Изобретение относится к литейному производству, в частности к изготовлению упрочненных литейных форм и стержней.
Цель изобретения - улучшение качества рабочей поверхности формы и сокращение расхода отвердителя.
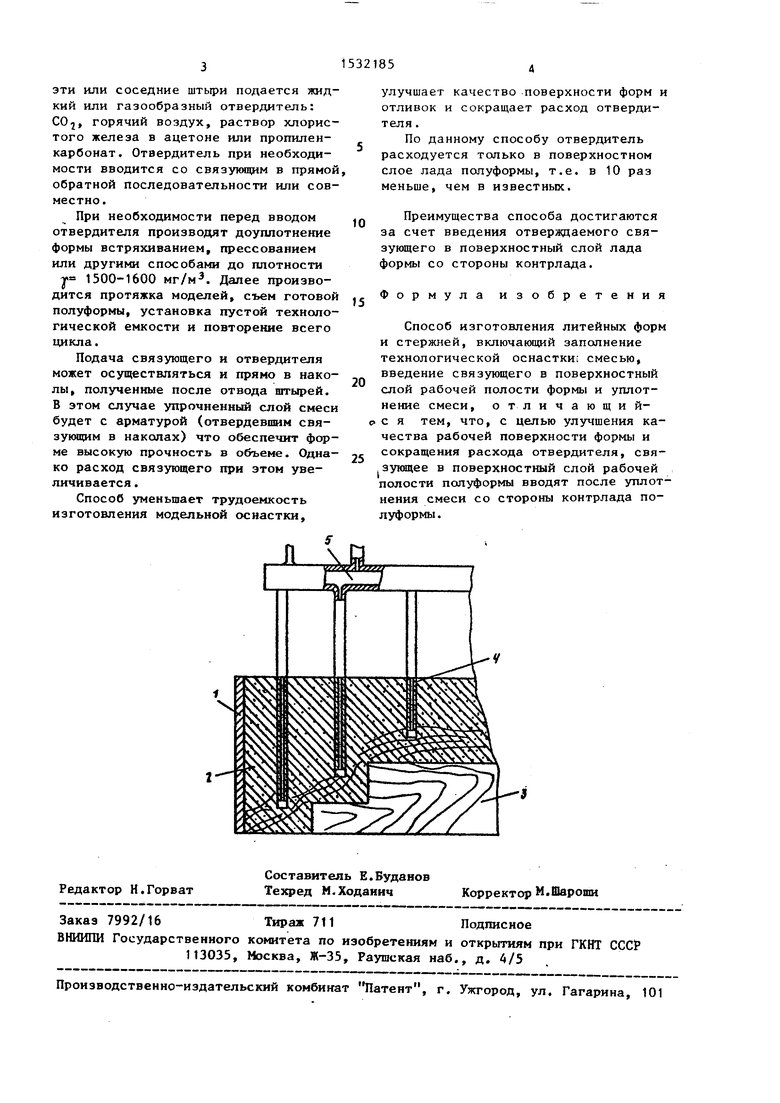
На чертеже представлена схема, иллюстрирующая осуществление предлагаемого способа.
Способ изготовления форм и стержней включает заполнение технологической оснастки смесью, уплотнение смеси и последующее введение в поверхностный слой рабочей полости формы отверждаемого связующего со стороны контрлада полуформы.
Способ осуществляют следующим образом.
В технологическую оснастку 1 производится засыпка смеси 2 на модель 3 и уплотнение смеси до плотности 1200-1400 кг/мЗ.
В сформированную полуформу вводятся полые штыри 4 до, во время или после уплотнения смеси так, чтобы их нижний конец находился от модели на расстоянии ,50-120 мм. После этого через полости штырей или непосредственно в полость наколов (после удаления штырей) и трубопроводы 5, соединенные с полостью штырей 4, вводится отверждаемое связующее, например, раствор жидкого стекла плотности 1450 кг/м (ГОСТ 13078-81) или раствор лигносульфонатов плотности 1250-1256 кг/м (ТУ 38-01- 326-83) . Затем таким же образом через
О СА К
О
о
эти или соседние штьфи подается ткид- кий или газообразный отвердитель: COj, горячий воздух, раствор хлористого железа в ацетоне или пропилен- карбонат. Отвердитель при необходимости вводится со связующим в прямой обратной последовательности или совместно.
При необходимости перед вводом отвердителя производят доуплотнение формы встряхиванием, прессованием или другими способами до плотности
1р 1500-1600 мг/м. Далее производится протяжка моделей, съем готовой полуформы, установка пустой технологической емкости и повторение всего цикла.
Подача связующего и отвердителя может осуществляться и прямо в нако- лы, полученные после отвода штырей. В этом случае упрочненный слой смеси будет с арматурой (отвердевшим свя- зуннцим в наколах) что обеспечит форме высокую прочность в объеме. Однако расход связующего при этом увеличивается .
Способ уменьшает трудоемкость изготовления модельной оснастки.
улучшает качество поверхности форм и отливок и сокращает расход отвердителя .
По данному способу отвердитель расходуется только в поверхностном слое лада полуформы, т.е. в 10 раз меньше, чем в известных.
Преимущества способа достигаются за счет введения отверждаемого связующего в поверхностный слой лада формы со стороны контрлада.
Формула изобретения
Способ изготовления литейных форм и стержней, включающий заполнение технологической оснастки: смесью, введение связующего в поверхностный слой рабочей полости формы и уплотнение смеси, отличающий- е с я тем, что, с целью улучшения качества рабочей поверхности формы и сокращения расхода отвердителя, свя- .зунядее в поверхностный слой рабочей полости полуформы вводят после уплотнения смеси со стороны контрлада полуформы .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и стержней | 1990 |
|
SU1770031A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| Способ изготовления литейных форм и стержней | 1981 |
|
SU1028415A1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Способ изготовления разъемных магнитных форм из ферромагнитного дисперсного материала | 1982 |
|
SU1154029A1 |
| Устройство для изготовления магнитной формы | 1985 |
|
SU1348054A1 |
| Способ изготовления форм пескометом | 1985 |
|
SU1380849A1 |
| Способ отверждения уплотненной литейной формы газом | 1985 |
|
SU1276428A1 |
Изобретение относится к литейному производству, в частности к изготовлению упрочненных литейных форм и стержней. Цель изобретения - уменьшение трудоемкости изготовления модельной оснастки, улучшение качества поверхности форм, а также сокращение расхода отвердителя. Способ включает заполнение технологической оснастки смесью, уплотнение смеси и введение связующего в поверхностный слой лада полуформ со стороны контрлада полуформы после уплотнения смеси в отверстия через штыри. Способ позволяет существенно снизить расход отвердителя и повысить качество формы за счет ввода отвердителя после уплотнения со стороны контрлада через штыри. 1 ил.
| Способ изготовления литейных форм | 1979 |
|
SU831346A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
