;-1 Ж
V..
ел
d
Изобретение относится к сварке, в частности к способам изготовления изделий с гарантиропачными зазорами между деталями преппущестпеино к мнпгослопмым пакетам пластин, и может найти применение (3 энергетической, радиохимической, элект ротохнической, судостроительной п других О1 pijcnpx млшиностро ния.
Целью изобретения 5uui; 0tcji повышение качества путем получения гарантяро- г,-)ниого 3a:;L. p4 мепсду п ; 1, и и ами и уменьшенмя деформаций,
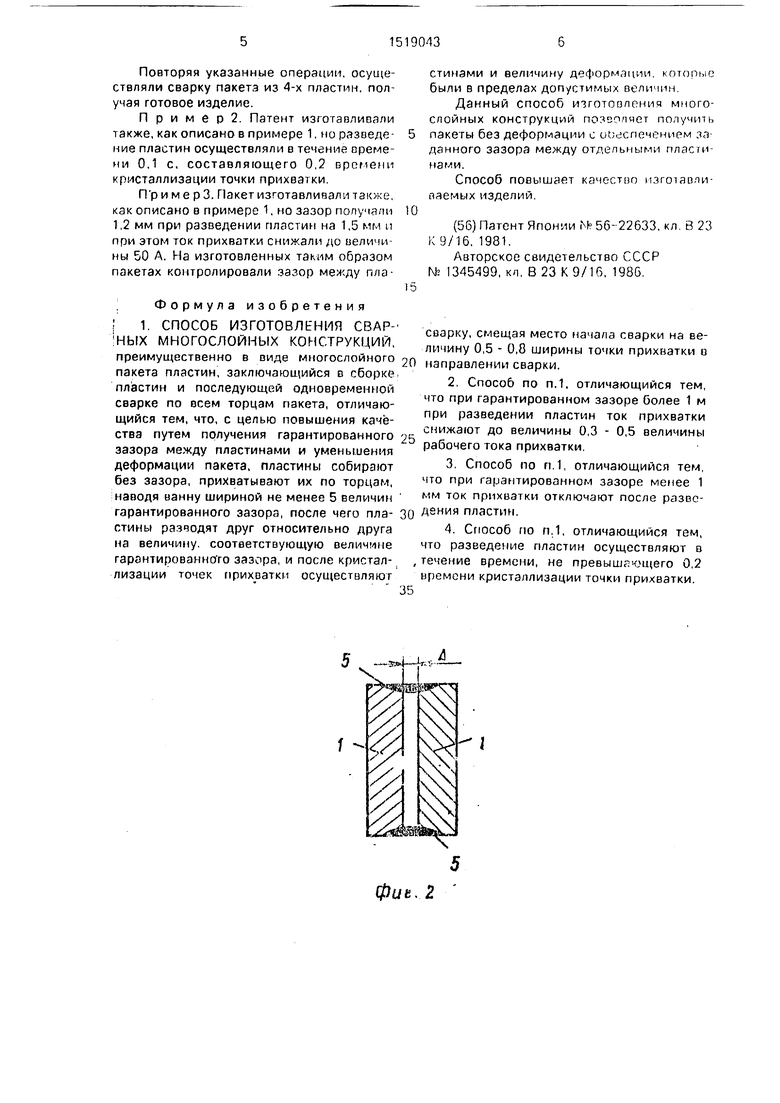
Иа фИ1. 1 изоС)рах ,(л момент прихватки пластин с наведением сварочной вэины; на ||1иг, 2 момент кристаллизации ванны о точках г.рихааток rujc/ie )идения пластин, на 4 И - пячало процесса спарки: на фиг, 4 и j - и|/1клог)амм11 процесса прихватки 1т, ;аст11П с гарантированными зазорами более и менее 1 мм гпогветстиенно,
СпосоЬ изг . 1 увлени) многос/юйных конг г|.) oryuiuci следую1иим образом. П(;е,Д ар:1гельно собирают пластины 1 бе . зазора меж/г-/ ними (фиг 1), распола- ают по их торцам электроды 2, возбуждают дугу 3 между элeкгpo/ aми и пластинами и каиодяг ванны 4 и1И)иной В П{)с, 1е наведения сварочных ван1 4 пластины 1 разводят в riporiiBonof 0 iU ;х мапр,илениях со скоро - сгью УД на величину, COOTB. вующую ве- ;р,7чипе необх :/ 1(г.-.О1 (з raiJa:-i; иропашюго .-зазора , :
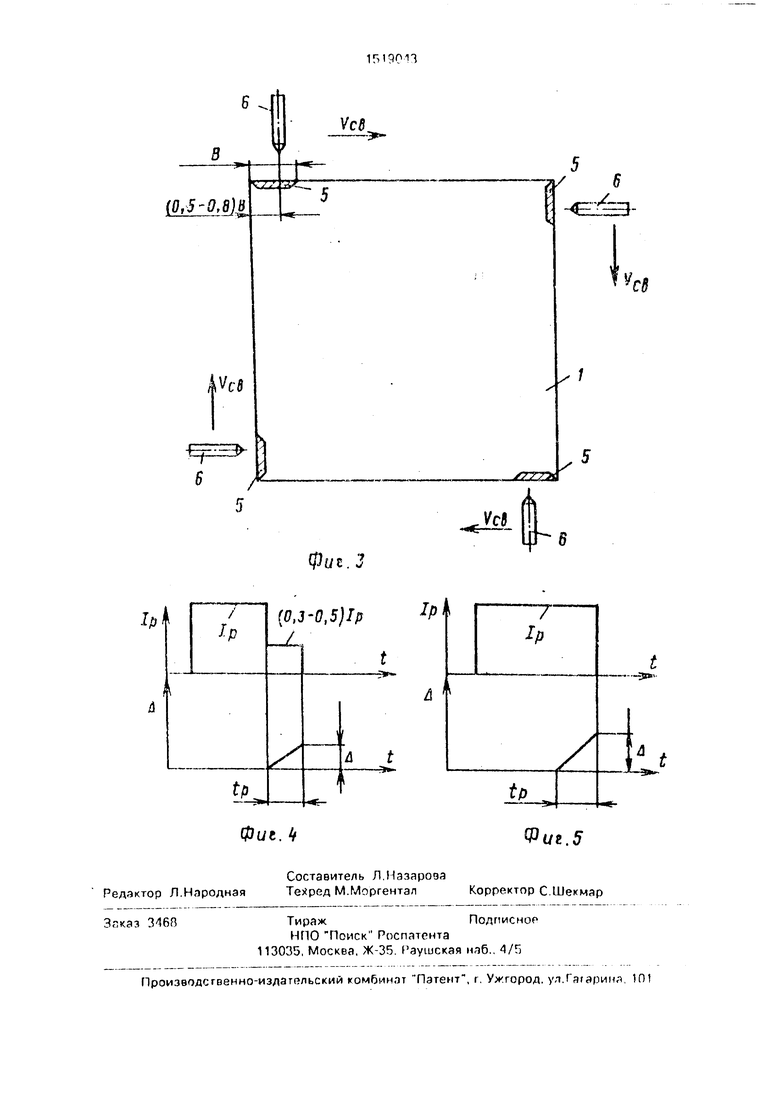
|ОСле кри,(,пчпи..и1и ста.пла ванн 4 пол-уи ч:1| iipi/iXDtiTKH 5 и со( p, inHi.ie дега/u-i с г diKHH 1ир :м за. Ором L (fj.n 2} После -hi пол пения 1.1и.х(1гГ к и Б осуществляют иро- ц(-;сс одяонрег-1и11г ой сварки пластин I элек- гр |; ами 6, при зтс.м место н, ..