1
Изобретение относится к автоматическому Нанесению покрытий распылением и может быть использовано для окрашивания крупногабаритных изделий со сложным как симметричным, так и несимметричным рельефом поверхности, является усовершенствованием устройства по авт. св. № 1304902.
Целью изобретения является расширение технологических возможностей.
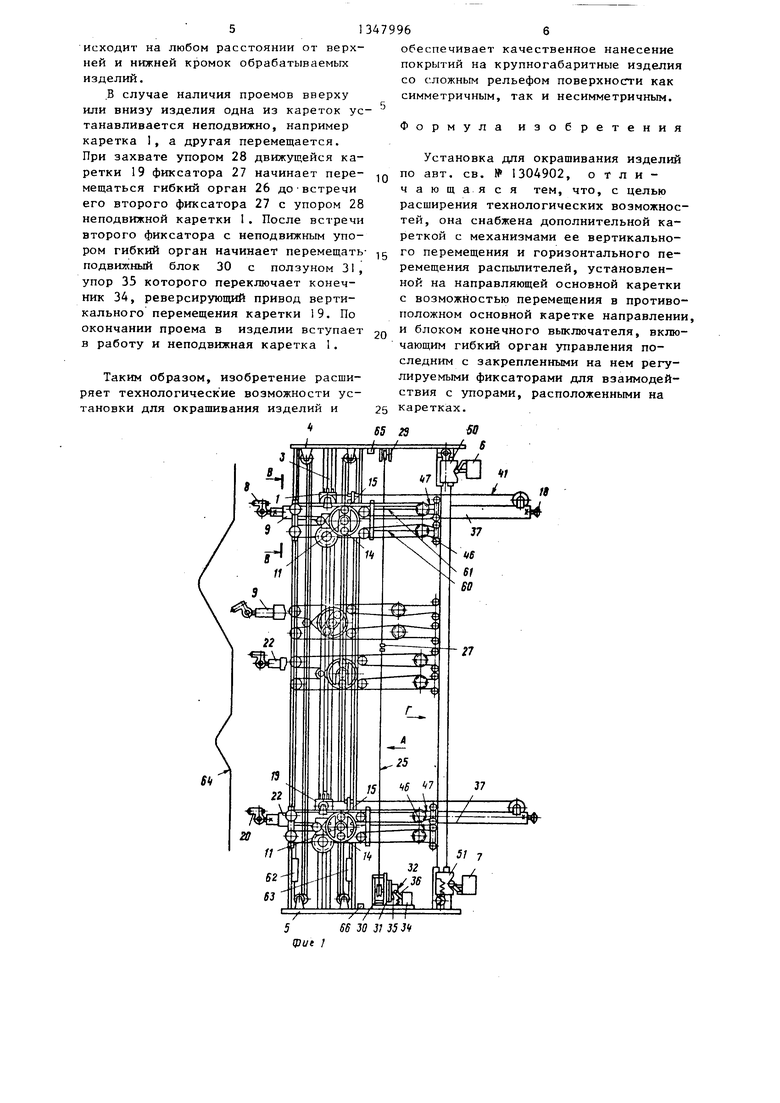
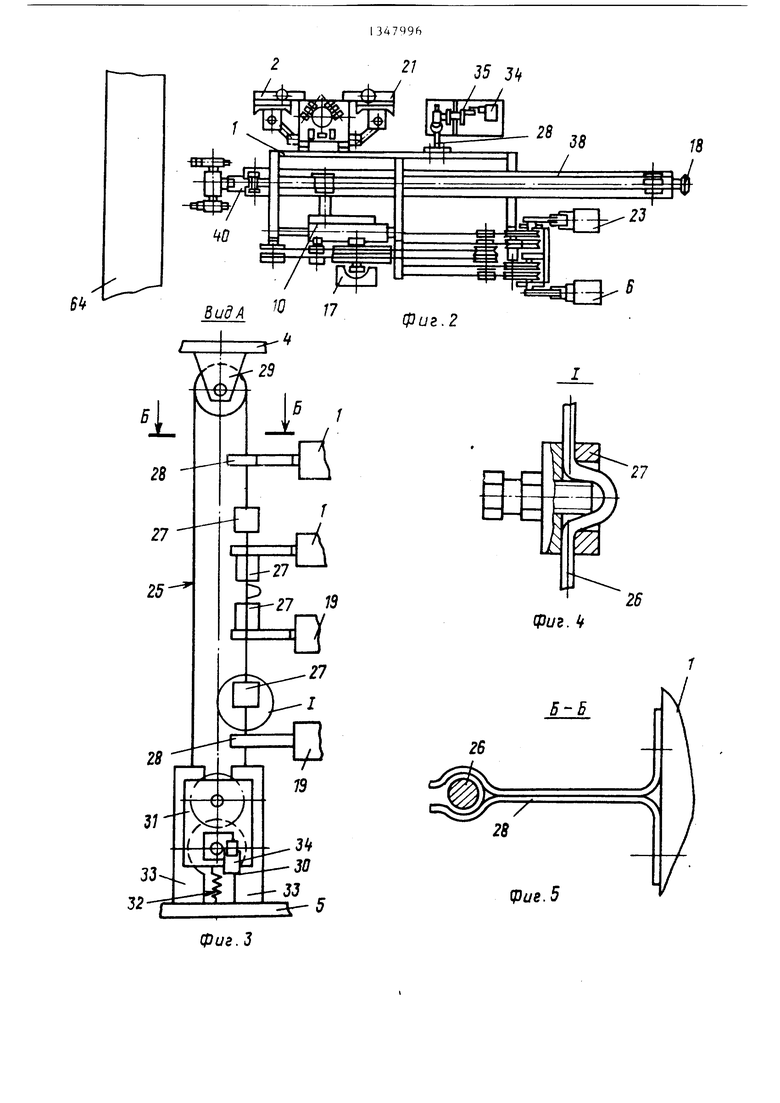
