14(i за- имодействует с губкой 147, смонтирован ЮЙ на оси 148 i )0 ной от каретки 126 с )ужи- ны 149.
На рабочей поверхности убки 147 имеется уступ 150 ПрЯМОу Ч)Л(0| форМ1 1,
д, которого равна длине хвостовика 64 5 П1тамг а 62. Устун 150 В, образом, что ри раскр. ,х губках 144 и 147 ) )ап 151 рас- ноложена выще oci 148, а закрь Т,х губках 144 и 147 } ижняя грань 152 уступа 150 )Л()жена а (П)вне оси 148 0 или ниже ее.
В 18 размеще, также жесткий упор 153 для ) каретки 126 в исходном ноложени. 154 конечного юложения каретк I2(i, упор 155 д, ограничения переме 1е1 1я нтампа н датчик 156 наличия ц|там а. 1:п|е 157 для ограничення еремен1е1 1я птампа и датчик 158 на,личия та. Г ровапы на столе пресса 12. 16 С абжен так;. ч.,а i.jiio) ;u iH управU()M I M, обеснечи:;: :.. .iiMHijix i-v6()K 144 и 147.
, I. i.L . M, /looK 92 и 9. устронгтi ; 1 iv; t,,;i ii; ииамион iipe;iyeMoi )o- : ,:ij;i: . ;iiin;n .i ;м)| .1)дки 1 Г)9 и 160 ii пря- мчч i I), ii.hbH. H;nip;ii;, I- HMiuu Itil и 162, иыпол- ненш.и ;iH:i, iurii4ii(i прш мдкам 12:5 и 124 и иа- |||)ав.1яи)Г, bSi и U мочапи iwa 16 iiepe- huii. а ill I aMiKi: ..
УС 1 роич I r.i) i.iv; аи i ома ; li iecKoii смены III; ча ;:р( pafiivavi слсдукиним пб- а п
В ai. l). io/hoiiiin усгройства iio,i:iy- 2/1 а .- : aarciniprepoii 9 и 10 oi- lUMv lii.i и civ i iai s мриемяых сю.лов 71 и /2 h кра., :i io,.K; Hiu одна ;м lii prMiiiM-: г . , 11)а1. и:я и упор 69, кар-л- ка 7« 1Д-р(г,идиа 1.5 д, 1я раздачи ии амиш) 1)1 |и Д| и,-1 . ispaiiiu C дснос 11(1 чертежам по ь:.,-кен; г i ini|iaeiiH п пор 98, карет- ,1 1-. Г nv-ih .ма И) iii p Miiica iiiTa.Miion мчже iiii.Miaa 1ТЧ и KpaiiiR-M положении и чирме| Я i; vi.op 1 Г)л, а иноки 105 и 136
il.|ia ,;. ., i , .I- ,1 (I-; и 1-57 5ад Ч1ИуГ1)1 l- .iiX I b 11 Ki ), ; - I .
I lejit. : laMajiiM iiaoou) ii|)ecca 12 все не- DO () i.ia л аогономенклатуриой штам- :iiav,.,n iiii , п2. соГ) p a ИII ыо в иакеПи. P.I U ai,M: .iiiiiaaiiii I ожидании на rpaiu iiopici).. I ,, p, носдедовате;И)Иосги, eoo; iHs.M i( кмцч й a,ianiioH номенклатуре и:ь .le.iiiii. . ivi iTo ниампы ()2 г1О()че()едно yei alia ;,, К: i M.I пол 7 между направ- лмм auitsiii т :aiii.iMii ft и 75 и иереме- no pii. iHKaM на тране- 11орт(-|) 9. ( крона ;| iibii t нланками 74 i 75 o lepeTh oH п1там:1 fi2 (аходит в на- iipaB.r/iioHUie 22 и 2 i и :1е()емени1етси в
ill onol;l;i: l ;м );i И 1ч, I 21 11рИ ЭТОМ ДНИ
.|| iNMi.i h2 iae;/K: el иа CKOHieilllx lo i:..-- Ч I ; . 55, p;i 1И(|)аЧИИае ; ll l;
eiopodv i iio|)OB 57 и укаиливает ii на- . 55, a шчи диии 0 чч1ка штампа 62 дгй.,,ч li. . /. laieaиVH) ;нн1е|)хнос ri иыс lyiioB 1)1 . iiM.iiiiiiих к ci o.iy 71 фикса- lojia ti4 и ч:/KiiM. ieT и. В iipoueeee дал1-Ik ilak i о .,:: .. 1Л.; i:; Ч :;. 1)2 В.1Г Ii I
фиксаюров 5 ч СКО.П..1Я1 по поверхностям боковых г: Ч1ок irnaviiia ()2 и :и1ходят и выемки 63, а. обачки 55 оказываются Mi чадшн cieHKoii шгамна ()2 и снова разворачиваются пружинами 56 и упором .:)7, занимая исходное но. южение. Пос,пе ) |1одач ипамна 62 вперед прекращают и включаю :),1екгродв11гате,чь 45, ксугорый через 46, н дукгор 44 и ценную передачу, об11азоваиную звездочками 42 н 41 и надетой на них цепью 43, сообщает Bjia- щение ва,|у 59. Or ва,.|а 39 i номо- зве: ,дочки движение сообщается цени 30, которая lU pi-MeHiae г но.тзуны 25 и 2t) в нач)ав,:1ени1 13 для ьаздачп цпамнов. В iipouect e перемещения по, 1зу- нов 25 и 21) по;
ка, тываюгсн но С1 енкам назов 47 направ- ляклцих 22 и 23, а собачки 55 унираются в заднюк: сгенку штампа 62 и, преодолевая усилие |()икса,()в 59, по.тают его впе- ред па величину хс. да но.тзунов 25 и 26 1 о, 1зуны ц 26 нереме111аю 1ч;я в сто)ону ус1ройства : } до тех ii()|), 1ока одна из перемычек 27 пе упре сся в упор 70. В мо- мс Н oci.-jHOBKH Н(х:1зун(л- 25 и 26 выстуны (il г icjU ioiiu si пары фиксаторов 59 заходят в
оЗ на боковых стенках штампа 62, МУФТ а 4Г1 рассоединяет валы редуктора 44 и :..| Лч; родви а геля 45, а ва,1 33, провора,- чиваем;,11 цепью 30 с номопило звездоч- .52, подводит экрап 36 к датчику 38, который п()(Я1зводит реверсивное включение
ч.тсктродвигателя 45.
