13
Изобретение относится к литейному производству, а именно к способам изготовления форм и стержней из пес- чано-глинистых смесей с использованием гигроскопичных солей.
Цель изобретения - повышение качества форм и стержней за счет стабилизации их поверхностной влажности уменьшения склонности форм и стержне к ужиминообр азованию, а также улуч- шение санитарно-гигиенических условий труда.
Способ осуществляют следующим образом.
Формы или стержни изготавливают, например, из песчано-глинистой смеси содержащей, мас.%: оборотная смесь 92,4; песок кварцевый 3,0; сухой бентонит 0,6; вода 4,0.
После заполнения модельной оснастки смесью ее уплотняют, например, встряхиванием или прессованием, протягивают модель, после чего уплотненные формы или стержни подают на участок сборки форм для подготовки их к заливке.
В процессе уплотнения форм и стержней, а также в процессе их транспортировки и подготовки к заливке, поверхностная влажность форм и стержней уменьшается, что приводит к повьшенной их осыпаемости. Для стабилизации поверхностной прочности форм и стержней при высыхании их поверхности на 30-75% от первоначальной влажности формы и стержни дополнительно пропитывают раствором гигроскопичной соли, например 40%-ным раствором хлористого кальция, на глубину 2-3 мм. Такая глубина пропитки достигается при расходе раствора гигроскопичной соли в количестве 130 г/м поверхности формы или стержня.
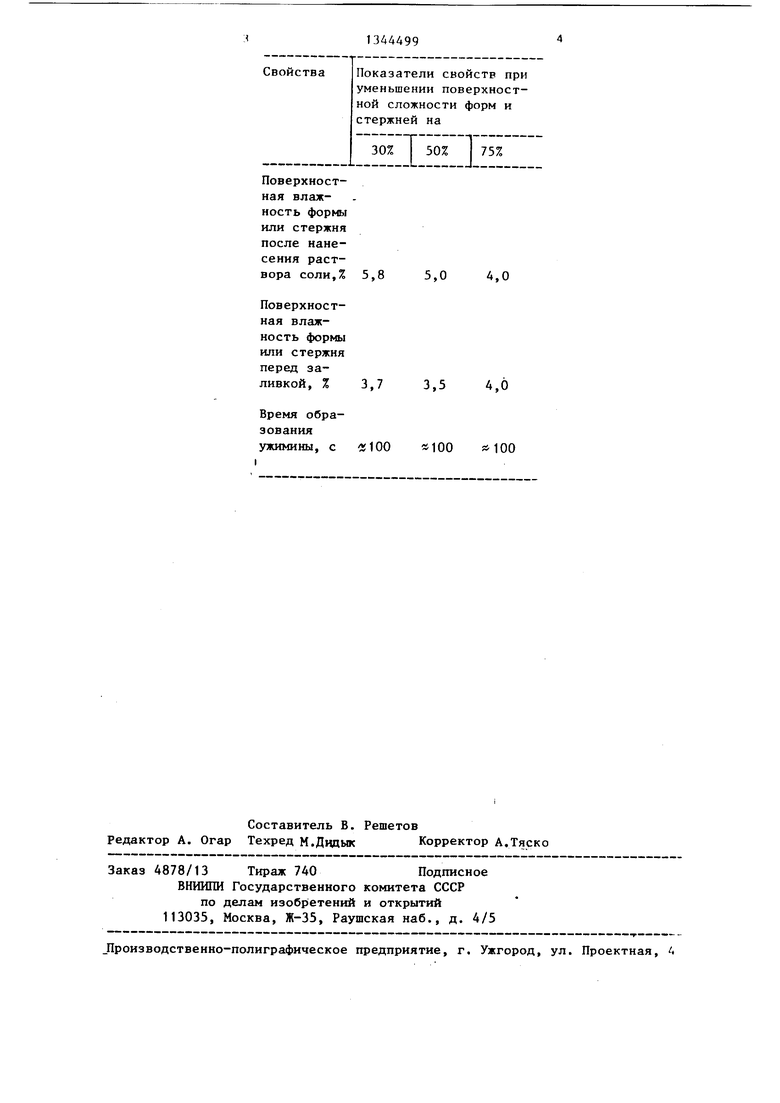
Свойства форм и стержней, изготовленных предлагаемым способом, приведены в таблице.