| соарк /; оа :по/имак.)Т со см(;1цен1 1ем ид в ;личину (0.5- . 01 ii.nriiiiibi. в ТОМКИ прихг. с,fCH Ь в t-ia- правлепии СРОПКИ ,,в(фиг, 3) Ширина ван- Ht.,i должна не менее пяти величин заз()( а Л так как при мet(ьшeй 1иирине И ;3:,м;жен |.)азр::в ианпк. при разведении пласти,,
Велич.|Ну )азг,СлЧения |-|ластин выбирают равной или 6o;;bii e ..i греЬуегн.й величины тарзнпн. Овзнного ,чазора Л (с учетом величины усадки панны, определяег.юй экспериментальным Путем () каждом конкретном случае), а КИМ образом после кристэллиза1ин ючки Л()их1:атки получают зазор требуемой величины, : -,,1полнение Т1рихватки позволяет упростить получение общей ванны лпя cofnipaeMbix пластин, уменьи.;ит1 ее обьеп и соотоетсизенм,;) псли- чину деформации к .нстр/кции. Смещение места начала сг) н,ч вепи пну ( }.j О J)L3 обусловлено ycnntitifirni спмIIB/IPHU- (а
0
Г)
0
5
Ц
1
3
0
в Т1роц „,,се сварки, при которых силы поверхностного натяжения о максимальной степени с(тособствуют затягиванию металла над зазором. При смещении менее 0,5 В и более 0,8 В силы поверхностного натяжения не достигают величины, достаточной для за- тягивания металла над зазором, т,е, ооз- можь|ы несплавления, что снижает прочность uioa,
1 1ри гарантирова1Т11ом зазоре Д более 1 мм при разоедении пластин при рабочем оке Т1рихватки I,, силовое воздействие дуги на жидкую ванну между пластинами может привести к разрушению ванны, выливанию ее в зазор. Поэтому ток прихватки снижают до величины (0,3 0,5) величины рабочего тока прихватки IP (фиг, ), При снижении тока до величины менее 0,3 1р возможна быстрая кристаллизация ванны и образование тре- цин в месте прихватки, а тфи снижении до величины более 0,5 1р возможно разрушение ванны.