Ползуны 25 п 26 возвращаются в исходное 11о,тожение. При JTOM штамп 62 удерживается на месте второй парой фиксаторов 59, вторая пара собачек 55 заходит ноя дните шт: ,мна t)2 п разнорачиваегся i сто- p(jiiy иг упоров 57, а ва.т 3.3 проворачивается пенью 30 в обратном направ. И пии п ПОДИОЛЧ-. т r Kjiai .55 к ;1,атчпку 37.
В момент, когда соо i веил вуюнтая перемычка 27 у11пр,1ется и упор 69, 11о,11зуны
25 и 26 остапав,1|иваются и датчик 37 выключает .1екг 1одвигате,1ь 45, а )торая пара собачсч 55 оказывается la задне ст(.ч(- Koii штампа Г)2, уДерЖ1 н.аем;)Г ) ЕГТО|)()Й нарой ( ToprjB 59
После грч о на I o,ii 7l подаю с,те4,yioiir,iii ппачг 62, перемпца.н): па осво- бо |,иип11 ч сч Mcci .t па транспг,;) х-рс- 9 и после (МО у. та.ювкп между первой )ой фиксаторов 59 стюва вк,тючак)т . ieKi родвигаредиои ход .ана,и;гичт10 онис.ппюмх ii пере u inaK.ir |1ча.г1ы б2 на .ii.iiii инс-ред.
.Ja.iTiv ih.y тра 1 С| :)ртера } 1)одо.1ж. 1юг л.о lex
ПО;). пока на чем пе i l а тон. КЧП;
|ребуемое ко.тнчество liiiaMnoB, причем iie)- ii)iii по норядтчу 62 iiKaU)iBacic4 ,.алчпко 67, i oio|:4 iii iie iCK4KJ4acT сис- управления уст)ойст1)0.м на 1И),1ностыо автомагический режим работы.
.;,:ii4MK 67 ПО lac i са чал . мочение .тек тролвнга е.тя 45. По.тзуны 25 и 2t) совер Н1ан)т ход, H(j время которого первый
40 111.)|1ядку 1||тамп 62 с ьезжает с опорных po.iHKOB 24 транспортера 9 и да,1ыне пе- реме цаегся но опорным роликам 96 в левой паре направляющих 94 и 95 каретки 78 до теч пор, пока не упрется в унор 102. В момент поступления штампа 62 на позицию 2
а:|)у-гки ({шксаторы 97 нанрав,пяюших 94 и 95 заходят в вьк мки t)3 на боковых поверхностях штампа 62 н с(1аба тывает дат- ЧТ1К 10.3 па,тпчия штампа, который подает в систему , 1ении соогветствующий ко- 1аП:1ны1 1И1на, 1. ( помощью эт(го сигнала
после г.озврашения iio, i3yn()B 25 и 26 в исходное ио.тоженпе и срабатывания датчика 37 конечного положения ПОЛЗУНОВ 25 п 2Г) вк.почается электродвигатель 90, который через муфту 89, редуктор 88 и цепную передачу, образованную звездочками 87 и 85 и надетой на них цепью 86, сообщает вращение валу 84. От вала 84 с помощью звездочки 83 движение сообщается цепи 81, которая перемещает каретку 78 из крайнего левого в крайнее правое положение до тех пор, пока она не упрется в упор 99. Штамп 62 поступает на установочную позицию 4. При этом муфта 89 рассоединяет валы электродвигателя 90 и редуктора 88, а датчик 101 конечного положения каретки 78 выключает электродвигатель 90 и включает электродвигатель 119 механизма 16 переноса щтампов.
Электродвигатель 119 через му(| т 118. редуктор 117 и цепную передачу, обра:и)1(ан- ную звездочками 116 и 113 и надегп на них цепью 115, сообщает вращение налу 110. Установленные на валу 110 звездочки 111 и 114 начинают разматывать цени 120 и 122. которые перемещаются в направляющих проводках 123 и 124 и приводят в движение каретку 126 механизма 16.
Каретка 126 перемецдается в направляющих 130 и 131 и подводит к хвостовику 64 щтампа 62 зажимные губки 144 и 147. В процессе перемещения каретки 126 со звездочки 112 сматывается цепь 121, которая в
результате того, что звездочки
и 114
имеют одинаковое число .(убьев, посгояпно остается ослабленной. Губки 144 и 147 в этот момент раскрьпы за счет действия пружины 149, которая разворачивает нижнюю губку 147 вокруг оси 148 вниз, а она, в свою очередь, через упор 146 воздействует па верхнюю губку 144 и разворачивает ее вокруг оси 145 вверх. При этом губка 144 давит на нажимной ролик 143 и вследствие того, что цепь 121 в этот момент ослаблена, поворачивает рычаг 140 по часовой стре.же вниз.
