134
ленно ти. Цель изобретения повышение производительности и качества. На валу- шпинделя 7 расположены под углом о( 90° два выступа 8, 9, два паза 10, 11 и два диска 12, 13, которые контактируют с перекл}очателями 4, 15, закрепленными на корпусе шпинделя 7. На шпинделе 7 также закреплена оправка. Переключатель 14 служит для выдачи сигнала на распределители фиксации шпинделя 7 с оправкой и сварочной головки перед сваркой 1-го внутреннего витка магнитопровода, при этом иток амортизатора 16 заходит под
1
Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть использовано в электротехнической, радиотехнической и приборостроительной отраслях промьшшен- ности.
Целью изобретения является повьше ние производительности и качества ,магнитопроводов.
На фиг .Л показано предлагаемое устройство, общий ВИД1 на. фиг.2 - ви А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - схемы приварки первого внутреннего витка магнитопрово™ да (а. - исходное положение, б - положение шпинделя и сварочной головки в момент сварки); на фиг.З - схема приварки наружного витка магнитопро- вода.
Устройство для изготовления витых ленточных магнитопроводов состоит из механизма 1 резки и подачи ленты,, механизма 2 поджима, сварочной головки 3 механизма 4 съема оправки 5, привода 6 и шпинделя 7.
На валу шпинделя 7 расположены под углом 90°два выступа 8 и 9, пазы 10 и 11 и два диска 12 и 13, которые контактируют с переключателя :ми 14 и 15, закрепленными на корпусе шпинделя 7. На шпинделе 7 также закреплена оправка 5 (фиг.1). Диск 12 :контактирует с переключателем 15, а диск 13 - с переключателем 14, Последний служит для выдачи сигнала на распределители фиксации шпинделя 7
04
выступ 9, а клин 17 - в паз II. Шпиндель 7 фиксируется под тупьгм углом od к первоначальному положению. После этого приваривается 1-й виток магни- топровода.. Переключатель 15 выдает сигнал на пневмораспределители фиксации шпшщеля 7 и сварочной головки по окончании формообразования магни- топровода, при этом шток амортизатора 16 заходит под выступ 8, а клин 17 - в паз 10. Шпиндель фиксируется в Исход но 1 положении. Происходит приварка наружного витка магни- топровода, 5 ип
