to
15
20
25
11352545
Изобретение относится к технолоическому оборудованию для изготовения витых ленточных магнитопрово- ов и может быть использовано в Электротехнической радиоэлектронной приборостроительной отраслях промышенности.
Цель изобретения - автоматизация изготовления магнитопроводов путем ориентированного съема и выноса заготовок и повышение производительности.
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - механизм выноса (узел I на фиг. 1); на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - вид Б на фиг. 4.
Устройство для изготовления витых ленточных магнитопроводов (фиг. 1 и 2) состоит из механизма 1 резки и подачи ленты, механизма 2 поджима, шпинделя 3, привода 4, сварочной головки 5, механизма 6 съема, лотка 7. На каретке 8 механизма 1 резки и подачи ленты (фиг. 5) установлен кронштейн 9 с пневмодилиндром 10,мембранным пневмоприводом 11 одностороннего действия и штангой 12,на конце которой соосно со шпинделем 3 установле- на с возмолсностью поворота на 90 от пневмоцилиндра 10 через тягу 13 (фиг. 3) и одноплечий рычаг 14,втулка 15, в которой расположена с возможностью поступательного перемещения от мембранного пневмопривода 11 и пружины 16 (фиг. 4) через двупле- чж рычаг 17 ось 18 с закрепленной на ней оправкой 19 (фиг. 4 и 5-) .
Устройство для изготовления витых ленточных магнитопроводов работает следующим образом. I
Толкатель,закрепленный на карет-, ке 8 механизма 1 резки и подачи ленты (фиг. 2)5 подает ленту в зону навивки на заправку. Ролик механизма 2 поджима прижимает ленту к оправке, надевая ее на штырь оправки.Толкатель механизма резки и подачи ленты отходит назад, включается шпиндель. При достижении магнитопроводом . заданного размера происходит остановка шпинделя 3 и приварка последнего витка сварочной головкой 5 (фиг. 1). После отхода сварочной головки 5 в исходное положение одновременно срабатывают механизм 6 съема и мембранный пневмопривод 11,
ГС
30
35
40
45
50
5
0
5
который, нажимая на двуплечий рычаг
I7 . (фиг. 5), перемещает навстречу магнйтопроводу ось 18 с оправкой 19. Магнитопровод сталкивается съемником 6 на оправку 19. Начинается новый цикл.. Каретка 8 механизма 1 резки и подачи ленты вновь подает ленту на заправку. С кареткой 8 перемещается и кронштейн 9 с закрепленными на нем пневмоприводами 10 и
IIи штангой 12, на конце которой находится оправка 19 с навитым магнитопроводом. Магнитопровод выносится из зоны навивки. Одновременно с приводом перемещения каретки 8 срабатывает пневмоцилиндр 10 (фиг. 3), который через тягу 13 и одноплечий рычаг, 14 поворачивает на 90 втулку 15, а следовательно, и ось 18 с оправкой.19 и магнитопроводом. Магнитопровод в ориентированном положении устанавливается на лоток 7 (фиг. 1). Срабатывает мембранный пневмопривод 11 (фиг. 5), и пружина 16
отводит назад ось 18 с оправкой 19, Магнитопровод остается на лотке.Каретка 8 отходит назад, отводя толкатель подачи ленты и оправку 19 с одновременным поворотом на 90° в исходное положение.Цикл.продолжается .
Формула изобретен.и я
Устройство для изготовления витых ленточных магнитопроводов,содержащее привод, шпиндель,механизм поджима, головку сваро,чную, механизм резки и подачи ленты, включающий каретку, отличающееся тем, что, с целью автоматизации изготовления магнитопроводов путем ориентированного съема и выноса заготовок и повышения производительности,механизм резки и подачи ленты снабжен кронштейном,установленным на каретке и несущим штангу с втулкой на конце, внутри которой установлена ось с оправкой для приема магнито- провода со шпинделя, два пневмопривода, тягу, шарнирно связанную с одним из них и с одноплечим рычагом, закрепленным на втулке для ее поворота, двуплечий подпружинеиньш С поворотный рычаг, одно плечо которого имеет возможность взаимодействия со штоком другого пневмопривода, а другое - с ооью, установленной во втулке для ее осевого перемещения.
0
5
0
5
0
фиг.
