(5 СПОСОБ ДУГОВОЙ СВАРКИ ТРУБ


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки нахлесточного эллипсного соединения труб | 1983 |
|
SU1106619A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Способ дуговой сварки вертикально установленных труб | 1980 |
|
SU948587A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| Способ сварки кольцевых внутренних швов и устройство для его осуществления | 2015 |
|
RU2641430C2 |
| Неплавящийся электрод | 1979 |
|
SU793734A1 |

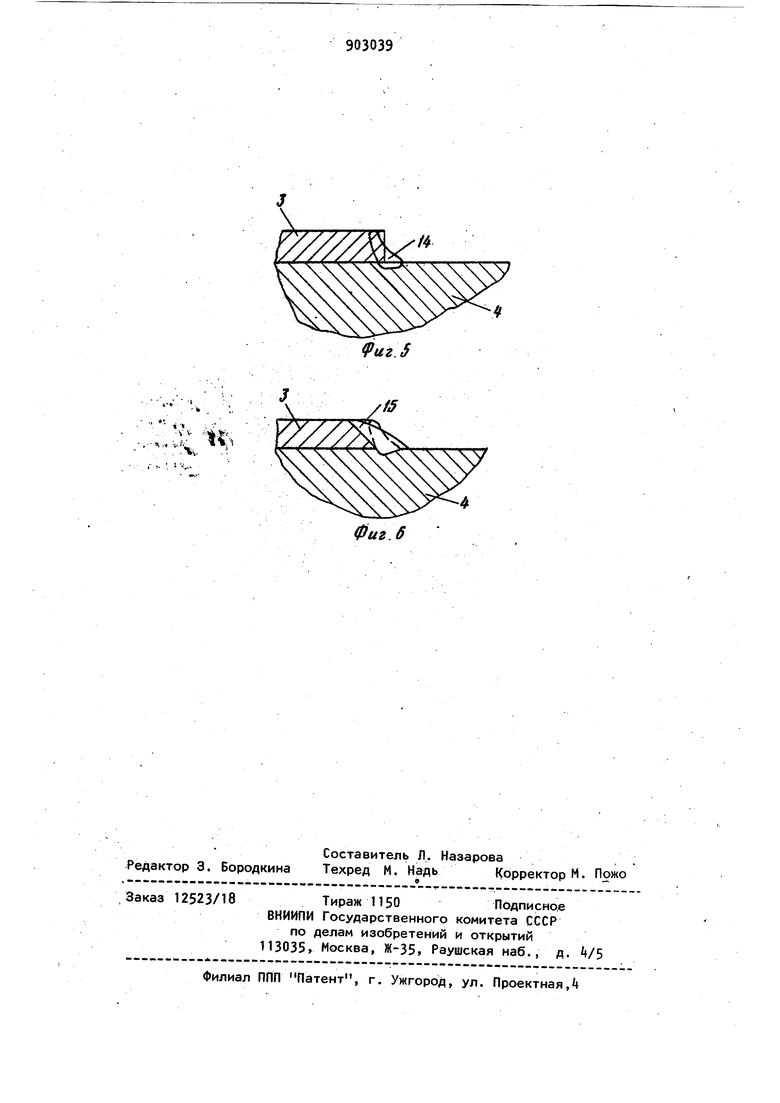
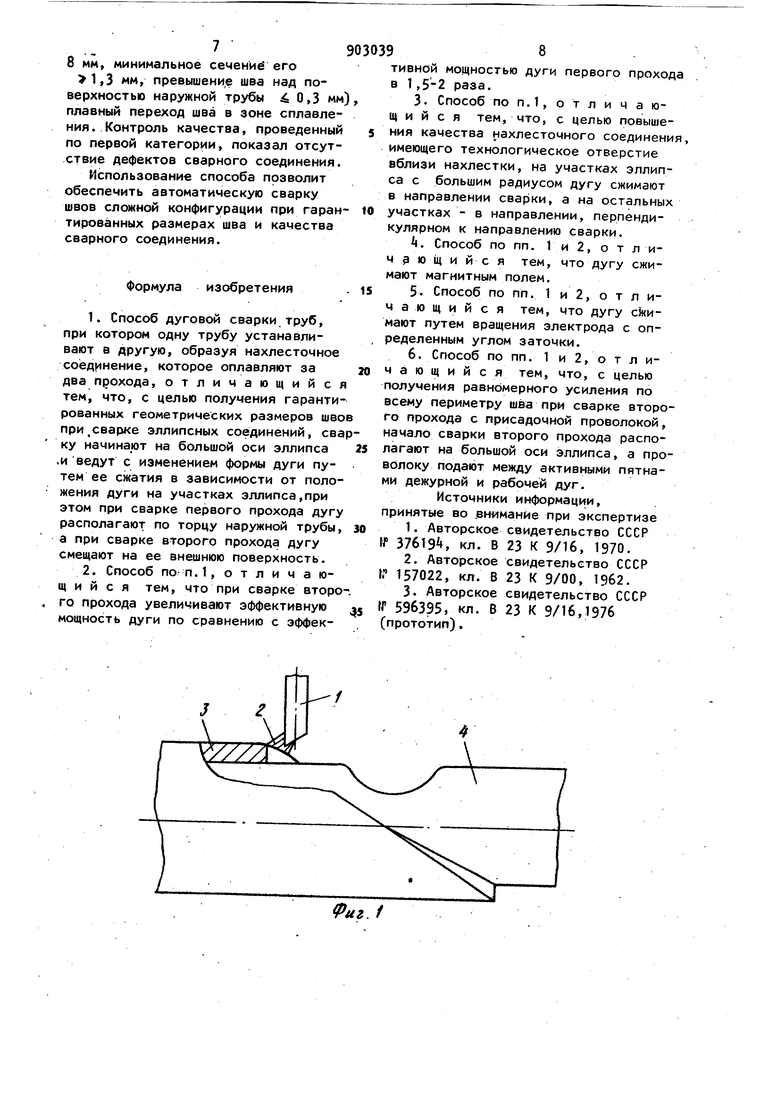
Изобретение относится к сварке, в частности к способам дуговой сварки труб, и может найти применение в различных отраслях машинострое ния при сварке нахлестонных соединев судостроительной, химической, энергетической, авиа- и ра,кетостроении и других отраслях народного хозяйства часто встречаются нахлесточные соединения труб, образующие слож ную конфигурацию швов, к качеству которых предъявляются повышенные требования. Известен способ дуговой сварки плавлением криволинейных торцовых Ш.ВОВ преимущественно равной толщины, при котором дугу смещают от стыка по радиусу в сторону положительной кривизны, причем величину смещения выбирают такой, чтобы произведение ее на радиус кривизны было 20-50 MM Этот способ трудно осуществим при сварке швов сложной конфигурации, например эллипсных швов, так как сложно поддерживать все время изменяющуюся величину смещения дуги, соответствующую радиусу кривизны в зоне сварки, и не применим для нахлесточных соединений. Известен способ сварки внахлестку многослойных пакетов с толстыми лир- тами, например, с фланцами, пр.и котором осуществляют предварительную прихватку элементов соединения кой тактной (роликовой) сваркой, а затем производят сварку плавлением 123 . Однако предварительную прихватку контактной сваркой трудно применять для получения швов сложной конфигу; раци. Кроме того переход с контактной, сварки на дуговую снижает про- изводительность процесса и требует дополнительное оборудование. Известен способ дуговой сварки труб, наиболее близкий к изобретению по технической сущности, при котором одну трубу устанавливают в другую, образуя нахлесточное соединение,которое оплавляют за два прохода 33. В этом способе на трубе большего диаметра и толщины выполняют ступенчатую разделку и сварку ведут с применением угла наклона электрода. Этот способ трудно осуществим пр сварке швов сложной конфигурации, а выполнение ступенчатой площадкообразной проточки невозможно при сварке тонкостенных элементов и значительно повышает затраты на подготовку к сварке. Целью изобретения является полу-, чение гарантированных геометрических размеров швов при сварке эллипсных соединений. Цель достигается тем, что в способе дуговой сварки труб, при котором одну трубу устанавливают в другую, образуя нахлесточное соединение , которое оплавляют за два проход сварку начинают на .