кой 10 перемещается до винтов 14, после чего механизм сварочной головки подводится к оправке с навить магнитопррводом и происходит приварка внутреннего витка в одной точке. Затем каретка 8 поднимается до винта 15, механизм сварочной головки подводится вновь к оправке с магни-
топроводом и происходит приварка внутреннего витка в другой точке. В конце навивки шпиндель фиксируется и аналогично происходит «приварка наружного витка в нескольких точкйх, что повьппает монолитность магнитопрово- да, 3 ил.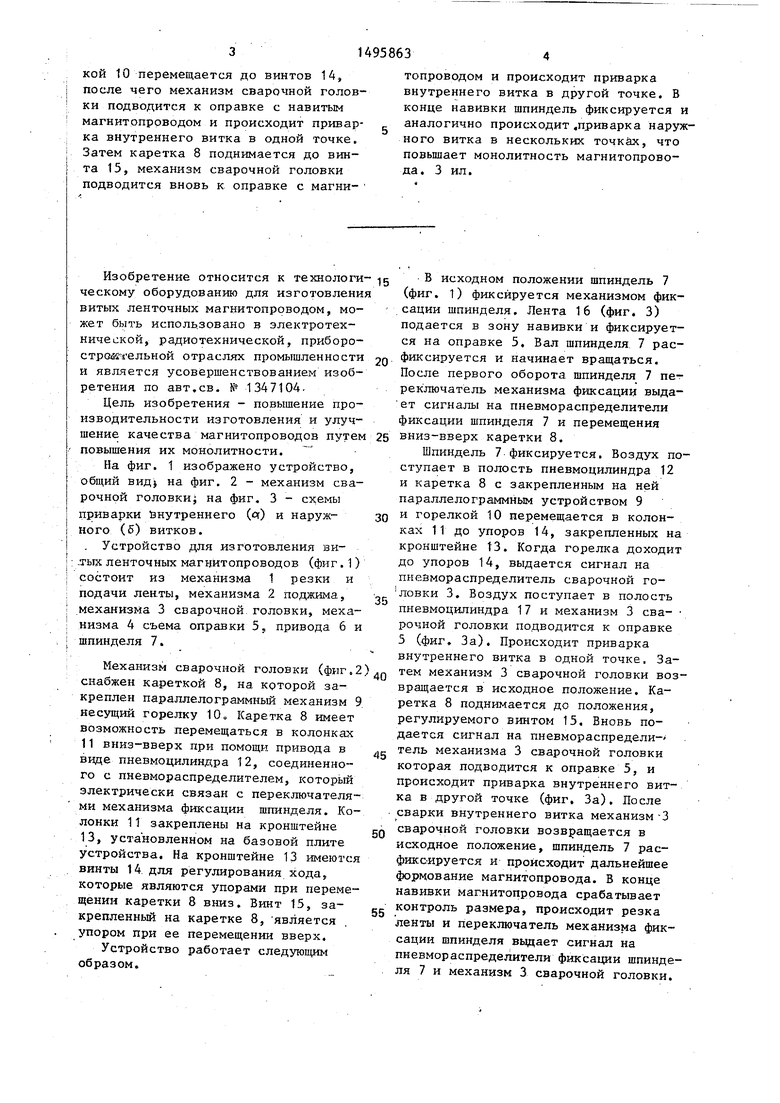
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1347104A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1352545A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Устройство для навивки ленточных магнитопроводов | 1985 |
|
SU1304097A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317499A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
Изобретение относится к электротехнике, радиотехнике и приборостроении и может быть использовано при изготовлении витых ленточных магнитопроводов. Цель изобретения - повышение производительности изготовления и улучшения качества магнитопроводов путем повышения их монолитности. Сущность: механизм сварочной головки снабжен кареткой с приводом ее возвратно-поступательного перемещения с регулируемым ходом, несущей параллелограммный механизм, при этом горелка сварочного механизма установлена на параллелограммном механизме, а привод каретки электрически связан с переключателями механизма фиксации шпинделя. 2 ил.
20
25
30
35
Изобретение относится к технологи- -jg ескому оборудованию для изготовления итых ленточных магнитопроводом, моет быть использовано в электротехической, радиотехнической, приборо- cтpo4S seльнoй отраслях промышленности и является усовершенствованием изобретения по авт.св. № 1347104.
