гд
Изобретение относится к клепке и может быть использовано при доработках и ремонте авиационной техники.
Цель изобретения - повьшение ка- g честна ремонта путем сохранения первоначальной статической выносливости соединения и снижения трудоемкости .
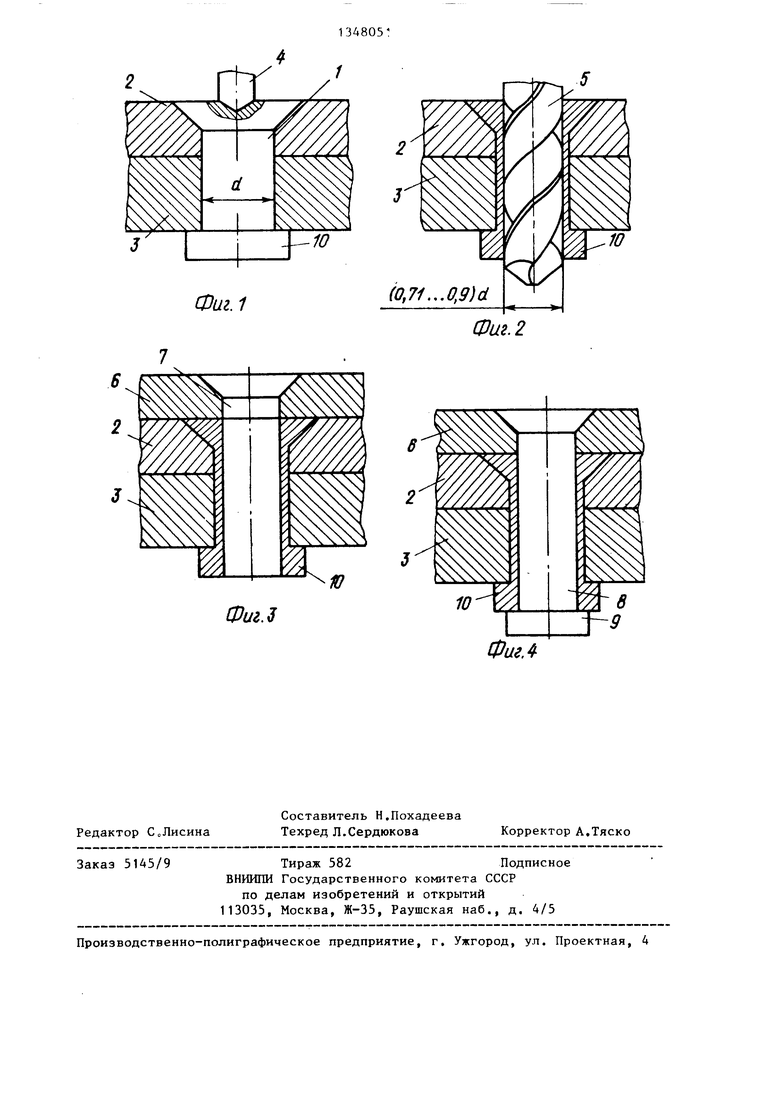
На фиг. 1 схематически изображе- ю но изношенное заклепочное соединение в момент кернення , на фиг. - процесс высверливания заклепки; на фиг. 3 - пакет деталей с установленной на нем накладкой; на фиг. 4 - 15 вновь полученное заклепочное соединение; на фиг. 5 - заклепочное соединение с удаленной оставшейся частью- замыкающей головки после высверлива- ния изношенной заклепки.
Способ выполнения ремонтного заклепочного соединения заключается в том, что потайную головку изношенной заклепки 1, установленной в пакете деталей, состоящем из обшивки 2 Р 2 и каркасной детали 3, кернят керном и проводят операцию высверливания изношенной заклепки, при этом диаметр сверла 5 составляет 0,71- 0,90 диаметра стержня изношенной клепки. Затем на пакет соединяемых деталей устанавливают накладку 6, в которой предварительно образовано отверстие 7 с зенковкой. Отверстие накладки и пакета деталей устанавливают соосно. В отверстие полученного пакета устанавливают новую заклепку 8, диаметр которой соответствует отверстию пакета, затем образуют замыкающую головку 9 заклепки. При 40 этом после операции высверливания можно удалить оставшуюся часть замыкающей головки 10 изношенной заклепки путем фрезерования или отсверли- вания. Заклепочное соединение с накладкой имеет избыточную прочность при работе на срез вследствие увеличения числа плоскостей среза. Нижний предел величины диаметра отверстия в изношенной заклепке определяется из условия прочности соединения при работе на отрыв.
Усилие отрьша , которое должо выдерживать заклепочное соединеие с накладкой и работающее прайму ественно на срез, составляет:
Вы
гд
ни во ки
20 ли
но
ди
за
со
30
ен го по со 35 То
от
Ис че
45 от кл ли
ст
50 щи мм Пр ди бо
55 кн ди ще в ст
отр
0,4,р
(1)
51
где
Ср
усилие среза, в соединении , г
ср
4
действующее
(2)
Выражение (1) записывается в виде
F
0,4
(3)
где d
4 Р; стержня старой При
срезе
-диаметр клепки 5
-предел прочности при материала заклепки.
работе заклепочного соединения на отрыв моясет произойти кольцевой срез потайной закладной головки новой заклепки. Разрушающее уси
Р
лие РК со при этом определяется соот- РК.СР i d,hr e; p , где
ношением
диаметр стержня и высота потайной
закладной головки новой заклепки.
d,,V
Из равенства Р.