с оправкой 5 и сварочной головки 3 перед сваркой первого внутреннего витка магнитопроводау а переключатель 15 - для выдачи сигнала на рас- 5 пределители фиксации шпинделя 7 с оправкой 5 перед сваркой наружного вит -ка магнитопровода. Ниже вала шпинде- ля 7 расположены амортизатор 16 и клин I7j связанные с пневмоцилиндра ми 18 и 19 и фик сирующие шпиндель, в определенном положении.
Устройство работает следующим образом.
В исходном положении шпиндель 7
зафиксирован. Шток амортизатора 16 упирается в выступ 8, а клин 17 находится в пазу 10. Механизм 1 резки и подачи ленты подает ленту 20 в зону навивки.Ролик механизма 2 поджима
прижимает ленту 20 к оправке 5, фиксируя ее на штыре 21, которьй расположен в оправке б. Воздзлх поступает в полости цилиндров 18 и 19, Ци- ли ндр 18 вьгоодит шток амортизатора 1 из-под выступа В, а цилиндр 19 выводит клин 17 из паза 10. Вал-шпинделя 7 расфиксируется и начинает вращаться. После первого оборота шпинделя 7 диск 13 контактирует с пере ключателем 14, которьй вьщает сигнал на пневмораспределители фиксации шпинделя 7 и сварочной головки 3, Воздух одновременно поступает в полости цилиндров 18 и 19 фиксации
35 шпинделя 7 и в полость цилиндра сварочной головки 3. Цилиндр 18 заводит шток амортизатора 16 под высг
25
313
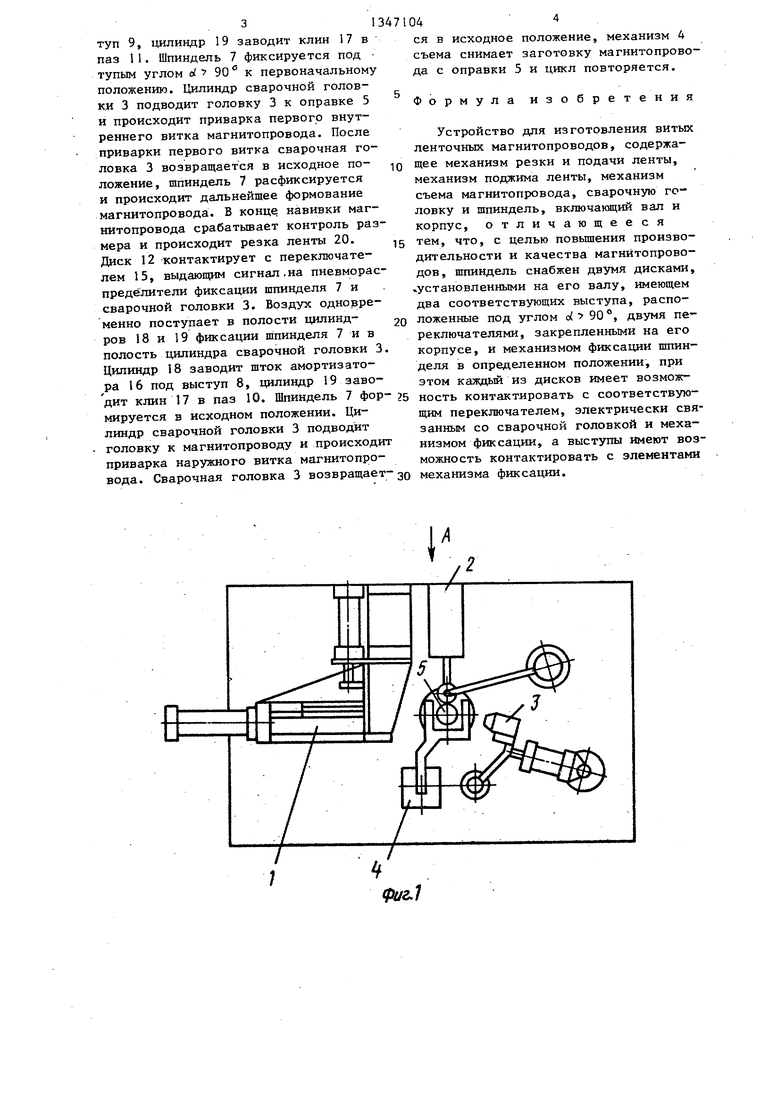
туп 9, цилиндр 19 заводит клин 17 в паз 11. Шпиндель 7 фиксируется под тупым углом of 90 к первоначальному положению. Цилиндр сварочной головки 3 подводит головку 3 к оправке 5 и происходит приварка первого внутреннего витка магнитопровода. После приварки первого витка сварочная головка 3 возвращается в исходное по- ложение, шпиндель 7 расфиксируется и происходит дальнейшее формование магнитопровода. В конце навивки магнитопровода срабатывает контроль размера и происходит резка ленты 20. Диск 12 контактирует с переключателем 15, выдающим сигнал,на пневморас- предёлители фиксации шпинделя 7 и сварочной головки 3. Воздух одновременно поступает в полости цилинд- ров 18 и 19 фиксации шпинделя 7 и в полость цилиндра сварочной головки 3. Цилиндр 18 заводит шток амортизатора 16 под выступ 8, цилиндр 19 заво- дит клин 17 в паз 10. Шпиндель 7 фор- мируется в исходном положении. Цилиндр сварочной головки 3 подводит головку к магнитопроводу и происходит приварка наружного витка магнитопровода. Сварочная головка 3 возвращает04 4 ся в исходное положение, механизм 4 съема снимает заготовку магиитопрово да с оправки 5 и цикл повторяется.