большой оси эллип са и ведут с изменением формы дуги путем еесжатия в зависимости от положения дуги на участках эллипса,при этом при сварке первого прохода дугу располагают по торцу наружной трубы а при сварке второго прохода дугу смещают ма ее внешнюю поверхность. При сварке второго прохода увеличивают эффективную мощность дуги по сравнению с эффективной мощностью ду ги первого прохода в 1,5-2 раза. При наличии технологического отверстия вблизи нахлестки на участках эллипса с большим радиусом дуги сжимают в направлении сварки, а на остальных участках - в на правлении, перпендикулярном к направлению сварки. Дугу сжимают магнитным полем или путем вращения электрода с определенным углом заточки. С целью получения равномерного уси ления по всему периметру шва при сварке второго прохода с присадочной проволокой начало сварки второго прохода располагают на большой оси эллипса, а проволоку подают между активными пятнами дежурной и рабочей дуг. На фиг.1 показана схема начала сварки первого прохода; на фиг. 2 положение пятма дуги относительно траектории движения электрода; на фиг. 3 - положение электрода при сварке второго прохода; на фиг.4 схема подачи проволоки при сварке второго прохода с присадочной проволокой; на фиг. 5 сечение сварного шва после сварки первого прохода;на фиг.6 - сечение шва после сварки второго прохода. На фиг. 1-6 применены следующие обозначения: 1 - вольфрамовый электрод; 2 - сварочная дуга; 3 - наружная труба эллипсного соединения; k внутренний элемент нахлесточного эллипсного соединения; 5 - пятно дуги; 6 - траектория движения электрода 1;Vgg - скорость сварки; 7,8 положения оси электрода 1 при сварке первого и второго прохода соответственно; 9 сварной шов; tq - длина дуги; 10 - присадочная проволока; Vnp скорость подачи присадочной проволоки; 11 - пятно дуги 2 при дежурном значении тока; 12 - пятно дуги 2 при импульсном значении тока; 13 технологическое отверстие; 1 сечение шва после первого прохода; 15 сечение шва после второго прохода; А - начало сварки первого прохода; В - начало сварки второго прохода. Способ осуществляют следующим образом. При выполнении швов сложной конфигурации в различных точках траектории сварки существуют различные условия теплоотвода, а значит, и изменяются размеры шва. При сварке ряда ответственных соединений предъявляются повышенные требования к геометрическим параметрам сварного шва. Программирование по скорости сварки и по сварочному току не всегда позволяет добиться получения размеров шва в заданных пределах, Изменение формы дуги в зависимбсти от полсякения ее на участках соединения дает возможность стабйлизиррвать размеры шва. Например, необходимо осуществить сварку эллипсного нахлесточного соединения с технологическим отверстием 13 во внутреннем элементе i. При сварке первого прохода электрод 1 устанавливают таким образом, чтобы дуга 2 образовывала активное пятно 5 в зоне нахлестки свариваемых деталей, трубы 3 и элемента k (фиг.1). Начало сварки располагают на большой оси эллипса в точке А и сжимают дугу 2 в направлении, перпендикулярном к направлению скорости гсварки . На участках эллипса с большим радиусом дугу 2 сжимают в направлении скорости сварки v (пятно 5) и так далее по всей траектории 6 движения электрода 1. Сварку производят в импульсном режиме. Така деформация столба дуги 2 обусловлена наличием отверстия 13 в центре эллипса. Сжимая дугу 2 таким образом, (исключают оплавление краев этого от(верстия, что недопустимо согласно требованиям к качеству сварного соед нения. Начало сварки в точке А обусловлено наилучшими условиями теплоотвода в этом месте соединения.