Изобретение относится к обработке металлов давлением и может быть использовано при восстановлении изношенных зубчатых колес, в частности первичных валов коробок передач автомобилей.
Цель изобретения - расширение технологических возможностей путем восстановления сопрягаемых деталей в паре трения.
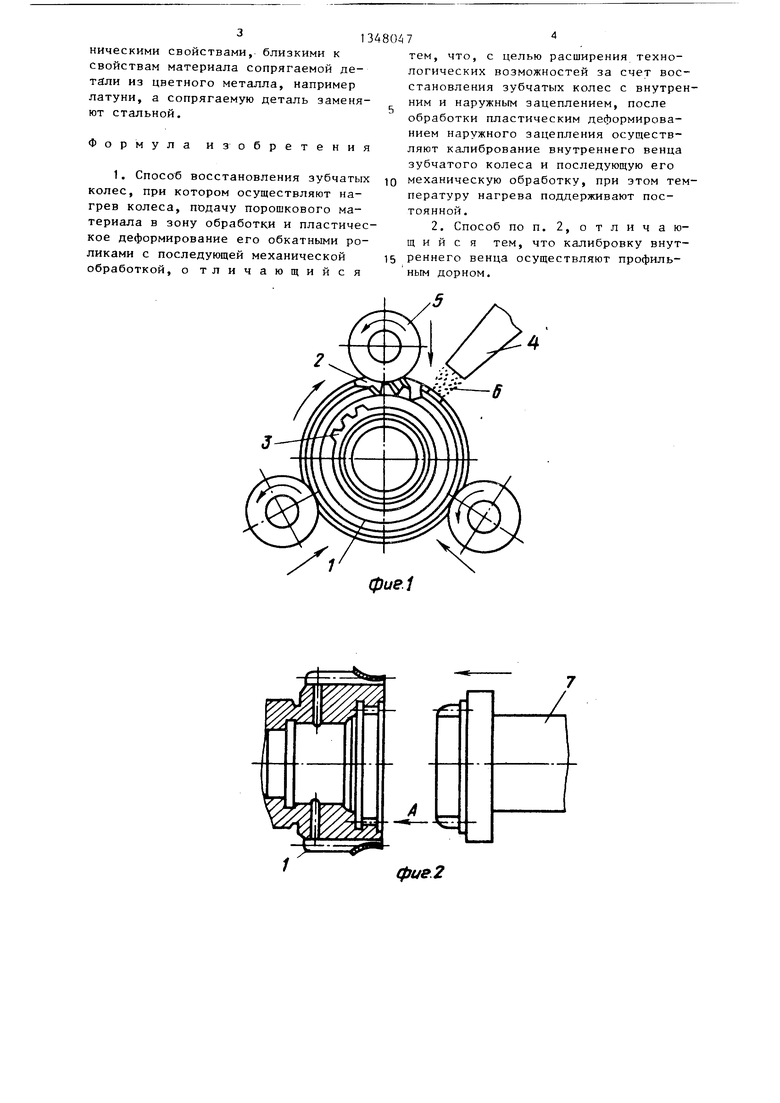
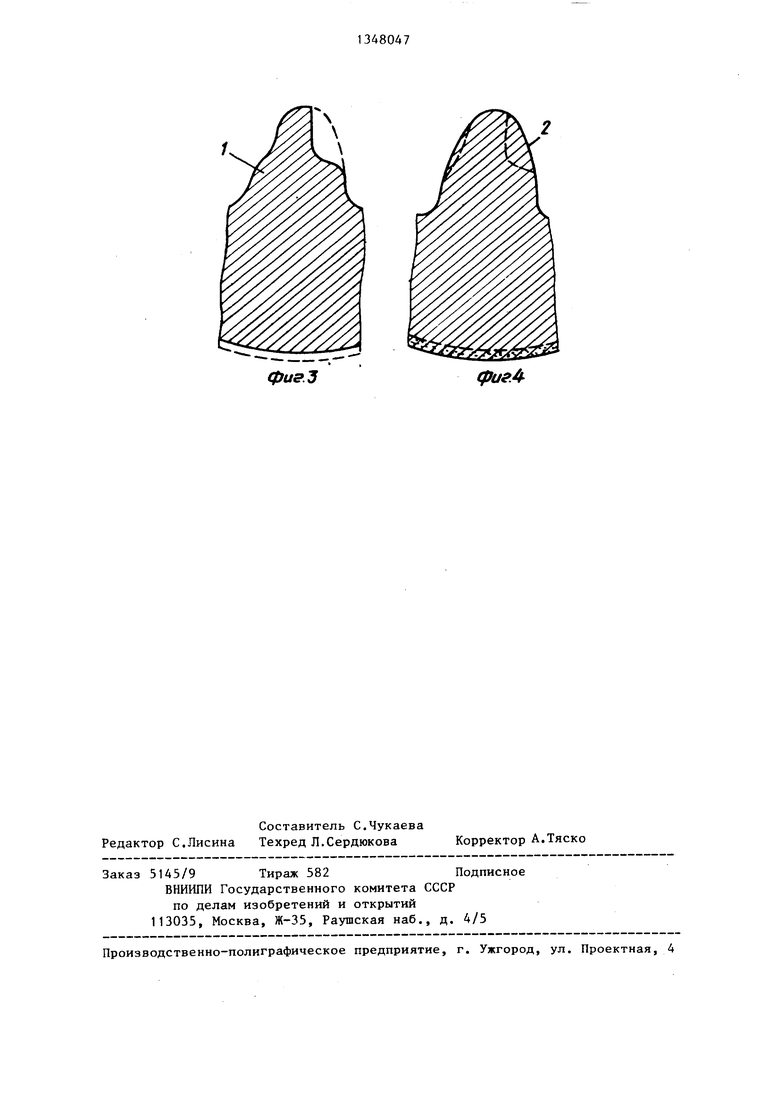
На фиг. 1 изображена схема предлагаемого способа; на фиг. 2 - подача дорна-, на фиг. 3 - элементы первичного вала до восстановления; на . фиг. 4 - то же, после восстановления
Способ восстановления осуществляется в следующей последовательности.