Цель изобретения - повышение производительности изготовления и улучшение качества магнитопроводов путем повышения их монолитности.
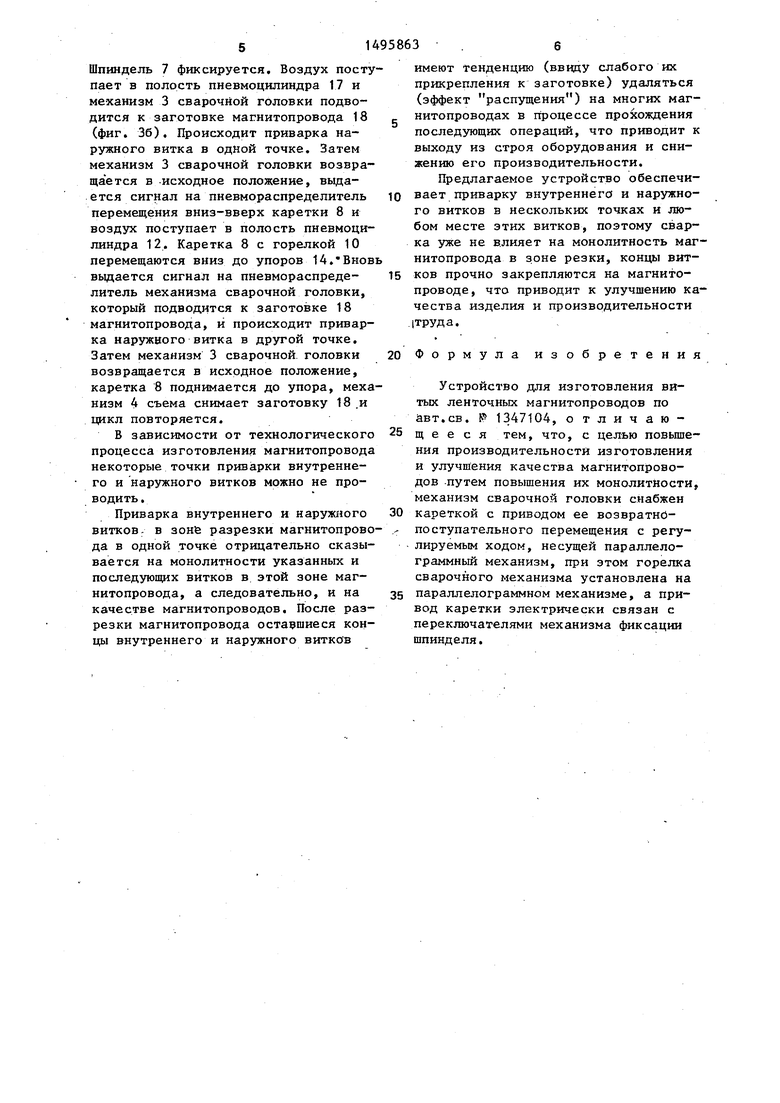
На фиг. 1 изображено устройство, общий ВИД} на фиг. 2 - механизм сварочной головкиi на фиг. 3 - схемы приварки внутреннего (от) и наружного (б) витков.
Устройство для изготовления ви- -тых ленточных магнитопроводов (фиг. 1) состоит из механизма 1 резки и подачи лекты, механизма 2 поджима, механизма 3 сварочной головки, механизма 4 съема оправки 5, привода 6 и шпинделя 7.
Механизм сварочной головки (фиг.2)д снабжен кареткой 8, на которой закреплен параллелограммный механизм 9 несущий горелку 10„ Каретка 8 имеет возможность перемещаться в колонках 11 вниз-вверх при помощи привода в ввде пневмоцилиндра 12, соединенного с пневмораспределителем, который электрически связан с переключателями механизма фиксации шпинделя. Колонки 11 закреплены на кронштейне 13, установленном на базовой плите устройства. На кронштейне 13 имеются винты 14 для регулирования хода, которые являются упорами при перемещении каретки 8 вниз. Винт 15, за- креплеиньй на каретке В, является упором при ее перемещении вверх.
Устройство работает следующим образом.