При гарантированном зазоре Дменее 1 мм сипы поверхмостното натяжения, действующие на ванну в зазоре, значительны, поэтому в этом случае ток прихватки 1р отключают после разведения пластин (фиг. 5).
При разведении пластин происходит перераспределение теплового потока в свариваемое и.делие и также возможна частичная кристаллизация ванны. Поэтому раэ .-еденив осуществляют в течение TU tp, не преныи.1ающето 0,2 времени кри- сга..лизации r(j4KH п(П 1хва1КИ, при бо/1ьших |;еличинах возможны трощины.
Примеры осуществления способа изготовления многослойных конструкций.
Пример, Способ осуществляли па . С сиальном стендг, с использованием ис- гичников сварочного тока УПС--301. Пластины размером 100x100x6 мм из титанового ( попарно укладывали друг на друга по всей плоскости без зазора и осуществляли их одновременное расплавление двумя дугами с противоположных торцов, получал cвapo ныe ванны тиириной 8 мм.
Режим прихватки следующий: ток дуги 150 Л. время горения дуги 1 с. Затем пласти- Hi.i разводили друг относительно друга на неличину 0,7 мм и дуги выключали, 1осле кристаллизащ- и зазор между пластинами составлял 0.5 мм (и соответствии с техническими ф юованиями к данным изделиям). Затем зпектроды смещали на 5 мм ti напрао- леини сеагж.и и осуществляли на ре- 4.име ток и,тульсч 150 А, ток дежуртюй п/ги 30 Л: времм импульса тока 0,3 с: время - ivy bi rr кя О 3 с i-GpijCTb сварки 20 мм/с: дл|1на ду( и 1 4 НГ.1.
Повторяя указанные операции, осуществляли сварку пакета из 4-х пластин, получая готовое изделие.