Сварку первого прохода проводят на поН1 женной эффективной мощности дуги 2, обеспечивая проплавление (сечение k шва) на небольшую величину в зоне нахлестки (фиг.5). При выполнении второго прохода дугу 2 смещают в сторону наружной поверхности соединения на 2-3 длины дуги и увеличивают эффективную мощность ее по срав нению с эффективной мощностью дуги 2 первого прохода в 1,5-2 раза (фиг.З). Увеличение мощности дуги 2 необходимо для обеспечения заданного минимального сеченияJ5 сварног шва за счет стекания металла со стен ки Трубы 3 (фиг.6). Смещение дуги 2 в сторону наружной поверхности обе печивает расплавление ее, и в этом случае не происходит оплавление отверстия 13. Дугу 2 сжимают магнитным полем либо формой заточки электрода 1. Например, применение клиновой заточки вольфрамового электрода 1 (фиг.1) обеспечивает изменение формы дугк 2 по периметру эллипса, как по|казано на фиг.2. В общем случае поло жение пятна 5 дуги относительно нахлестки меняют поборотом электрода 1 вокруг своей оси. При необходимости получения дополнительного равномерного усиления по всему периметру соединения сварку второго прохода осуществляют с проволокой 10. Последнюю для упрощения конструкции сварочного автомата подают в одном направлении относительно большой оси эллипса со скоростью Vnp в зону между активными пятнами 11 и 12 дежуряой и рабочей дуг (фигЛ). Такая подача проволоки 10 обеспечивает стабильный капельный перенос присадки в сварочиую ванну и качественное формирование валика шва Э. Сварку второго прохода с проволокой 10 начинают из точки В против часовой стрелки, что обеспечивает более равномерное усиление шва. Пример осуществления способа. Способ дуговой сварки неплавящимся электродом осуществляли при сварке нахлесточных соединений дросселя 0 10 мм с трубой ф 13 1/5 мм из титанового сплава 7М по эллипсному периметру. Дроссель имел технологическое отверстие. Сварку осуществляли на установке типа СА-358, разработанной специально для сварки этих соединений. Собранные на прихватах соединения закрепляли в медной цанге, которая приводилась в движение по эллипсной траектории относительно неподвижного вольфрамого электрода. Электрод затачивали в форме клина, обеспечивая сжатие пятна дуг.й. Первый проход выполняли без приса- i дочной проволоки, располагая конец электрода на расстоянии 1 мм от поверхности дросселя. Начало сварки располагали на большой оси эллипса, направление сварки - против часовой стрелки. Режим сварки первого прохода был следующим: импульсный ток прямой полярности, ток в импульсе Зи 60 А, ток в паузе 3 4 А, длительность импульса ttt 0,1 с.