Изобретение относится к металлургическому производству и может быть использовано для термической обработки металлических мелющих шаров.
Цель изобретения - повышение срока службы шаров путем повышения износостойкости и удароустойчивости.
Шары диаметром 80 мм, изготовленные из стали М76 (0,78% С; 0,960% Мп 0,24% Si) подвергали аустенизации пр 900-950°С в лабораторной электропечи После ньдержки в течение 1 ч их под- стуживали в специальном устройстве и окончательно в воде. В примененном устройстве моделировали замедленное охлаждение шаров. Скорость охлаждени шаров регулировали скоростью их вращения и расходом воды в душирующих установках. После термообработки проводили определение относительной износостойкости (Е) и твердости на образцах металла шаров, взятых на глубине 2-3 и 15-18 мм. Испытания на износ осуществляли на установке типа Бринелля-Хаворта при использовании электрокорундового абразива (эталон- армко-железо). Удароустойчивость шаров определяли ударом о стальную плиту после свободного падения с высоты 2 м. Для обоснования выбранных интервалов скорости охлаждения и средней температуры названные испытания проводили на шарах с подстужйва- нием со скоростями 5,20,35, 50, 70 С/с до достижения средней температуры по сечению 500,600,650,700,.
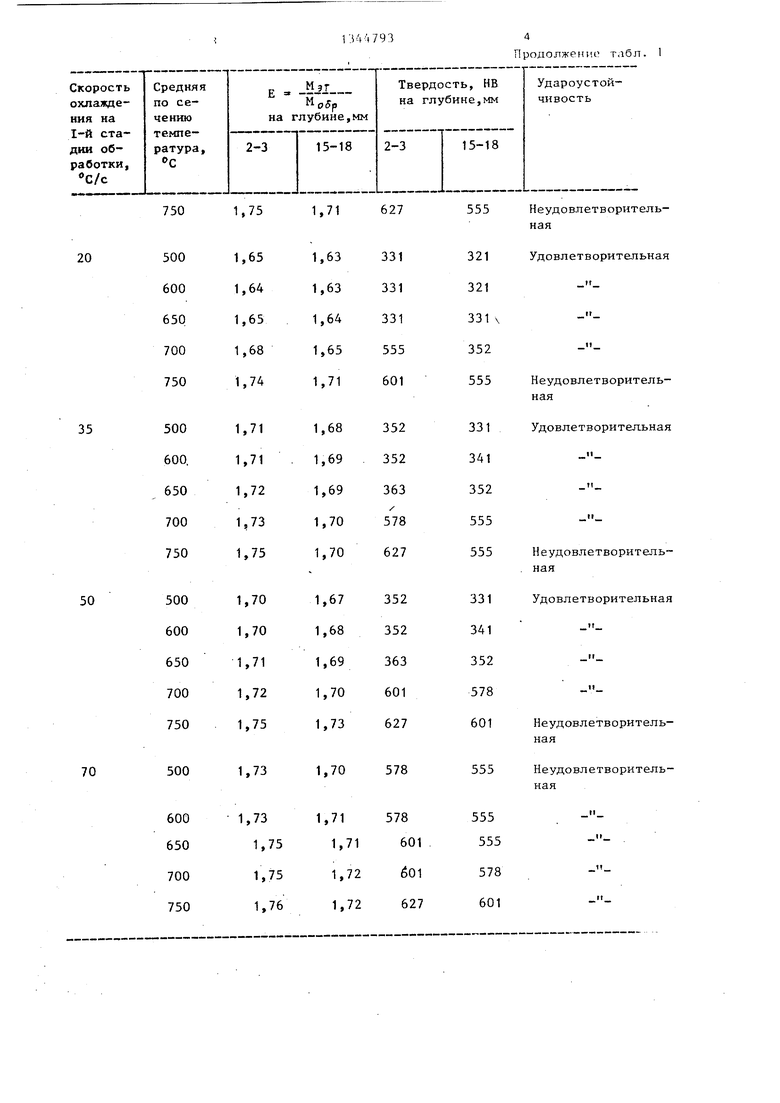
Полученные результаты представлены в табл. 1.
Как видно из табл. 1, наиболее оптимальным сочетанием износостойкости и удароустойчивости обладают шары
5 .
подстуженные со скоростью 20-50°С/с до достижения средней по сечению температуры 6ПО-700 С.
