Изобретение относится к литейному производству, в частности к способам изготовления литейных формы с применением противопригарных покрытий поверхности форм и разделительного покрытия, облегчающего съем формы с модели ..
Известен способ нанесения противопригарных покрытий на рабочую поверхность формы распылением 1 .
Недостаток данного способа - невозможность нанесения покрытия, обладающего свойствами противопригарного и разделительного,, на форму и модель одновременно.
Известно нанесение противопригарных покрытий (порошок) в форму через модель Г. 3 или в поверхностный слой формы через отверстие модельной плиты Сз.- .
Недостатком таких способов нанесения противопригарных покрытий является необходимость в дорогостоящих моделях с каналами и в нанесении еще и разделительного покрытия.
Известен способ нанесения жидкого металла противопригарного покрытия на песчанс линистую форму за счет проп,;тки ее через каналы в модели 4
Этот способ также обладает следующими недос гатками„
При 6 онтакте с жидким покрытием а поверхностный спой формы вводится значительное его количество, что ухуд шает сргойства рабочего слоя формы, резко уменьшаются прочность, газопроницгемость смеси, что приводит к искажег ию размероз формы и отливки при воздействии жидкого металла. Имеется также опасность отслоения пропитанного СЛОЙ от основного объема формы за счет значительной разницы в свойства На поеерхности формы и отливки остаются отпечатки каналов для прохода покрытиеf что повышает шероховатость их повеохности. Имеет место значител ный перерасход покрытия, так как покрытие каждый раз проходит сквозь модель, то и на модели остается значительное его количество, превышающее необходимое.. Значительно усложняется модель, в которой необходимовыполнить мкожестао узких щелей (разиера ;и С 5 мм).
Наиболее близким по технической сущнос и и достигаемому результату к
изобретен-иа является апособ нанесени протиЕ опрм гарного покрытия через модельную оснастку на рабочую поверхность уплотненной формы из песчаноглинистой смеси с последующей продувкой формы подогретым воздухом 5
Недостатком известного способа является то, что покрытие вводится на поверхность формы в условиях непосредственного контакта формы с моделью и образование покрытия на рабочей поверхности формы происходит посредством заполнения пор в поверхностных слоях формы, прилегакмцих к модели. В этом случае равномерно распределить покрытие по всей поверхности формы возможно только за счет более частого размещения щелей, но это трудно осуществимо особенно на вертикальных, криволинейных и круглых поверхностях модели. При этом с возможным заспре- ием щелей смесью и покрытием становится проблематичным получение равномерного слоя покрытия при изготовлении форм сложной конфигурации.
Цель изобретения - улучшение качества и равномерности нанесенного слоя покрытия за счет одновременного распыления покрытия на сложной поверхности формы и модели.
Поставленная цель достигается тем что согласно способу нанесения покрытия на литейную форму, преимущественно полученную из песчано-глинистой смеси методом безопочной формовки, путем р пыления покрытия через модельную оснастку на рабочую поверхность уплотненной формы, от послед ней отводят модель с образованием з амкнутой полости между ними, в ко-, торую распыляют покрытие.
Пример. Формы из песчано-глинистой смеси изготавливаются на автоматической линии безопочной формовки мод. КЛ 2002 или АЛ2371, конструкции ХФ ВНИИлитмаш. После вдуаа и прессования смеси в камере, во бре мя отвода модельных плит от кома, образуют полость между моделью и фор1мой, S которой через существующую систему опрыскивания, на форму наносится покрытие, которое в частности может обладать одновременно протибопригарными и разделительными свойствами.