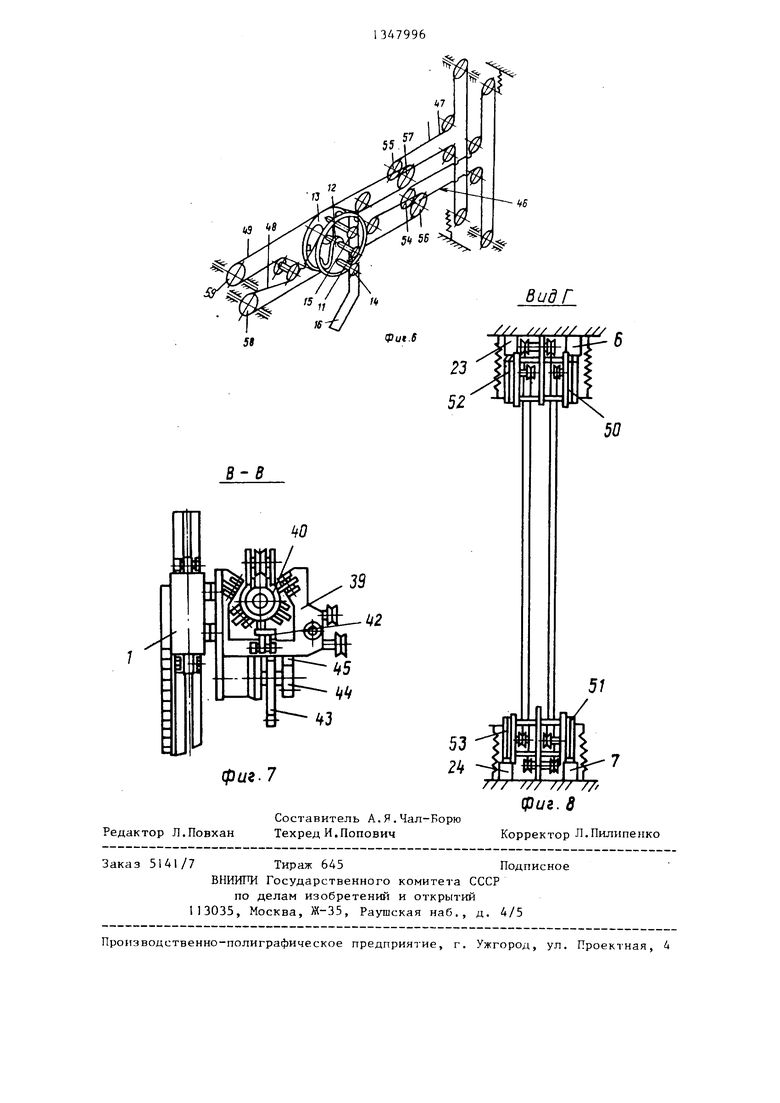
На фиг. 1 изображена установка для окрашивания изделий, общий вид; на фиг. 2 - то же, план; на фиг. 3 - вид А на фиг. 1 (блок конечного выключателя); на фиг. 4 - узел I на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3; на фиг. 6 - схема механизма горизонтального перемещения распылителей; на фиг. 7 - сечение В-В на фиг. 1; на фиг. 8 - вид Г на фиг. 1.