Таким образом, пропитка поверхности формы или стержня после высыхания его на 30-75% от первоначальной влажности раствором гигроскопичной соли обеспечивает такую влажность к моменту заливки формы, которая устраняет образование засоров и песчаных включений, т.е. способствует улучшению качества форм и стержней
92
Кроме того, ввод раствора соли в поверхностный слой формы позволяет дифференцировать ее количество в зависимости от требований, предъявляе- мых к различным участкам формы. На участки, склонные к эрозии и ужими- нам, можно наносить раствор, на другие - нет или варьировать его количество. Можно также оперативно изменять количество и место ввода раствора при изменении номенклатуры отливок, времени выдержки форм на воздухе, их температуры и влажности.
Для этого в опрыскивающем устройстве изменяют доау раствора или расположение форсунок, или и то и другое.
Уменьшение толщины слоя смеси с солью до 2-3 мм по сравнению с толщиной полуформ в случае ввода соли в весь объем смеси приводит к существенному снижению ее расхода, так как соль, находящаяся в зоне темпе- ратур до , не подвергается термодеструкции и гидролизу. По этой же причине снижается выделение вредных продуктов гидролиза, в частности хлористого водорода, в воздух рабо- .чей зоны, что улучшает условия труда.
Отсутствие соли во всей массе исключает коррозию контактирующего с ней оборудования.
Формула изобретения
Способ изготовления литейных форм и стержней из песчано-глинистых сме40 сей, заливаемых в сыром состоянии, включающий заполнение технологической оснастки смесью, уплотнение ее с последующим извлечением модели и естественное подсушивание поверхнос45 ти формы или стержня в процессе их транспортировки и подготовки к сборке, отличающийся тем, что, с целью повьш1ения качества форм и стержней за счет стабилизации их
50 поверхностной влажности, уменьшения склонности форм и стержней к образованию ужимин, а также улучшения са. нитарно-гигиенических условий труда, поверхностный слой формы или стерж g ня при высыхании его на 30-75% от первоначальной влажности пропитывают раствором гигроскопичной соли.
5,8 5,0 4,0
3,7 3,5 4,6
«100 100 100
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1985 |
|
SU1388187A1 |
| Смесь для изготовления литейныхфОРМ | 1979 |
|
SU850251A1 |
| Смесь для изготовления литейных форм | 1975 |
|
SU548357A1 |
| Смесь для изготовления литейных стержней | 1981 |
|
SU1077692A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 1997 |
|
RU2139769C1 |
| Способ нанесения покрытия на литейную форму | 1980 |
|
SU1016037A1 |
| Разделительное покрытие для модельно-стержневой оснастки | 1979 |
|
SU859008A1 |
| Способ изготовления литейных форм и стержней | 1988 |
|
SU1532185A1 |
| Смесь для изготовления литейных форм | 1975 |
|
SU550217A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2001 |
|
RU2188094C1 |
Изобретение относится к области литейного производства, в частности к способам изготовления форм и стержней из песчано-глинистьпс смесей с использованием гигроскопичных солей. Цель изобретения - повьш1ение качества форм и стержней за счет стабили- 5ации их поверхностной вл ности, уменьшения склонности форм и стержней к ужиминообразованию, а также улучшение санитарно-гигиенических условий труда. Способ включает заполнение модельной оснастки песчано- глинистой смесью, ее уплотнение, протяжку модели и подачу и стержней на участок сборки формы. При высыхании .поверхности форм и стержней на 30-75% от первоначальной влажности в поверхностный слой формы или стержня вводят раствор гигроскопичной соли, например хлористого кальция, на глубину 2-3 мм в количестве 130 г/м поверхности формы или стержня. Использование способа позволяет улучшить качество форм и отливок за счет снижения брака по ужиминам при дифференцировании расхода соли в зависимости от параметров отливок и техпроцесса, снизить расход соли при одновременном обеспечении стабильности свойств поверхности форм, уменьшить выделение вредных газов в воздух рабочей зоны, устранить коррозию контактирукмцего со смесью оборудования. 1 табл. SS (Л Оо 4 4 СО со
| Смесь для изготовления литейных форм | 1975 |
|
SU548357A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Технология и оборудование литейного производства | |||
| Экспресс-информация | |||
| М.: НИИМАШ, 1983, № 4, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник молодого литейщика, М., 1958, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