45
50
55
0
5
0
5
g
д
5
0
5
В исходном положении шпиндель 7 (фиг. 1) фиксируется механизмом фиксации шпинделя. Лента 16 (фиг. 3) подается в зону навивки и фиксируется на оправке 5. Вал шпинделя 7 рас- фиксируется и начинает вращаться. После первого оборота шпинделя 7 переключатель механизма фиксации выда- ет сигналы на пневмораспределители фиксации шпинделя 7 и перемещения вниз-вверх каретки 8.
Шпиндель 7 фиксируется. Воздух поступает в полость пневмоцилиндра 12 и каретка 8 с закрепленным на ней параллелограммным устройством 9 и горелкой 10 перемещается в колонках 11 до упоров 14, закрепленных на кронштейне 13. Когда горелка доходит до упоров 14, выдается сигнал на пнеВмораспределитель сварочной го- ловки 3. Воздух поступает в полость пневмоцилиндра 17 и механизм 3 сва- рочной головки подводится к оправке 5 (фиг. За). Происходит приварка внутреннего витка в одной точке. Затем механизм 3 сварочной головки возвращается в исходное положение. Каретка 8 поднимается до положения, регулируемого винтом 15. Вновь подается сигнал на пневмораспредели- тель механизма 3 сварочной головки которая подводится к оправке 5, и происходит приварка внутреннего витка в другой точке (фиг. За). После сварки внутреннего витка механизм -3 сварочной головки возвращается в исходное положение, шпиндель 7 рас- фикоируется и происходит дальнейшее формование магнитопровода. В конце навивки магнитопровода срабатывает контроль размера, происходит резка ленты и переключатель механизма фиксации шпинделя вьщает сигнал на пневмораспределители фиксации шпинделя 7 и механизм 3 сварочной головки.
Шпиндель 7 фиксируется. Воздух поступает в полость пневмоцилиндра 17 и механизм 3 сварочной головки подводится к заготовке магнитопровода 18 (фиг. 36). Происходит приварка наружного витка в одной точке. Затем механизм 3 сварочной головки возвра- ща ется в исходное положение, вьща- ется сигнал на пневмораспределитель перемещения вниз-вверх каретки 8 и воздух поступает в полость пневмоцилиндра 12. Каретка 8 с горелкой 10 перемещаются вниз до упоров 14. Внов выдается сигнал на пневмораспределитель механизма сварочной головки, который подводится к заготовке 18 магнитопровода, и происходит приварка наружного витка в другой точке. Затем механизм 3 сварочной головки возвращается в исходное положение, каретка 8 поднимается до упора, механизм 4 съема снимает заготовку 18.и цикл повторяется.
В зависимости от технологического процесса изготовления магнитопровода некоторые точки приварки внутреннего и наружного витков можно не проводить.
Приварка внутреннего и наружного ВИТКОВ- в зоне разрезки магнитопровода в одной точке отрицательно сказывается на монолитности указанных и последующих витков в этой зоне магнитопровода, а следовательно, и на качестве магнитопроводов. После разрезки магнитопровода оставшиеся концы внутреннего и наружного витков
имеют тенденцию (ввццу слабого их прикрепления к заготовке) удаляться (эффект распущения) на многих маг- нитопроводах в процессе прохождения последующих операций, что приводит к выходу из строя оборудования и снижению его производительности.
Предлагаемое устройство обеспечи10 вает приварку внутреннего и наружного витков в нескольких точках и любом месте этих витков, поэтому сварка уже не влияет на монолитность магнитопровода в зоне резки, концы вит15 ков прочно закрепляются на магнито- проводе, что приводит к улучшению качества изделия и производительности .|труда.
20 Формула изобретения
5
Устройство для изготовления витых ленточных магнитопроводов по авт.св. Р 1347104, о тличаю- щ е е с я тем, что, с целью повышения производительности изготовления и улучшения качества магнитопроводов путем повышения их монолитности, механизм сварочной головки снабжен кареткой с приводом ее возвратно- поступательного перемещения с регулируемым ходом, несущей параллело- граммный механизм, при этом горелка сварочного механизма установлена на параллелограммном механизме, а привод каретки электрически связан с переключателями механизма фиксации шпинделя.
0
5
фие. 1
18
Фиг.5
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