Установка для окрашивания изделий содержит каретку 1 с механизмом 2 ее вертикального перемещения вдоль направляющей 3, установленной между верхним основанием 4 и нижним основанием 5, выполненным в виде гидропривода, включающего в свою гидросистему дроссели 6 и 7; распылители 8 с механизмом 9 их горизонтального перемещения, включающим ползун 10 с закрепленным на нем роликом 11, на оси которого установлены блоки-обоймы 12 и 13 с закрепленными на них дополнительными роликами 14 и 15, взаимодействующими как и ролик 11 с копиром 16 программоносителя 17, соединенного с системой опознания изделий (не показана), и механизмом 18 поворота их (распылителей в вертикальной плоскости.
3
трубы 38, соединенной с последней . трособлочной системой 41. Во внутренней трубе 40 установлен механизм 18 поворота распылителей, жестко закрепленный одним концом, несущим распылители, на внутренней трубе, а другим - на наружной трубе 38. На последней 40 закреплена рейка 42, контактирующая с шестерней 43, сидящей на одной оси с шестерней 44, находящейся в зацеплении с рейкой 45, закрепленной на ползуне 10.
Изменение скорости вертикального перемещения кареток 1 и 19 при обработке изогнутых участков изделий и горизонтальное перемещение распылителей осуществляется с помощью тросо45
Дпя обеспечения обработки протяженных по высоте изделий путем раздельной обработки их верхней и нижней частей установка снабжена дополнительной кареткой 19 и распылителями 20 с механизмом 21 ее вертикального перемещения и механизмом 22 горизонтального перемещения распылителей. Q блочных систем 46, 47 и 48, 49. Тро- Механизм 22 вертикального перемещения соблочные системы 46 и 47 связаны че- каретки 19 выполнен так же, как и каретка 1, в виде гидропривода, включающего в свою гидросистему дроссели 23 и 24. Каретка 19 установлена на цд рез кулачки 52 и 53 - с дросселями 23 одной направляющей 3 с кареткой 1с и 24 механизма 21 вертикального перевозможностью пермещения юс в противоположных направлениях. Конструктивно механизмы вертикального 21 и горизонрез кулачки 50 и 51 с дросселями 6 и 7 гидросистемы механизма 2 вертикального перемещения каретки 1, а чемещения каретки 19, при этом тросы трособлочных систем 46 и 47 охватывают подвижные блоки 54 и 55, на одной
Ь
10
20
79962
тального 22 перемещений каретки 19 идентичны механизмам 2 и 9 каретки I. Реверсирование кареток 1 и 19 после их встречи в промежуточном положении осуществляется блоком 25 конечного выключателя, включающий гибкий орган 26 управления последним с закрепленными на нем регулируемыми фиксаторами 27, служащими для взаимодействия с упорами 28, закрепленными на каретках 1 и 19. Гибкий орган пропущен через отверстия в упорах 28 и охватывает с одной стороны неподвижный g блок 29, закрепленный на верхнем основании 4, и подвижный блок 30 - с другой стороны, закрепленный на ползуне 31, подпружиненном пружиной 32 в направлении перемещения последнего, установленного в направляющих 33, закрепленных на нижнем основании 5 вместе с конечным выключателем 34. Ползун 31 имеет упор 35, контактирующий с роликом 36 выключателя 34.
Механизм горизонтального перемещения распылителей каждой каретки имеет телескопическую руку 37, состоящую из наружной трубы 38, установленной подвижно в опорах качения на кронштейне 39, закрепленном на каретках,
внутренней трубы 40, установленной
I
подвижно в опорах качения наружной
трубы 38, соединенной с последней . трособлочной системой 41. Во внутренней трубе 40 установлен механизм 18 поворота распылителей, жестко закрепленный одним концом, несущим распылители, на внутренней трубе, а другим - на наружной трубе 38. На последней 40 закреплена рейка 42, контактирующая с шестерней 43, сидящей на одной оси с шестерней 44, находящейся в зацеплении с рейкой 45, закрепленной на ползуне 10.