При нодходе каретки к штампу 62 уступ 150 нижней зажимной губки 147 соприкасается с его хвостовиком 64. Вс.чед- ствие того, что при раскрытых губках 144 и 147 грань 151 уступа 150 расположена выще оси 148, удерживаемый фиксаторами 97 щтамп 62 в первоначальный момент остается неподвижным и своим хвостовиком 64 сообщает губке 147 опрокидывающий момент, действуюн1ий против часовой стрелки. Губка 147, преодо.евая сопротивление п|)ужи- мы 149, разворачивается в исходное положение, при котором одна из рабочих поверхностей уступа 150 занимает горизонтальное положение, а другая - вертикальное. Одновременно верхняя зажимная губка 144 возвращается в исходное положение под действием собственного веса и свободно ложится на поверхность хвостовика 64 щтампа 62, не создавая усилия прижима.
При дальнейшем iiepeMcineiinn ка|нмки 126 губка 147 уппрас тся своим усгупом 15(1 в торец хвостовика Г)4 щтампа 62 и шмедст- вие того, что при закр1 ггьгх |убка 144 и г 147 грань 152 уступа 150 расположена ниже оси 148, сообщает пггампу 62 толкающее усилие, линия до к тния которого проходит через ось 148, и, преодолевая сопротивление фиксаторов 97. перемещает его на стол пресса 12 на рабочую позицию 5.
10 При этом цепи 120 и 122 заходят в на- нравляющие проводки 159 и 160 стоек 92 и 93, а закладные шпонкп 128 и 129 в направляющие 161 и 162. В момент установки щтампа 62 по осп 17 дав.1ения пресса 12 штамп 62 упирается в упор 157, муфта 118 рассоединяет валы электродвигателя 119 и редуктора 117 и срабатывает д.тгчик 158, подающий команду испо,1111гге.1ьным ycTpoiicT- вам пресса 12, закреп. шющ.им :1леменгы пакета щтампа 62 на столе.
2Q После OKoinia U . ibiiuii ci-, штампа 62 па рабочей позипии . соотнек твующис датчики пресса 12 (не показаны) производят реверсивное вк/почепие электродвигателя 119. Каретка 12Г) возвращается в исходное положение. л подходе каретки 126
25 к упору 153 сраба1ывает датчик 154, который выключает э. 1ектродви1 атель 1 19 и iipt)- изводит реверсивпое включение э.пектродви- гателя 90. Каретка 78 ycTpoiicTBa I,-) иоз- врап;ается в исходное no.io/j( isne. При подходе каретки 78 i упору .K s срабатывает
30 датчик 100, выключан)Щ1П э П К1 ()1ДВИ1 а имь 90 и вк. 1ючающп11 элект|1одвитатель 45 привода ползунов 25 и 26. Ползуны 25 и 26 С1)1 е 1П1ают ход, подают в направ.пяющие 94 и 95 левой пары сто(ж 92 и 93 c. ie- 1у|ощий по порядку штамп ()2, KOTopi,iii
35 иос тунает на позицию 2 затрч зки п после срабатывания датчика .38 1,озиращаются в исходное положение.
Датчик 37 конечно1() положения по пов 25 и 26 В1)1к,1К)чает э.1ектродви1 а4Q те.ль 45 и включаег э. н ктродвпгате.чь 9(1 Одповременно датчпк 37 подает командны ситна.л на вк.чючепие пневмораспреде.лптс- . 1я (элементы пневмосистемы не показаны), подключающего порщпевхю по.юсть си/юво- го цилиндра 104 к напорной ма1пстрали.
45 Шток 105 цилиндра 104 выдвшается п устанавливает на пути перемещающейся вправо каретки 78 упор 106. При паезде па упор 106 каретка 78 останавливается в промежуточном положении, срабатывает дат чик 107 положения каретки 78, который
50 дает команду на отключение двигателя 90. При этом правая па)а стоек 92 п 93 оказ15|- вается расположенной напротив оси 17 давления пресса 12 и очередной штамп 62 наступает на позицию 3 выгрузки.
По окончании штамповки очередной iiaiv
сс
- J тии заготовок по команде )ра пресса 12 или системы npoi laMMtioro управ.че- ния снова включается э.1ектродви1 ате,:11. 1 19,
,9
а каретка 126 с раскрытыми зажимными губками 144 и 147 перемешается к отработав- лему штампу 62. В момент, когда хвостовик 64 штампа 62 заходит в губки 144 и 147 и упирается своим торцом в ус- туп 150, губки 144 и 147 самопроизвольно закрываются аналогично описанному выше, а муфта 118 рассоединяет валы редуктора 117 и электродвигатели 119. После этого срабатывает реле времени механизма 16, которое включает пневмораспределитель силового цилиндра 137, соединяющий его поршневую полость с напорной магистралью, и подает командный сигнал исполнительным устройствам пресса 12, расфиксирую- шим штамп 62.
Шток 136 цилиндра 137 выдвигается и разворачивает рычаг 133 вокруг оси 134 по часовой стрелке. При этом направляющий ролик 132 натягивает цепь 121, которая, в свою очередь, разворачивает рычаг 140 вок- руг оси 141.
Нажимной ролик 143 воздействует на верхнюю зажимную губку 144 и поджимает ее к хвостовику 64 штампа 62, в результате чего губки 144 и 147 зажимают хвостовик 64. После этого реле времени механизма 16 производит реверсивное включение электродвигателя I19.
Каретка 126 начинает перемещаться в исходное положение и подает отработавший штамп 62 в направляющие 94 и 95 правой пары стоек 92 и 93. Благодаря одинаковому числу зубьев звездочек 111, 112 и 114 в процессе перемещения каретки 126 цепь 121 остается постоянно натянутой, а зажимные губки 144 и 147 - замкнутыми.