П р и м е р 2. Патент изготавливали также, как описана в примере 1. но разведение пластин осуществляли в течение времени 0.1 с, составляющего 0,2 времени кристаллизации точки прихватки.
П р и м е р 3. Пакет изготавливали также, как описано в примере 1. но зазор полу)апи 1,2 мм при разведении пластин на 1.5 мм и при этом ток прихватки снижали до величины 50 А. На изготовленных таким образом пакетах контролировали зазор между пла;Формула изобретения
; 1. СПОСОБ ИЗГОТОВЛЕНИЯ СВАР
:ных многослойных КОНСТРУКЦИЙ.
преимущественно в оиде многослойного пакета пластин. заключаюа(ийся в сборке пластин и последующей одновременной сварке по всем торцам пакета, отличающийся тем, что, с целью повышения качества путем получения гарантированного зазора между пластинами и уменьшения деформации пакета, пластины собирают без зазора, прихватывают их по торцам, наводя ванну шириной не менее 5 величин гарантированного зазора, после чего пластины разчодят друг относительно друга на величину, соответствующую величине гарантированно го зазора, и после кристаллизации точек прихватки осуществляют
стинами и величину деформации, которые были в пределах допустимых величин.
Данный способ изготооления многослойных конструкций поззолчет получить пакеты без деформации с иоеспечением заданного зазора между отдельными пластинами.
Способ повышает качество изготавли- оаемых изделий.
(56) Патент Японии 56-22633. кл. В 23 К 9/16. 1981.
Авторское свидетельство СССР N3 1345499, кл, В 23 К 9/16, 1986.
15
сварку, смещая место начала сварки на величину 0,5 - 0,8 ширины точки прихватки о 20 направлении сварки.
2.Способ по П.1, отличающийся тем, что при гарантированном зазоре более 1 м при разведении пластин ток прихватки снижают до величины 0,3 - 0,5 величины
рабочего тока прихватки.
3.Способ по П.1, отличающийся тем. что при гарантированном зазоре менее 1 мм ток прихватки отключают после развс2Q дения пластин.
4.Способ по П.1, отличающийся тем, что разведение пластин осуществляют в
, течение времени, не превышйющего 0,2 времени кристаллизации точки прихватки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной конструкции | 1986 |
|
SU1345499A1 |
| Способ многодуговой сварки неплавящимся электродом | 1986 |
|
SU1349923A1 |
| Способ получения сплава | 1978 |
|
SU776814A1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| Способ дуговой сварки труб | 1980 |
|
SU903039A1 |
| Способ дуговой сварки вертикально установленных труб | 1980 |
|
SU948587A1 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛИНГА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ | 2008 |
|
RU2395376C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
Изобретение относится к с-вэр, ь nacn ccrvi к способам по)1учения конструкций, имеющих гарантированный зазор между элементами, и может найти применение в энергетической, радиогехн1 ческой, электротехнической и других отраслях яарсдм ог ; хозяйства Целью изобретения является ncshjiijc- ниэ качества изготовления констр) за счет получения гарантированного зазора и уменьшения деформаций изделия. Для этого плааины 1 co6i.iроют без зазора Прихватывают iix по торцлм с наведением ванны 4. После ванчы тоебуе-- мого размера В пластины разводят на величину га- рЗ:Яироса1:ного зазора После криста 1пизаци -; .ы non/iaiO f точки прихаатки и осуществляют гоарлу лластин по торцу, Мачало смещают (ij величину (0,(з.0.0) ширины точки прихва1ки Это обусловлено условиями сплавления зазора с процессе сварки, при которых силы псверлиосигл и тяжеь ия в максимальной степени способствуют за тягиванию металла над зазором. Пол-.ение прихватки данным а;особом позволяет упростить получение общей оанны для собираемых пластин, уменьшить ее объем и соответственно 1 личи1 у деформации конструкции. Ззп. ф-пы, 5ил
фик, 2
фус. J
I
5 / 6
p
/
P