Формула изобретения
Устройство для изготовления витых ленточных магнитопроводов, содержащее механизм резки и подачи ленты, механизм поджима ленты, механизм съема магнитопровода, сварочную головку и шпиндель, включакщий вал и корпус, отличающееся тем, что, с целью повышения производительности и качества магнитопроводов, шпиндель снабжен двумя дисками, установленными на его валу, имеющем два соответствующих выступа, расположенные под углом о( 90°, двумя переключателями, закрепленными на его корпусе, и механизмом фиксации шпинделя в определенном положении, при этом каждьм из дисков имеет возможность контактировать с соответствующим переключателем, электрически связанным со сварочной головкой и механизмом фиксации, а выступы имеют возможность контактировать с элементами механизма фиксации.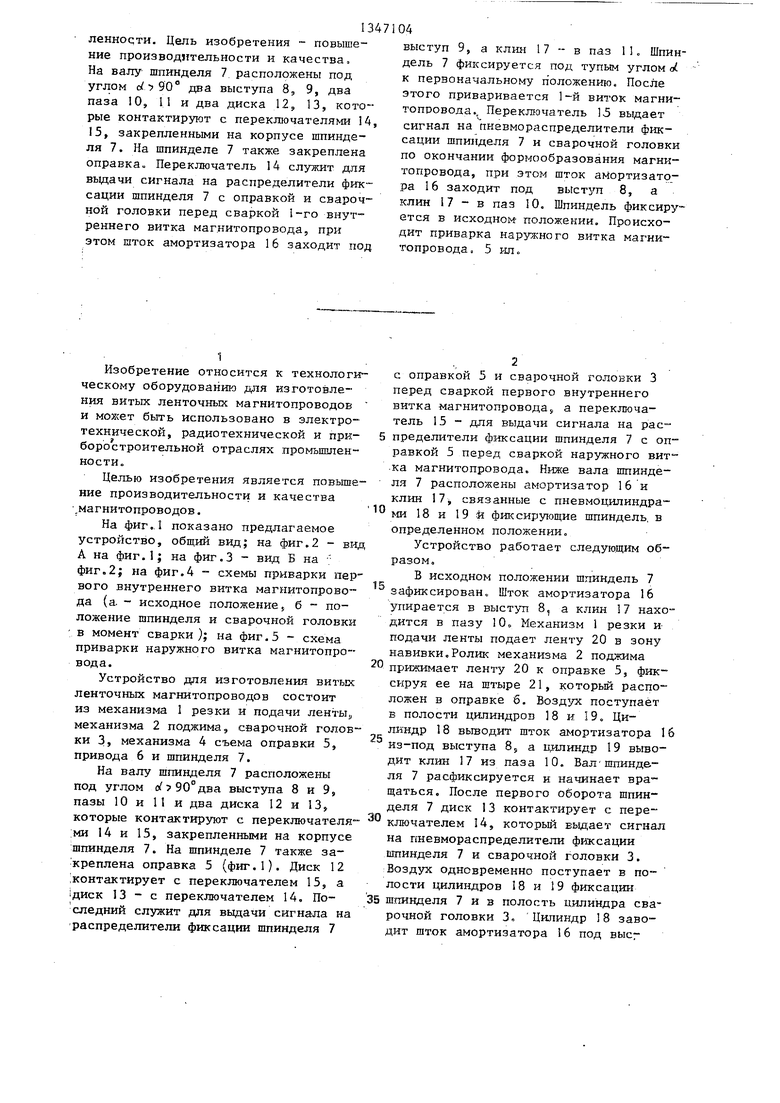
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1987 |
|
SU1495863A2 |
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1352545A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU1026177A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317499A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1210149A1 |
| Устройство для навивки ленточных магнитопроводов | 1985 |
|
SU1304097A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для навивки магнитопроводов | 1975 |
|
SU610195A1 |


Изобретение относится к технологическому оборудованию для Изготовления витых ленточных магнитопрово- дов и может быть использовано в электротехнической, радиотехнической, приборостроительной областях промышМ (О со 4 4 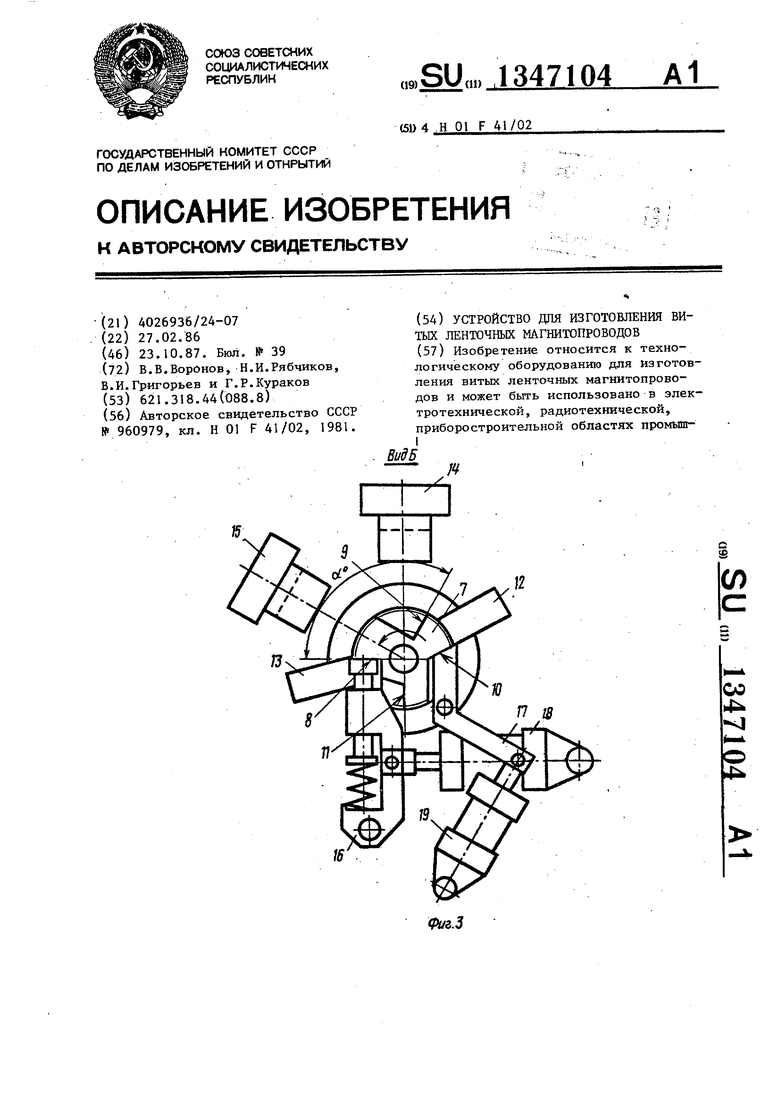
Фиг.1
Фиг. 2
JJMMXM/MfMff/
3
Редактор О.Головач
Составитель В.Пьшпсина Техред А.Кравчук
Заказ 5123/48 Тираж 696Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и otкpытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг,5
Корректор Л.Пипипенко