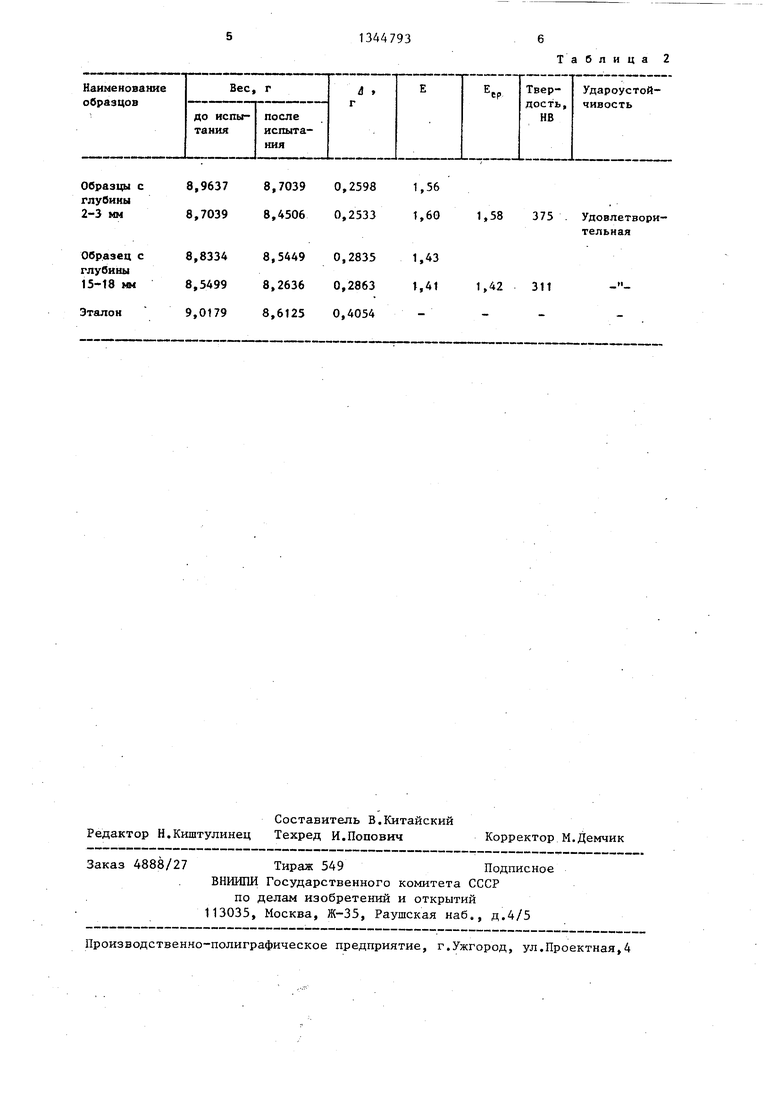
Термическую обработку шаров, обработанных по предлагаемому в прототипе режиму, производили в следующих условиях. Шары диаметром 80 мм, изготовленные из стали Р76 (0,78% С; 0,96% Мп; 0,24% Si), имеювще после прокатки температуру 950-1ООО С, подстуживали Б течение 250 с до достижения средней температуры поверхности 770 - , после чего по желобу попадали в бак с водой и охлаждали до средней по сечению температуры 350-450 С; да-- лее следовал самоотпуск.
Результаты испытаний этих шаров приведены в табл. 2.
Как следует из приведенных результатов, предлагаемый способ термообработки мелющих шаров обеспечивает повышение их износостойкости по сравнению со способом-прототипом; удароус- трйчивость при этом сохраняется на достаточном уровне.
Формула изобретения
Способ термической обработки мелющих шаров, включающий нагрев до температуры аустенизации, выдержку, под- стуживание и закалку в воде, о т л и- чающийся тем, что, с целью повьш1ения срока службы шаров путем повышения износостойкости и удароустойчивости, подстуживание осуществляют со скоростью 20-50°С/с до достижения средней по сечению шаров температуры 600-700 С.
Таблица 1
Удовлетворительная
750
1,75
1,71
20
35
50
70
Продолжение .