Изменение скорости вертикального перемещения кареток 1 и 19 при обработке изогнутых участков изделий и горизонтальное перемещение распылителей осуществляется с помощью тросо25
30
35
45
Q блочных систем 46, 47 и 48, 49. Тро- соблочные системы 46 и 47 связаны че- цд рез кулачки 52 и 53 - с дросселями 23 и 24 механизма 21 вертикального переблочных систем 46, 47 и 48, 49. Тро- соблочные системы 46 и 47 связаны че- рез кулачки 52 и 53 - с дросселями 23 и 24 механизма 21 вертикального перерез кулачки 50 и 51 с дросселями 6 и 7 гидросистемы механизма 2 вертикального перемещения каретки 1, а чеблочных систем 46, 47 и 48, 49. Тро- соблочные системы 46 и 47 связаны че- рез кулачки 52 и 53 - с дросселями 23 и 24 механизма 21 вертикального перемещения каретки 19, при этом тросы трособлочных систем 46 и 47 охватывают подвижные блоки 54 и 55, на одной
оси с каждьгм из которых сидят блоки 56 и 57, охватываемые тросами тро- соблочных систем 48 и 49, которые контактируют с блоками-обоймами 12 и 13 и с неподвижными блоками 58 и 59, Оба конца каждого из тросов трособлочных систем 48 и 49 закреплены на блоках 12 и 13.
Блоки 54-56 и 55-57 перемещаются по направляющим 60 и 61.
Для гашения инерционных сил каретки 1 и 1 9 соединены трособлочными системами с противовеса-ми 62 и 63.
Установка работает следующим образом.
В исходном положении каретки 1 и 19 находятся в верхнем и нижнем положениях соответственно.
20 свободно двигаться на блоках 29 и 30. При приближении кареток друг к другу осуществляется захват другого фиксатора 27 упором 28 противоположно перемещающейся каретки 1. В результате
При обработке ровных поверхностей изделий 64 каретки перемещаются навстречу друг другу с одинаковой скоростью. При изменении рельефа поверхности изделия 64 дополнительные роли- 25 встречного движения фиксаторов 27 ки 14 и 15 кареток 1 и 19 соответст- гибкий орган 26 начинает перемещать венно, обкатываясь по копиру 16 программоносителя 17, соответствующему профилю изделия, начинают отклоняться от вертикали, поворачивая блок- обойму 12 каретки 1 вправо, а блок- обойму 13 каретки 19 влево. Блокиобоймы 12 и 13, поворачиваясь, приводят в движение трособлочные систеподвижный блок 30, сидящий на ползуне 31, упор 35 которого, контактируя с роликом 36 конечного выключателя 34, 30 переключает последний, и происходит реверсирование приводов механизмов вертикального перемещения кареток. Начинается их движение в обратном направлении и каретка 1 возвращается мы 48 и 49 соответственно. При этом вверх, а каретка 19 - вниз. При воз- подвижные блоки 56 и 57 перемещаются вращении кареток фиксаторы 27 осво- по направляющим 60 и 61 влево вместе бождаются и под действием пружины 32 с сидящими на одной оси с ними блока- ползун 31 вместе с упором 35 возвра- ми 54 и 55, которые в свою очередь щается в исходное положение. В своих приводят в движение трособлочные сие- 40 крайних положениях каретки взаимодей- темы 46 и 47. Трособлочная система 46 ствуют с конечными выключателями 65 каретки 1 приводит в движение кулачок 50, который переключает дроссель 6, а трособлочная система 47 каретки 19 - кулачок 53, переключающий 5 дроссель 24, при этом уменьшается проходное сечение выходных отверстий дросселей, в результате чего замедляи 66, установленными на верхнем и нижнем основаниях 4 и 5, после чего вновь происходит их реверсирование.
Далее цикл повторяется.
При обработке изделий с симметричным рельефом поверхности встреча и реверсирование кареток осуществляются в середине изделий, так как в
ется ход штоков цилиндров гидроприводов механизмов 2 и 21 вертикального gQ этом случае скорость кареток одинако- перемещения кареток I и 19. При пере- вая. В случае обработки изделий с несимметричным рельефом поверхности, т.е. изделий, имеющих изгибы по высоте различной глубины и протяженности
ходе на участки с определенным углом кривизны устанавливается скорость кареток, необходимая для поддержания постоянной скорости перемещения рас- gg и расположенные на различном расстоя- пылителей относительно обрабатьгеаемой нии от кромок обрабатываемых изделий, поверхности. У каткдой каретки эта скорость вертикального перемещения скорость своя, зависящая от угла кри- кареток будет различной, поэтому визны.встреча и реверсирование кареток про79964
Ролик 11 каждой из кареток 1 и 19, обкатываясь по копиру 16 вслед за дополнительными роликами 14 и 15, переходит на криволинейный участок и перемещает ползун 10 вместе с рейкой 44, а через шестерни 43-42 и рейку 41 начинает горизонтально перемещаться телескопическая рука 37 каждой каретки,
10 несущая распылители 8 и 20, обеспечивая необходимьш технологический зазор относительно обрабатываемой поверхности.