quue.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU1026177A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1347104A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1210149A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1987 |
|
SU1495863A2 |
| Устройство для нанесения покрытия на ленту | 1977 |
|
SU735656A1 |
| Устройство для разрезки кольцевых магнитопроводов | 1976 |
|
SU660105A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
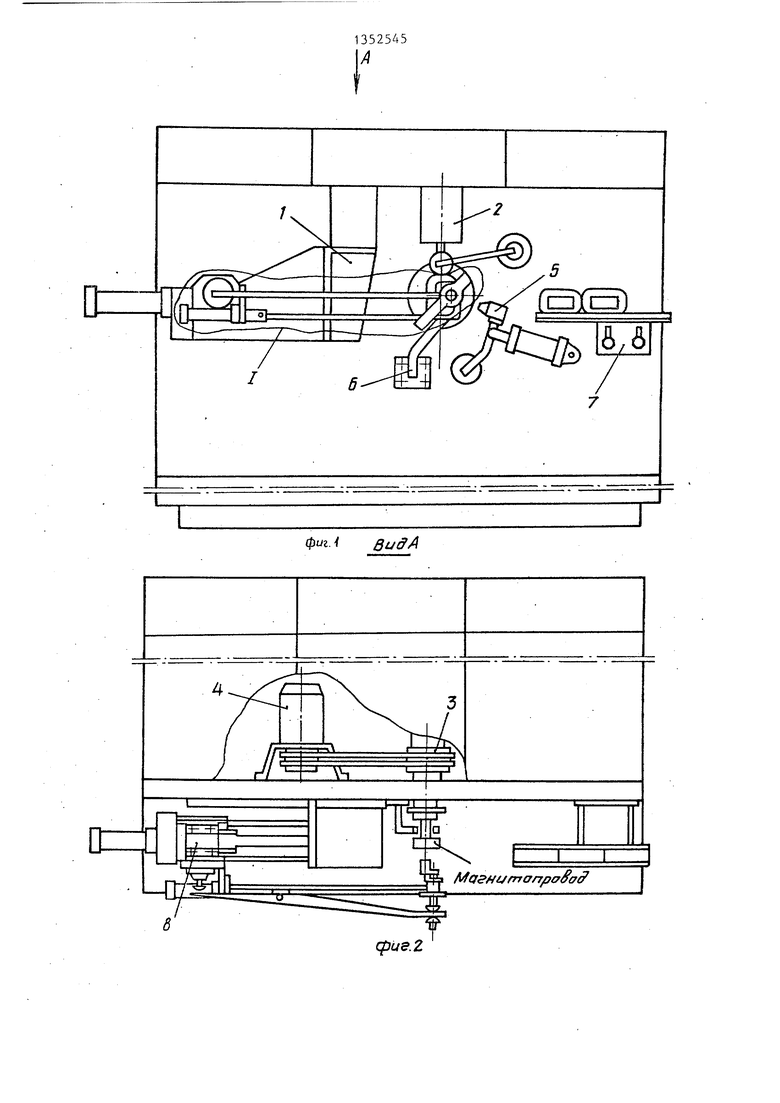
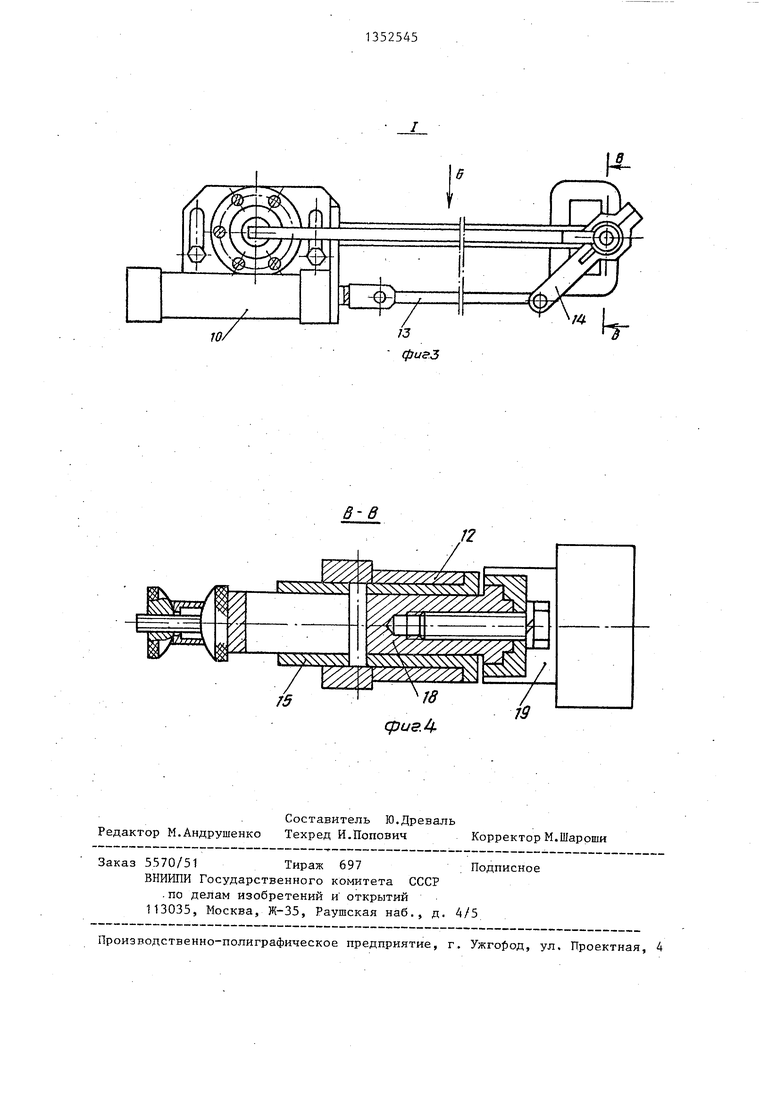
Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопрово- дов и может быть использовано в электротехнической, радиоэлектронной отраслях промышленности. Целью изобретения является автоматизация изготовления магнитопроводов путем ориентированного съема и выноса заготовок и повышение производительности. Навитый магнитопровод сталкивается съемником 6 на оправку 19. Одновременно с приводом перемещения каретки 8 механизма резки и подачи ленты срабатывает пневмоцилиндр 10, который через тягу 13 и одноплечий рычаг 14 поворачивает на 90° ось 18 с оправкой 19 и магнитопроводом. Магнитопровод в ориентированном положении устанавливается на лоток. Срабатывает мембранный пневмопривод 11 и рычаг 17 отводит назад ось 18 с оправкой 19. Магнитопровод остается на лотке. Каретка 8 отходит назад,, отводя толкатель подачи ленты и оправку 19 с одновременным поворотом ее на 90 в исходное положение. 5 ил. С/) 4- -Ь 8uff6 г
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект станка Schumann Band- kernen-Wichd maschin, № 4020, 1978. | |||