Первичный вал 1 (фиг. 1), изношенный по наружной конической поверхности 2 и внутреннему зубчатому, венцу 3, после промывки и дефектовки устанавливают в патрон токарного станка (не показан), включают вращение и с помощью горелки 4 для газопламенного напыления разогревают его изнощенную часть до 900 - 950 С, подводят ролики 5 и осуществляют обжатие наружной конической поверхности 2 с одновременной подачей через горелку 4 порошкового материала 6 .(фиг. 2). Затем (фиг. 3) вращение выключают, прекращают подачу порошкового материала, продолжая нагрев (не показан), а во внутренний обжатьш зубчатый венец 3 до упора вводят профильный дорн 7. Затем осуществляют механическую обработку, например чистовое течение наружной и конической поверхности 2 в номинальный размер, зубообработку внутреннего зубчатого венца 3 и термообработку (закалку и отпуск).
Пример 1. Операция 1. Первичный вал, изношенный по конической наружной поверхности и по зубчатому венцу, устанавливают в патроне токарного станка 1К62, включают вращение (п 300 об/мин). Операция 2. Горелкой для газопламенного напыления разогревают изношенную часть первичного вала до 900 - 950 С (время нагрева 30 с). Операция 3. Подводят накатные (обжимные) ролики и обжимаю наружную коническую поверхность с одновременной подачей в зону обжима порошкового материала ПГ - СР 40 М ГОСТ 21448-75. Усилие обжима 15 кН. Время обжима 12 с. Операция 4. Пода
480472
чу порошкового материала прекращают, продолжая нагрев, а вращение шпинделя выключают, вводят во внутренний с венец до упора профильный дорн, выполненный по размерам внутреннего зубцатого вала с учетом припуска на механическую обработку. Операция 5. Протачивают на токарном станке на10 ружную коническую поверхность в требуемый размер (Ф80 в указанной на чертеже точке). Операция 6. Обрабатывают внутренний зубчатый венец согласно чертежу на зубодолбежном стан15 ке мод. 514.
П р и м е р 2. Операции 1 и 2 ана- л огичны примеру 1. Операция 3. Подводят нажимные (обжимные) ролики и обжимают наружную коническую поверх20 ность с одновременной подачей в зону обжима порошкового материала ПГ - СР 2 ОМ ГОСТ 21448 - 75 с высокими три- рологическими свойствами, т.е. со свойствами, близкими к свойствам ла25 туни ЛМцКА 58-2-1-1 ТУ 48-21-338-74.
Операция 4 аналогична примеру 1. Операция 5. Протачивают на токарном станке наружную коническую поверхность в размере Ф80 (в указанной на
30 чертеже точке). Операция 6 аналогична примеру 1. Операция 7. В сопрягаемой детали синхронизаторе четвертой и пятой передачи коробки передач заменяют изношенные кольца из латуни ЛМцКА 58 - 2-1-1 стальными (сталь 25 хГМ).
Предлагаемый способ восстановления первичного вала коробки передач расширяет технологические возможное
40 ти путем восстановления сопрягаемых деталей в паре трения, повьтает производительность за счет одновременного восстановления двух рабочих поверхностей: наружной конической и
4g внутреннего зубчатого венца. Повьш1е- ние долговечности восстановленных колес обеспечивается нанесением дополнительного порошкового материала на менее нагруженную коническую поgQ верхность и сохранением внутреннего венца, работающего со значительными динамическими нагрузками, из исходного материала, а также путем упрочнения зубчатого венца в результате
gg пластического деформирования. Экономия цветного металла достигается тем, что в качестве дополнительного порошкового материала используют самофлюсующийся порошок с физико-меха35
ническими свойствами, близкими к свойствам материала сопрягаемой детали из цветного металла, например латуни, а сопрягаемую деталь заменяют стальной.
Формула изобретения
1. Способ восстановления зубчатых колес, при котором осуществляют нагрев колеса, подачу порошкового материала в зону обработки и пластическое деформирование его обкатными роликами с последующей механической обработкой, о тличающийся
тем, что, с целью расширения технологических возможностей за счет восстановления зубчатых колес с внутренним и наружным зацеплением, после обработки пластическим деформированием наружного зацепления осуществляют калибрование внутреннего венца зубчатого колеса и последующую его механическую обработку, при этом температуру нагрева поддерживают постоянной.