Гак как основная часть покрытия попадает на поверхность формы под углом, то часть его отражаетсп от поверхности формы и отраженной стру3ей воздуха переносится на поверхнос моделей. Таким образом, на поверхность формы наносят проти вопригарг; ное,а на поверхность модели (одновременно) разделительное покрытие. Расход покрытия на модели может составлять 1-30%, преимущественно 1-61 от расхода противопригарного. Расход противопригарного покрытия 10-100 г/м. На чертеж представлена получения форм методом безопоуной формовки. В камере 1, в которой спрессован ком (форма) с двухсторонним отпечатком модели, происходит отвод модельной плиты Z с моделями 3. Покры тие подается через распыляющие форсунки , размещенные в модельной плите (по две форсунки). Распыленное сжатым воздухом покрытие, попадая в первый момент на поверхность формы, отражается от нее и заполняет полость 5 образующуюся между фо
мой и камерой.1, оседая тонким слоем на их поверхности. Затем модельные
25 полости к поверхности формы и модели. 7 плиты 2 отводятся из полости камеры 1, камера поворачивается на следующую позицию для простановки стержней. Одновременна на позицию формообразования подается следующая камера, полость которой запирается модельными плитами с уже нанесенным на их поверхность покрытием. Использование предложенного способа позволяет упростить изготовление модельной оснастки, так как отпадает необходимость выполнения в ней щелей для ввода покрытия, которые, забиваясь покрытием и смеЬью, могут привести к нарушению сплошности покрытия на поверхности формы, снизить расход покрытия ( г/см по сравнению с 0, г/см согласно известному способу ); упучшить качество и равномерность нанесенного покрытия на пов ерхиости формы и модели, что обеспечено свободным доступом покрытия при наличии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изоготовления литейной формы | 1977 |
|
SU685411A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Способ изготовления литейных форм | 1985 |
|
SU1388187A1 |
| Способ изготовления литейных форм | 1980 |
|
SU944741A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1986 |
|
SU1379072A1 |
| РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ ДЛЯ МОДЕЛЬНОЙ ОСНАСТКИ | 2001 |
|
RU2198762C1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛИТЕЙНУЮ ФОРМУ, преимущественно, полученную из песчано-глинистой смеси методом безопочной формовки, путем распыления покрытия через модельную оснастку на рабочую поверхность уп-лотненной формы, отличающийся тем, что, с целью улучшения качества и равномерности на-, несенного слоя покрытия за счет одновременного распыления покрытия на сложной поверхности формы и модели, от уплотненной формы отводят модель с образованием замкнутой полости между ними, в которую распыляют покрытие. 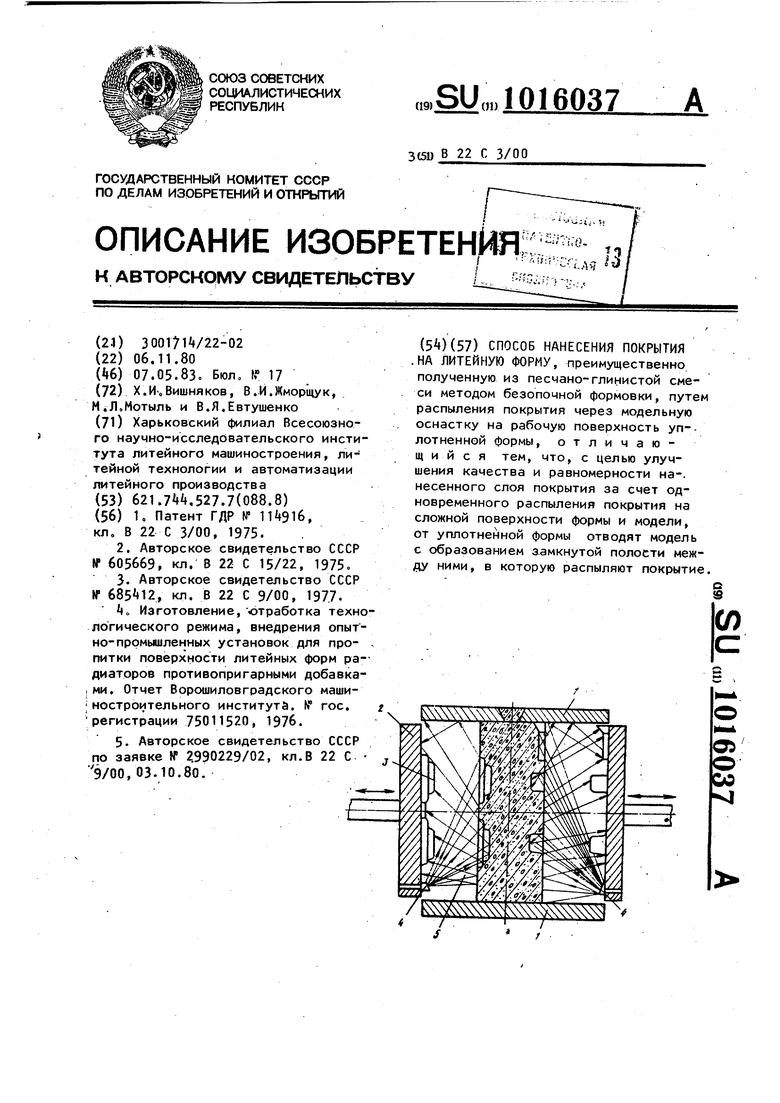
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Ц Изготовление, отработка техно логического режима, внедрения опытно-промышленных установок для пропитки поверхности литейных форм радиаторов противопригарными добавка,ми | |||
| Отчет Ворошиловградского маши; ностроительного институте | |||
| N гос | |||
| регистрации 75011520, 1976 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