В момент, когда штамп 62 поступает на установочнуго позицию 4, он упирается в упор 155, выступы фиксаторов 97 заходят в выемки 63 и срабатывает датчик 156, переключающий пневмораспределители силовых цилиндров 104 и 137, которые подключают к напорной магистрали их щтоковые полости. Одновременно муфта 118 рассоединяет валы электродвигателя 119 и редуктора 117.
Цилиндр 137 разворачивает рычаг 133 в иcxoдt oe положение и ослабляет цепь 121, в результате чего ролик 143 перестает поджимать верхнюю губку 144 к хвостовику 64 штампа 62. Муфта 118 снова соединяет вал редуктора 117 с валом электродвига- теля 119 и приводит в движение каретку 126. При этом губка 144 разворачивается вокруг оси 145 против часовой стрелки и позволяет хвостовику 64 выйти из прижимных губок 144 и 147, после чего обе губки 144 и 147 под действием пру- жины 149 патностью раскрываются аналогично описанному. Цилиндр 104 в это время перемещает вниз упор 106.
ГО
5
0
О 5
0
5
0
5
По приходу каретки 126 в исходное положение датчик 154 переключает пневмораспределители силовых цилиндров 104 и 137 в нейтра.. 1ьное положение, выключает электро двигатель 1 19 и включает электродвигатель 90. Каретка 78 перемещается в крайнее правое положение и подает отработанный штамп 62 на промежуточную позицию 6, а следующий штамп 62 -- на установочную позицию 4. После этого по команде датчика 101 механизм 16 переноса штампов перемещает следующий штамп 62 на рабочую позицию 5 аналогично описанному и своим датчиком 154 подает командный сиг- нал на возвращение каретки 78 в крайнее левое положение, при котором отработавший штамп 62 поступает на позицию 3 выгрузки. В этом положении каретки 78 срабатывает датчик 100, выключающий электродвигатель 90 и включаюииш электродвигатель 45 привода ползунов 25 и 26.
Ползуны 25 и 26 начинают перемещаться к устройству 13. При этом ползун 25 подает на позицию 2 загрузки очередной штамп 62, а ползун 26 заходит в пространство между правой парой стоек 92 и 93 и его крайние собачки 55 попадают под днище штампа 62 и разворачиваются в сторону от своих упоров 57. В момент полного выдвижения ползуна 26 собачки 55 оказываются за передней .стенкой штампа 62 и пру;кинами 56 снова разворачиваются к упорам 57. При возвращении ползуна 26 в исходное положение крайняя пара собачек 55 упирается в переднюю стенку щтампа 62 и, преодолевая усилие фиксаторов 97, перемещает его на транспортер 10 на позицию 7 отвода.
В процессе дальнейшей работы устройства при каждом очеред({ом ходе ползунов 25 и 26 отработавшие штампы 62 постепенно перемещаются по направляющим 22 и 23 транспортера 10 к прием ному столу 72.
При перемещении последнего в ряду штампа 62 с позиции 1 ожидания на позицию 2 загрузки датчик 67 наличия штам1:а, срабатывающий в моменты нахождения ползунов 25 и 26 в исходном положении, подает в систему управления устройством командный сигнал, с помощью которого порядок работы механизмов устройства изменяется. Вследствие этого после совершения кареткой 78 и ползунами 25 и 26 очередных ходов датчик 37 подает, командный сигнал на включение силового цилиндра 104 и электродвигателя 90, перемещающего пустую каретку 78 в промежуточное положение, а датчик 154 после срабатывания механизма 16 и переноса последнего отработавшего штампа 62 с рабочей позиции 5 на установочную позицию 4 производит реверсивное включение электродвигателя 90, возвращающего каретку 78 в исходное край нее левое положение.
После 1()Г(), как иос.челки отработав- Liini i штамп &2 IKJOTVIIHT ма позицию 3 вы грузки, 1К)лзуи1 1 25 и 2() с овсршают дна хода подряд, в рсзулыатс чег о первый в ряду штамп 62 поступает на стол 72, и датчик 76 подает oiiepaiopy пресса 12 сш - ria. i (3 необходимое ги разгрузки i laiicnop- тера 10, а iioe.;RMiiHsi и ряду ппамп В2 CMCLLiaeTCH отпосителыю датчика (iS, К1)тп)й переключает систему управления усГ ЮЙст- вом па )учной pe/KHN рапо .ы.
Оператор пресса 12 производит поочоре;, пый сьем пггампов )2 iiyie.vi иериодичес- К01Ч) включс-нпя элек родвпга1е.1Я 4.S п|:1И вода ползунов 25 и 2(),
rioc. ie загрузки транспортера J очеред пой партией 1пгампов ()2, коюрая может осупк ствлена одно ;ремепно с раз|-)узкой транспортера 10, пикл рабогы уетрспнл вп для автоматической смены н;тампов в проке по торяется.
1-1сноль: .ивапие r,3(: 6|ii,: c;;;i /i нозио.: . ii- рпсгип; К(1ПС У|1укпию ус 1(и1сгва для ,1р,1Ч1- ма 1ической смены .з на . м.ч- пнть c.xeMfii luruiiiHDHi; роиания Н1г;1м::;м- :, ; маршруте их переМ1Ч:;1.чи и в пресс и ч, .чения н( пресса, y.ivsiiinn, компоновку :io- ,ионирук)Н1их .| ;v ;aHH3MOB и обес мечить новын.Ч .чш- пр; ян -д пте,1Ьнс)стн лпк;- 1 оно 1енклатурн()й JH гимпивки.
tJf)p.iiA .i n .iiiupi TCHu; .