2. Способ по п. 2, отличающийся тем, что калибровку внутреннего венца осуществляют профильным дорном.
фие.1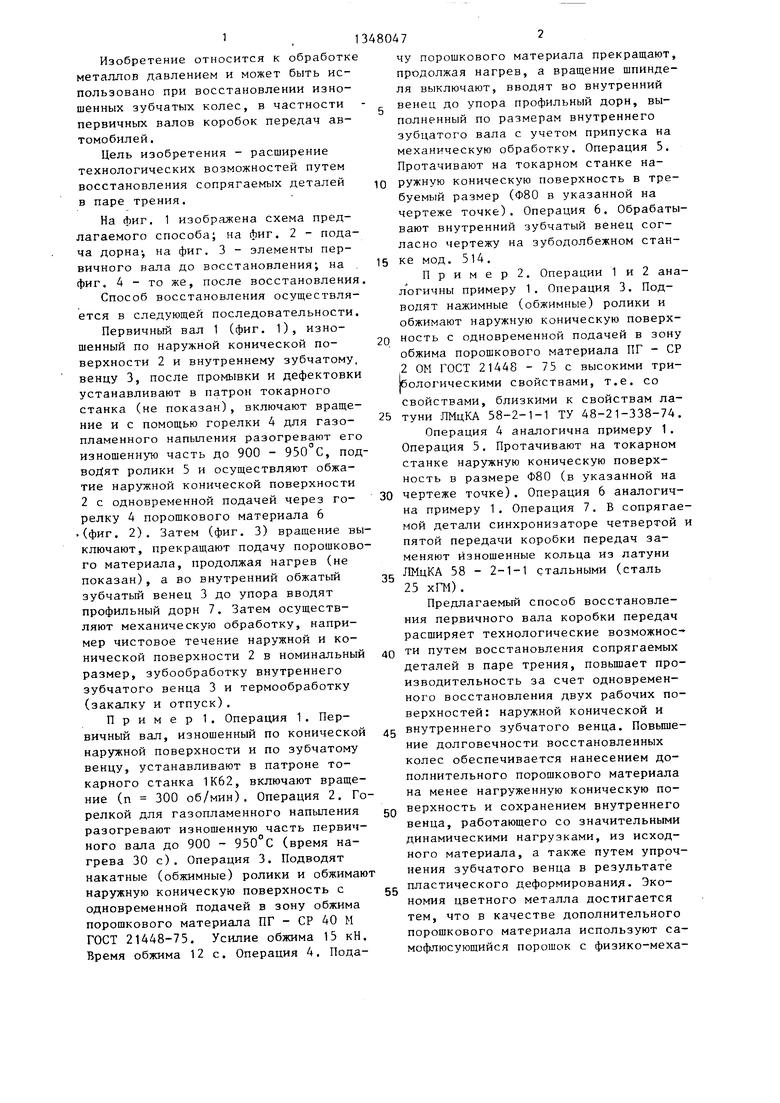
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых колес | 1983 |
|
SU1346382A1 |
| Способ восстановления изношенных стальных зубчатых колес | 1982 |
|
SU1063571A1 |
| Устройство для восстановления зубчатых колес | 1982 |
|
SU1038035A2 |
| Способ восстановления зубчатых колес | 1980 |
|
SU946758A1 |
| Устройство для восстановления шлицевых поверхностей | 1990 |
|
SU1748986A1 |
| Устройство для восстановления зубчатых колес | 1980 |
|
SU963654A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 1996 |
|
RU2109614C1 |
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| Способ ремонта шеек стальных коленчатых валов | 2021 |
|
RU2775587C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при восстановлении изношенных зубчатых колес, в частности первичных валов коробок передач автомобилей. Цель изобретения - расширение технологических возможностей. Для этого поверхность первичного вала, изношенную по наружной и кони-, ческой поверхностям, на токарном станке с помощью газопламенной го- релки нагревают до 900-950 С. -Осуществляют обжатие наружной конической пoвepkнocти роликом с одновременной подачей через горелку порошкового материала. После подачи порции материала и соответствующего деформирования прекращают вращение и подачу порошкового материала, и, продолжая нагрев, во внутренний венец вводят профильный дорн. Восстановленный таким образом изношенный участок вала обрабатывают механически, осуществляя чистовое точение наружной конической поверхности и зубообработку внутреннего зубчатого венца с последующей термообработкой (закалка, отпуск) . Такая технология позволит повысить долговечность восстановленных колес за счет сохранения внутреннего венца, работающего со значительными динамическими нагрузками. 1 з.п.ф-лы, 4 ил. (Л со . 00 о 
фие2
фиг. З
Составитель С.Чукаева Редактор С.Лисина Техред Л.Сердюкова
Заказ 5145/9 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
(ригЛ
Корректор А.Тяско
| Способ восстановления изношенных зубчатых колес | 1975 |
|
SU733823A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