Упоры 28 кареток, перемещающихся
15 навстречу друг другу, скользят вдоль гибкого органа 26. При встрече упора 28 одной из кареток, например 19, с фиксатором 27, жестко сидящим на гибком органе 26, последний начинает
20 свободно двигаться на блоках 29 и 30. При приближении кареток друг к другу осуществляется захват другого фиксатора 27 упором 28 противоположно перемещающейся каретки 1. В результате
25 встречного движения фиксаторов 27 гибкий орган 26 начинает перемещать подвижный блок 30, сидящий на ползуне 31, упор 35 которого, контактируя с роликом 36 конечного выключателя 34 переключает последний, и происходит реверсирование приводов механизмов вертикального перемещения кареток. Начинается их движение в обратном направлении и каретка 1 возвращается вверх, а каретка 19 - вниз. При воз- вращении кареток фиксаторы 27 осво- бождаются и под действием пружины 32 ползун 31 вместе с упором 35 возвра- щается в исходное положение. В своих крайних положениях каретки взаимодей- ствуют с конечными выключателями 65
и 66, установленными на верхнем и нижнем основаниях 4 и 5, после чего вновь происходит их реверсирование.
Далее цикл повторяется.
При обработке изделий с симметричным рельефом поверхности встреча и реверсирование кареток осуществляются в середине изделий, так как в
те различной глубины и протяженности
и расположенные на различном расстоя- нии от кромок обрабатываемых изделий, скорость вертикального перемещения кареток будет различной, поэтому встреча и реверсирование кареток про
исходит на любом расстоянии от верхней И нижней кромок обрабатываемых изделий.
В случае наличия проемов вверху или внизу изделия одна из кареток устанавливается неподвижно, например каретка 1, а другая перемещается. При захвате упором 28 движущейся каретки 19 фиксатора 27 начинает перемещаться гибкий орган 26 довстречи его второго фиксатора 27 с упором 28 неподвижной каретки 1. После встречи второго фиксатора с неподвижным упором гибкий орган начинает перемещать подвижный блок 30 с ползуном 31, упор 35 которого переключает конеч- ник 34, реверсирующий привод вертикального перемещения каретки 19. По окончании проема в изделии вступает в работу и неподвижная каретка I.
Таким образом, изобретение расширяет технологические возможности установки для окрашивания изделий и
4
-у г 66 30 31 35 J
0
g
обеспечивает качественное нанесение покрытий на крупногабаритные изделия со сложным рельефом поверхности как симметричным, так и несимметричным.
Формула изобретения
Установка для окрашивания изделий по авт. св. № 1304902, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена дополнительной кареткой с механизмами ее вертикального перемещения и горизонтального перемещения распылителей, установленной на направляющей основной каретки с возможностью перемещения в противоположном основной каретке направлении, и блоком конечного выключателя, включающим гибкий орган управления последним с закрепленными на нем регулируемыми фиксаторами для взаимодействия с упорами, расположенными на каретках.
fpue.5
фиг. 3
51
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окрашивания изделий | 1984 |
|
SU1304902A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU856834A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для перемещения полуфабриката в швейном полуавтомате | 1972 |
|
SU441371A1 |
| Устройство для формования изделий из бетонных смесей | 1991 |
|
SU1812107A1 |
| Устройство для шаговых перемещений груза | 1989 |
|
SU1698155A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
Изобретение относится к автоматическому нанесению покрытий распылением и может быть использовано для окрашивания крупногабаритныхизделий со сложным симметричным и несимметричным рельефами поверхности. Цель - расширение технологических возможностей. Для этого установка для окрашивания изделий снабжена основной и дополнительной каретками, причем последняя имеет механизмы ее вертикального и горизонтального перемещений распылителей и установлена на направляющей основной каретки с возможностью перемещения в противоположном Основной каретке направлении. Установка снабжена блоком конечного выключателя, включающим гибкий орган управления последним с закрепленными на нем регулируемыми фиксаторами для взаимодействия с упорами, расположенными на каретках. 8 ил. & (Л оо 4 СО ;о О5 N)
0
3
фиг- 7
/// /// /// ///
Редактор Л.Повхан
Составитель А.Я.Чал-Борю Техред И.Попович
Заказ 51А1/7 Тираж 645Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(риг. 8
Корректор Л.Пилипенко
| Установка для окрашивания изделий | 1984 |
|
SU1304902A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