I ( пособ автомат чес «|| | смепь пиам- нов на прессе, нри кого)ом co6) в пакет штамп последонаге. и.но перемешают в горизонтальной Г,;1оскости i- позинии ( НИИ па позицию за||:у кч затем ia6i;- чую позицию, закрен/1Я1о-1 его 4,:ii MeH-u,i иа
: I; Л1;овку coo i веI l i , чартии зягото .)Ki: iiajHiii; ;i -ii; питают |, пози : . позицию OTHO. la,
гимнов с
H(iecce н ироиз -.одя иуюп1ей Bijinj aHHOMV ;-,чм
ВОК, но окончании l : .-. .,
TcjBOK отработав1нии - н.ч пню выгрузки и ,1 {, при jTOM неремсчцс ;; -: НИИ ожидання на пи uirjn .
ЗИЦПП на i:IVi |i;i; 0 У:.:
во;,ят во взаимонро iiiioii::. :o/Kiir.: напрj).ic- ииях, перпендикулярных фрон ту пресса, от- лишающийся тем, что, с це,1ью новышения нроизводительноетн многономенклатурпо шта.мновкп, все необходимые штампы rioc. ie довательно устанавливают на позиции ожида ния в ряд, соответствующий заданной номенклатуре изделий, первый но порядку 1нтамн перемешают с позинпи загрузкн на ста- новочную нозицию и оттуда на рабочую г:о- зицию, очередной Н1тами подают с нозшипт ожидания па позицию загрузки в период работы пресса и iioc. ie - roi O неремеп;аюг его на позицию выгрузки, по окончании штамповки отработавп1ий штамп возвращают е рабочей позиции на устанозочную позицию н затем по..аюг его на промежуточную позицию, )еменно с этим оче0
5
0
5
0
ре, ик)И штамп неремепьчют с позннш г.ы г 1узки ма устапопо 1 : Hi 1.)з:: ;1;-Ь1. а ;; -. : ремешення ei o па р;и ;оч , ю iKi .HUHut j богав1НИ11 пп амп потают с проме/к т ; и: .: познцпи на HO3ii iHio пьц-р -кн. ; нов|)еменно 11е:)ем(чиак)г i . lyMLiii ,i ;,, , li .uuuii ожитанпя на 4;i ii:ii-i i 1:1: р .:.i.. .. 01 раб(лавп1И11 Н1тамн с iiiiini itu иыгр ки па юзнцик) отвол; ,, ч Т п(}слс ;1овательные неремеп1ен)1,-: н;:;г.п1ов с пот цни па нознцпк IUTI (, на с типовочнук iioiMiUiK) II ;,:--| -.; на II:)I)MI-/K
ТОЧН ,ТО HI; 1H:LMi-:i, а Y.iiv .. liX or ipa i I i .
iieix-MeHU4i;fe iip Tvie/K i отнон чо.- И1Л(н на i;o:fiiH no , П рои тя i в нанрззл , na|ia i. iiMiiiiLix (|1р;ц:т. iiprctvi. а i о ;.; л гч аммоп с устаноноччой ii. i;iii:uii ii.i j . i .; ,(j п;|зннию н их ncj3iipa ;h 4iio пп хда на ,
Т аНОВОЧНуЮ Г(,ЗИЦНЮ llflol vUVlUT в Н..
лепиях, нерпендпкуля)Н1чх , iipeci-;:
2.Способ по п. , tr; ;i / J i).{nin .i if., чтч.) Hoc. ie окончания IH гам илч-.и веса .адзи ной номенк.чат ypiii издепи ; чоеледирп ) огр;; Г|от ав1ннй нмам рк мошакм с райоч ,, и; зннч:; на с гампьоч|| г , i,i i i ;n, liii ; i но.-;иии1ч . a M VM на но-(И л и ro . i г.ода.
3.Усгр( BI ;;,1М . I :ч чсск1)г сме-;
. .i:,i .- перпе 1ЛИ;% V л V
i р:ик iiiiprepiii :iai п i t
1-.а.г:лым .илх н ч,
ЫС- iia Г)1 н;1 ,ании на, ,
;:iji, -iii рН Р .: ;
же ч танои, е:1;;ое т )апиК1ртера н
ки и в1.1г;)у. пара.л.тельно ijipoiiTv Hin-cca
ycTpciicnu) тл.я раздачи iiirriMiioB. i-KaniiMHiHli C )4 i ;l M;ria:|HiiK- в
карет к. OiiopHbi ii),-;; Д,.тя iiiraMiioii, Ы)(;,,Ь ;. : н;.ч Г1 1лнг;ам и i,(::
,); -:Р 1 р; -,КИ .1 ,.. ,
V I iiH 1|Ч;ечи-а1; Н:, ; , . ..
1р: , Ml н BI J,.
I ,11,:/;о ;;ч:г- .:м;,р
;.:( ;i ,;: грам;- ;
. |: дли oi ран i
40
5
0
5
тем, что 01:0 снабич(ч;о мсхани..мо . . са штампов, установ.теннь М аеред фрогт: -.; пресса напротив его осп даи,тсн11я, .. ройство для | аздачп ::азм(м:,е : . между прессом и механи..мом псрено; а : транспорте|1ь; загр зки ч. зьп р лкп ;- Ч1: : .ipo ва11ы параллел1 по друг дрсг cijivrpv ит ме , - пизма переноса, при -Т с; ri iuar: .ni портерг)в за|-рузки и iibirp --РР; зьпюлиг;:-. г, виде жестко соеднненн.рх .. : -. р :. ;iGi.i: -i кипсма t ччески CBviiaHHiiiv , : чи лпль
дом пол П ЧОВ. на KOrnj-i;.-, .. ИЧ ,
равным ходу ползунов, с.М()г1; |;|ил1аны р:,.-- по.тожепные нарами поворотные собачки, подпружипенпые к евои.м упорам, нричем собачки транспортеров н BiiK pc .,,pi пасположен наг/л.ктел,;- : % .. и ip 13
юг противоположное направление вращения R сторону от своих упоров, а ползун транспортера выгрузки имеет на одну пару собачек больше, чем транспортер загрузки, направляющие устройства для раздачи штампов смонтированы непосредственно на ei o каретке на вертикальных стойках, а на направляющих транспортеров загрузки и выгрузки с таким же интервалом, что и собачкп, смонтированы подпружиненные фик саторы положения штампов с выступами трапецеидальной формы и по одной паре аналогичных фиксаторов смонтировано на соответствующих направляющих устройства для раздачи П1тампов, кроме того, устройство для раздачи 1пгампов снабжено силовым цилинд- рим, на 1птоке которого смонтирован до- no.iHijгельный упор для остановки каретки в : ; I :.ч . ;i4i,i)i положении, и соответствующим датчиком положения каретки.