длительжэсть паузы t, 0,3 c.Vj - по программе на 12 участках эллипса в пределах . Второй проход выполняли двумя вариантами: с присадочной проволокой и без нее. В случае сварки без присадки электрод смещали в сторону наружной поверхности нахлестки на 3 мм и начало сварки было расположено в том же месте, что и при первом проходе. Параметры режима сварки второго прохода те же, что и при первом,кроме длительности импульса тока, которая равна 0,2 с. При выполнении сварки второго прохода с присадочной проволокой ; 0 1,2 мм марки 7 Н начало сварки располагали на противоположной стороне большой оси эллипса. Режим сварки, как и при сварке без присадки, скорость подачи проволоки ,6 м/ч. Применение предлагаемого способа позволит-избежать оплав;Гений кромок отверстия, получить размеры шва в заданных пределах (ширина шва 58 мм, минимальное сечение его 1,3 мм, превышени,е шва над поверхностью наружной трубы 4 0,3 мм) плавный переход шва в зоне сплавления. Контроль качества, проведенный по первой категории, показал отсутствие дефектов сварного соединения. Использование способа позволит обеспечить автоматическую сварку швов сложной конфигурации при гаран тированных размерах шва и качества сварного соединения. Формула изобретения 1.Способ дуговой сварки труб, при котором одну трубу устанавливают в другую, образуя нахлесточное соединение, которое оплавляют за два прохода, отличающийс тем, что, с целью получения гаранти рованных геометрических размеров шв при,сварке эллипсных соединений, св ку начинают на большой оси эллипса .и ведут с изменением формы дуги путем ее сжатия в зависимости от поло жения дуги на участках эллипса,при этом при сварке первого прохода дуг располагают по торцу наружной трубы а при сварке второго прохода дугу смещают на ее внешнюю поверхность. 2.Способ по п.1, о т л и ч а ющ и и с я тем, что при сварке втор го прохода увеличивают эффективную мощность дуги по сравнению с эффек8тивной мощностью дуги первого прохода в 1,5-2 раза. 3. Способ по П.1, о т л и ч а ющ и и с я тем, что, с целью повышения качества нахлесточного соединения, имеющего технологическое отверстие вблизи нахлестки, на участках эллипса с большим радиусом дугу сжимают в направлении сварки, а на остальных участках в направлении, перпендинаправлению сварки. кулярном к Ц, Способ по пп. 1 и 2, о т л ичрющийся тем, что дугу сжимают магнитным полем. 5.Способ по пп. 1 и 2, отличающийся тем, что дугу ся имают путем вращения электрода с определенным углом заточки. 6.Способ по пп. 1 и 2, о т л ичающийся тем, что, с целью получения равномерного усиления по всему периметру шва при сварке второго прохода с присадочной проволокой, начало сварки второго прохода располагают на большой оси эллипса, а проволоку подают между активными пятнами дежурной и рабочей дуг. Источники информации, принятые во .внимание при экспертизе 1.Авторское свидетельство СССР № 37619, кл. В 23 К 9/16, 1970. 2.Авторское свидетельство СССР Г 157022, кл. В 23 К 9/00, 19б2. 3.Авторское свидетельство СССР If 596395, кл. В 23 К 9/16,1976 (прототип).
WZ
. A:V ,
--ч
tS
4
Фиг 6