555
Неудовлетворительная
Удовлетворительная
Неудовлетворительная
Удовлетворительная
Неудовлетворительная
Удовлетворительная
Неудовлетворительная
Неудовлетворительная
Составитель В.Китайский Редактор Н.Киштулинец Техред И.Попович
Заказ 4888/27 Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Таблица 2
Корректор М.Демчик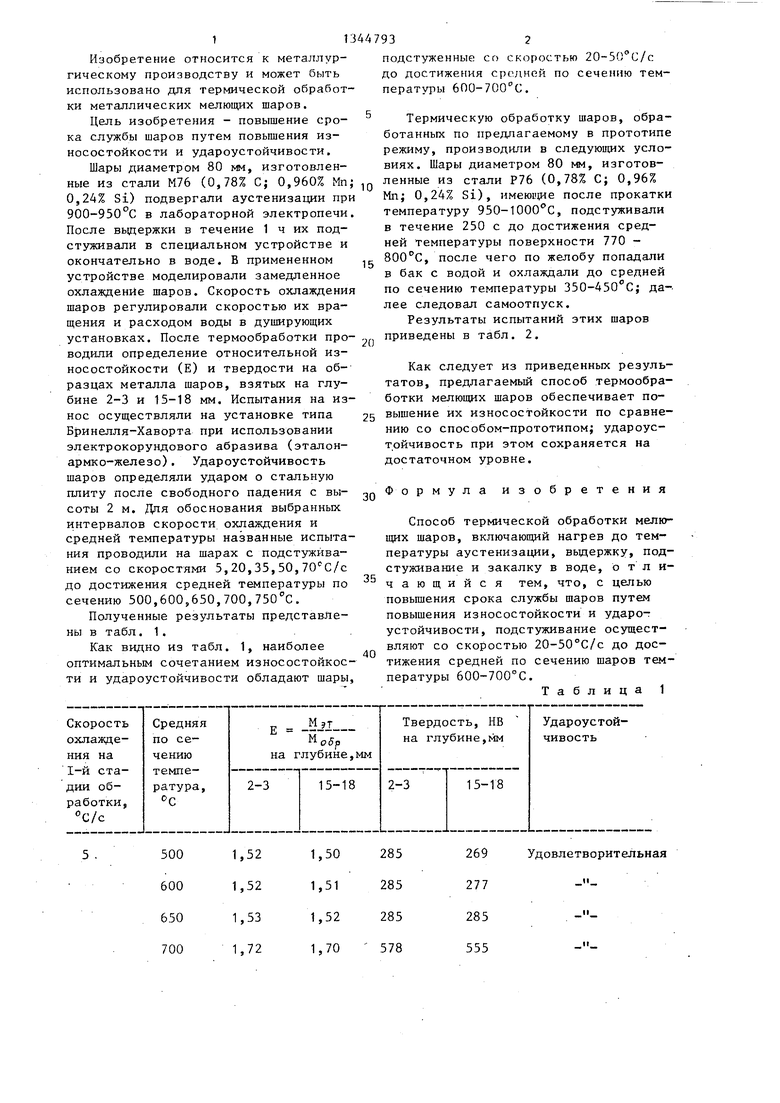
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства мелющих шаров | 2020 |
|
RU2745922C1 |
| ЧУГУН ДЛЯ МЕЛЮЩИХ ТЕЛ | 2015 |
|
RU2627713C2 |
| Способ производства мелющих шаров из стали | 2022 |
|
RU2785665C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ ИЗ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2791495C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ (ВАРИАНТЫ) | 2020 |
|
RU2756671C1 |
| Способ изготовления изделий из высокохромистого чугуна | 1989 |
|
SU1740450A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ ИЗ СТАЛИ | 2023 |
|
RU2804745C1 |
| Способ термической обработки отливок из серого чугуна | 1982 |
|
SU1122714A1 |
| Способ термической обработки железнодорожных колес из стали | 2023 |
|
RU2825657C1 |
| Чугун | 1983 |
|
SU1120030A1 |
Изобретение относится к металлургическому производству и может быть использовано для термической обработки металлических мелющих шаров. Цель изобретения - повышение срока службы шаров путем повышения износостойкости и удароустойчивости. После нагрева до 900-950 0 шары выдерживают в течение 1 ч, а затем под- стуживают душированием со скоростью 20-50°С/с до 600-700°С с последующим охлаждением в баке с водой. 2 табл.
| Сталь | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Устройство для закалки шаров | 1980 |
|
SU881132A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