. Vc i poiicTiu) iKi п, 3, отличающееся тем, ill) li ползунах гранспортеров загрузки и :И11-р : кп .п1С11Ы окна, в которых размешены датчики наличия нггамнов.
N e гройетво по пп. 3 и 4, огли- чтощееся тем, что перед транспортерами .iarpvjKH и вьирузки установлены приемные rio.ibi с ()порн1)1ми роликами и нанравляю- М1ИМП п,:1; .иками.
6.VcipoitcTBo по п. 3, отличающееся 1ем, что механизм переноса 1нтампов выполнен и iiine корпуса с направляющими и чстаиокленпой в них кареткой, разомкнутой ueiiiioii передачи, ветви которой размешены и Haiip;iii,iHK)nuix проводках, выполненных в Kiipiivce, и прикреплены к каретке, смон- Tn|ioii:iniibix на каретке верхней и нижней зажимных губок, размещенного между кареткой и нижней губкой упругого элемента.
7.Устройство по п. 6, отличающееся тем, чп) механизм переноса Н1тамнов снабжен установленным в корпусе приводным ново- (101 иым piji4aroM, размешенным на каретке дополнительным двун. 1ечим рычагом, закреплен14
0
5
0
5
0
5
0
ны.м на приводном рычаге направляющим роликом, а также смонтированным на одном из плеч дополнительного рычага с возможностью взаимодействия с верхней зажимной губкой, нажимными роликом, при этом цепная передача снабжена дополнительной ветвью, конец которой перекинут через направляющий ролик приводного рычага и соединен со свободным нлечом дополнительного рычага, а каждая зажимная губка снабжена своей осью новорота, закрепленной на каретке, причем ось поворота верхней губки смещена относительно оси поворота нижней губки в сторону направляющего ролика.
8.Устройство по пп. 6 и 7, отличающееся тем, что на рабочей поверхности нижней зажимной губки выполнен уступ длиной, соответствуюнхей длине хвостовика п тампа, а на одной из зажимных губок установлен взаимодействующий с другой губкой регулируемый упор, который размещен между осями поворога 1 убок.
9.Устройство по пп. 6 --8, отличающееся тем, что механизм переноса штампов снабжен упорами для ограничения перемеше- ния штампа, (.)дин из которых смонтирован в корпусе, а другой - на столе пресса, датчиками наличия штампа, уста- нов;1енными совместно с указанными унора- ми, упором и датчиком для фиксации конечного положения каретки, смонтированными в корпусе, и реле времени для управления приводным рычагом.
10.Устройство по пп. 3-9, отличающееся тем, что в стойках устройства для раздачи штампов выполнены направляю- П1ие проводки для ветвей цепной передачи, аналогичные проводкам механизма переноса нггамнов.
11.Устройство по пп. 3-10, отличающееся тем, что стойки устройства для раздачи Ц тампов снабжены направляюшими, анало ичными нанравляюп1им каретки механизма переноса штампов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1989 |
|
SU1712036A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Многопозиционная машина для бесшвейного скрепления книжных блоков | 1989 |
|
SU1671474A1 |
| Устройство для автоматической смены штампов на прессе | 1986 |
|
SU1400754A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1986 |
|
SU1423232A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
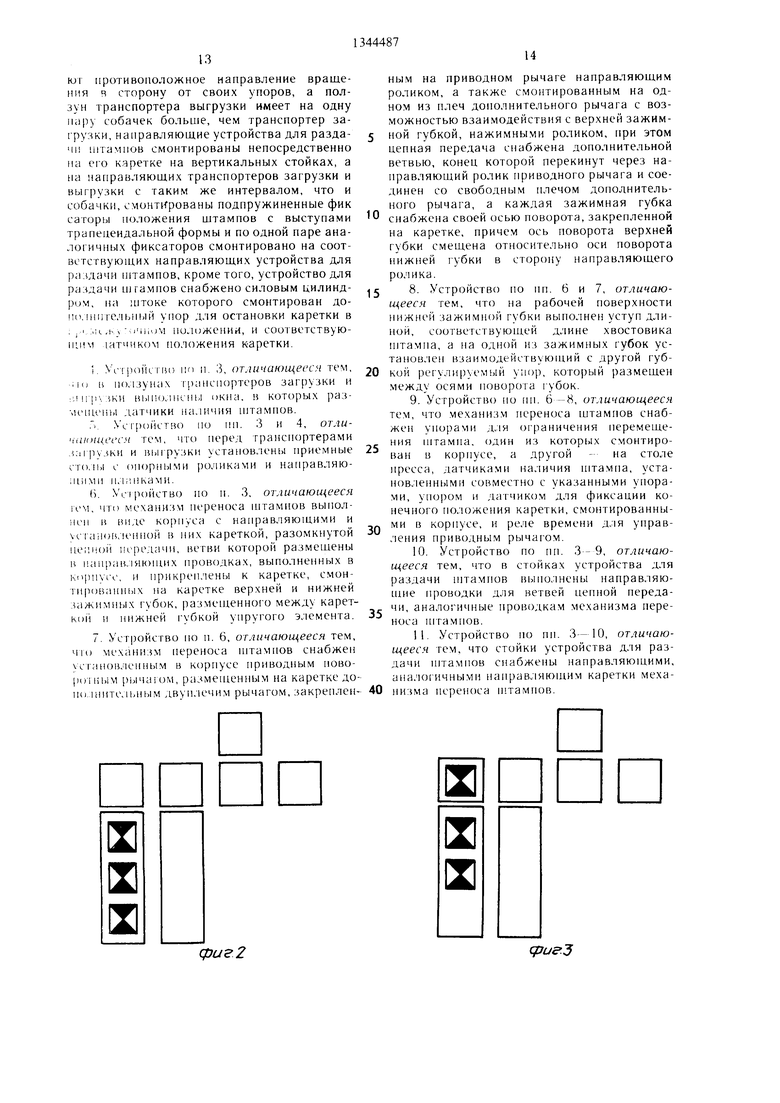
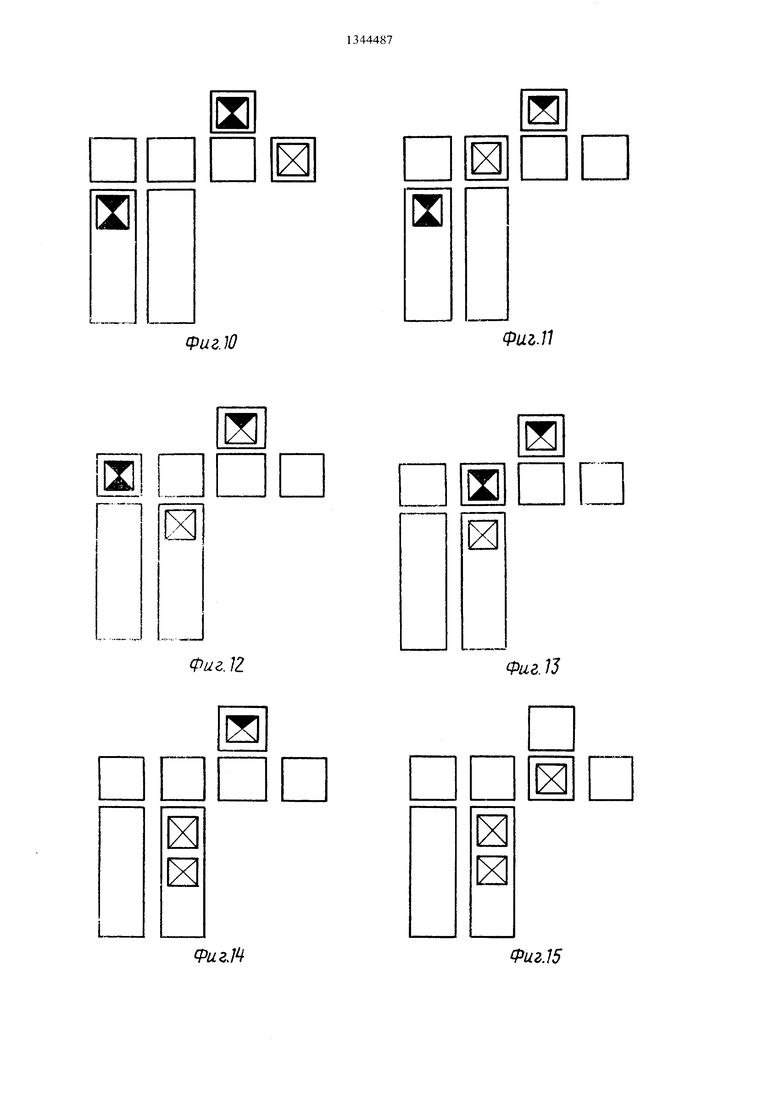
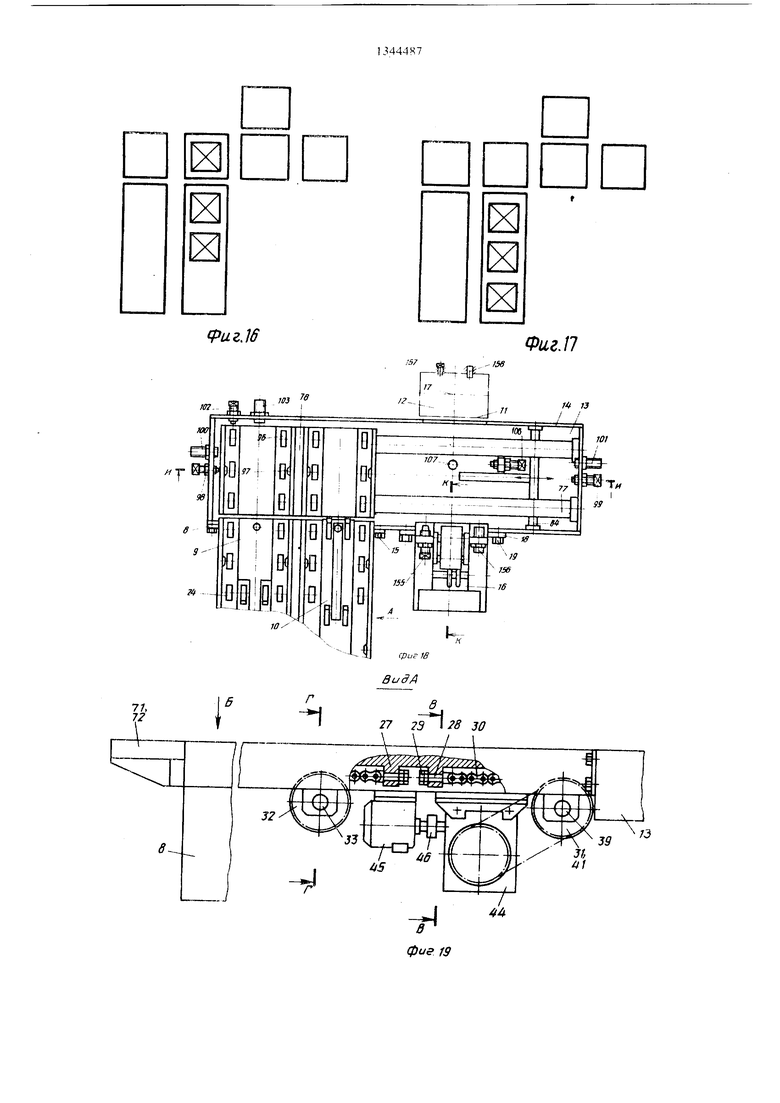
Изобретение относится к области обработки металлов давлением, а именно к способам автоматической смены штампов на прессе и устройствам для осуществления этой смены, и обеспечивает повышение производительности. Способ заключается в том, что все необходимые для штамповки штампы последовательно устанавливают на позиции ожидания 1 в ряд. Первый по порядку штамп перемещают на позицию загрузки 2 на установочную позицию (УП) 4 и оттуда на рабочую позицию 5. Очередной штамп подают с позиции ожидания 1 на позицию загрузки 2 и потом перемещают его на позицию выгрузки 3. После штамповки штамп возвращают с рабочей позиции 5 на УП 4 и подают на промежуточную позицию 6. Одновременно очередной штамп перемещают с позиции 3 на УП 4, а после перемещения очередного штампа на рабочую позицию 5 отработавший штамп подают с промежуточной позиции 6 на позицию 3 и одновременными движениями перемещают следующий щтамп с позиции ожидания 1 на позицию загрузки 2, а отработавший штамп - с позиции 3 на позицию отвода 7. В устройстве для смены штампов позиция ожидания 1 находится на транспортере загрузки, позиция отвода 7 - на транспортере выгрузки, рабочая позиция 5 - на столе пресса. 2 с. и 9 з.п. ф-лы, 27 ил. (Л со 4 4: 4 00 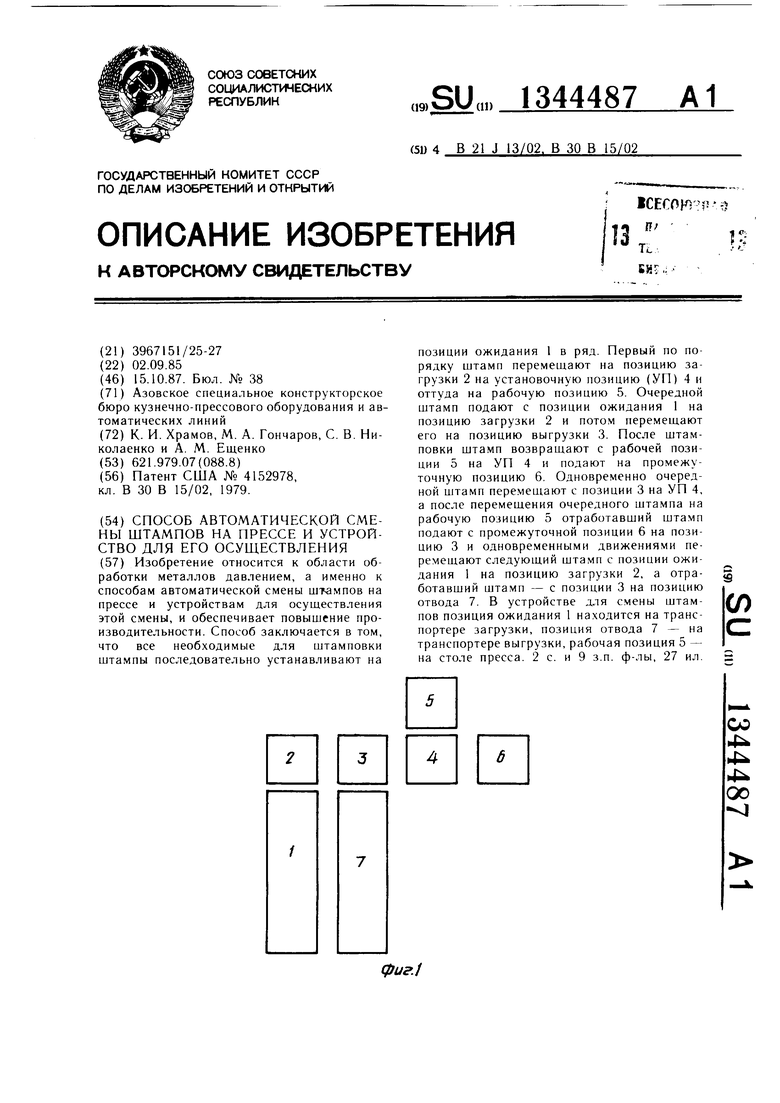
X
m
фиг 2
(рис .З
л
m
И
m
фиг
л
CD
сриг.5
m
Фиг.6
Ф«г.7
m
X
m
.(
.
ФигЛО
Фиг.П
П
Ш
Н
п
Фиг. 12
Фиг. /5
X
И
uaW
и К1
1риг.5
X
К
1риг.16
X
К
Фиг.П
фиг 19
777J
2В 2 фиг 20
2 59 2 25 55 55 48 512322 52 50
1 U1 U
9
фиг 22
г
ВЦ
55
(риг. 23
фиг. 2
И-ИL
Л
94 1B2jo3 96 95 37 92 Г6 Г59
I / / V
100 :
13
/57
90
| Патент США № 4152978, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