К,С|
dn
0,1
(4)
2 Р 40
30
Из практики применения в авиастрении заклепок с потайной закладной головкой следует, что размер высоты потайной закладной головки заклепки составляет h 0,2 d. 35 Тогда из формулы (4) следует
d
o;2d,
откуда
d, 0,12 Р 40
d -- 0,71 d . -
Исходя из этой зависимости и назначен нижний предел значения диаметра
45 отверстия (0,71 диаметра стержня заклепки) , которое необходимое просверлить в изношенной потайной заклепке.
В практике отечественного авиастроения применяются заклепки, имею50 щие следующие стандартные диаметры, мм: 2,6; 3; 3,5, 4; 5; 6; 7; 8; 10. При сверлении отверстий под заклепки диаметр сверла должен быть на 0,1 мм больше номинального диаметра закл еп55 кн. При выполнении заклепочного соединения пакета деталей с усиливающей накладкой рационально применить в качестве новой потайной заклепки стандартную заклепку, но при этом
31
необходимо, чтобы диаметр отверстия под новую заклепку бьш не менее 0,71 диаметра стержня изношенной заклепки.
Возможные варианты выполнения заклепочного соединения с накладкой согласно предлагаемому способу представлены в таблице.
Анализ значений показывает, что верхний предел диаметра отверстия в старой заклепке составляет 0,90 диаметра ее стержня.
Пример, Пакет деталей, соединенный заклепкой с номинальным диаметром стержня 5,0 мм, подвергают ремонту. Для этого в первоначально установленной заклепке высверливают отверстие диаметром 3,6 мм. В усиливающей накладке предварительно образуют отверстие диаметром 3,6 мм с зенковкой. Накладку устанавливают на пакете деталей, а в совмещенные отверстия накладки и пакета устанавливают заклепку диаметром 3,5 мм, после чего образуют замыкающую головку.
Использование предлагаемого способа ремонта заклепочного соединения с потайной заклепкой позволяет уп- ростить технологию выполнения и повысить качество заклепочного соединения с накладкой без снижения прочностных свойств соединения снизить
трудоемкость выполнения заклепочного соединения с накладкой, вследствие чего сокращается длительность производственного цикла доработки или ремонта клепаной конструкции; исключить возможность повреждения материала пакета деталей по границам отверстия, что повышает надежность и усталостную долговечность заклепочного соединения с усиливающей на
Примечание, d- номинальный диаметр стержня изношенной заклепки;
dg - номинальный диаметр отверстия в изношенной заклепке под новую стандартную заклепку.
5 0 5
0
5
0
14
кладкой; повысить производительность труда и улучш1ть условия труда при выполнении заклепочных соединений с накладками путем исключения из технологического процесса операций по выполнению клеевьк соединенийj повысить статическую прочность соединения путем использования твердосплавной (стальной или титановой) HoBofi заклепки .
Формула изобретения
1.Способ ремонта заклепочного соединения с потайной головкой, заключающийся Б высверливании изношенной заклепки, установке на пакет со стороны закладной головки накладки с отверстием, углубление
под потайную головку, соосным с полученным после высверливания изношенной заклепки отверстием и равным ему по диаметру, установке заклепки в отверстие пакета и последующем образовании замыкающей головки, о т- личающийся тем, что, с цапью повышения качества ремонта за счет сохранения первоначальной статической выносливости и снижения трудоемкости, высверливание осуществляют до получения в изногаенной заклепке отверстия диаметром 0,71- 0,90 диаметра стержня изношенной заклепки.
2.Способ по п. 1, отличающийся тем, что после высверливания оставшуюся часть замыкакицей головки изношенной заклепки удаляют..,
3.Способ по п. 1, отличающийся тем, что перед установкой накладки потайную головку изношенной заклепки обрабатывают заподлицо с поверхностью пакета.
Фиг.1
(0,7i.,,0,9}d
Фиг. 2
Фиг.З
9
Фиг Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Заклепочное соединение | 1985 |
|
SU1320545A1 |
| Способ образования заклепочного соединения | 1991 |
|
SU1808462A1 |
| Заклепка, способ клепки и заклепочное соединение | 1991 |
|
SU1809792A3 |
| Заклепка | 1989 |
|
SU1670205A1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Заклепочное соединение | 1988 |
|
SU1555549A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
Изобретения относится к области клепки и может быть использовано при доработке и ремонте авиационной техники. Целью изобретения является повышение качества ремонта за счет сохранения первоначальной статической выносливости соединения и снижения трудоемкости. Для достижения цели высверливание изношенной заклепки осуществляют до получения в ней отверстия диаметром, составляющим от 0,71 до 0,90 от диаметра стержня изношенной заклепкиJ На пакет деталей устанавливают усиливающую накладку 6 с предварительно выполненным в ней отверстием 7 с зенковкой. Затем устанавливают новую заклепку 8 с диаметром стержня, составляющим от 0,7 до 0,9 от диаметра стержня изношенной заклепки, и образуют замыкающую головку 9 заклепки. После высверливания изношенной заклепки оставшаяся часть ее замыкаюн1ей головки может быть удалена, а потайная головка обработана заподлицо с поверхностью пакета. 2 з.п. ф-лы, 1 табл. 5 ил. « (Л 00 1 эо о СП . 5
Редактор С„Лисина
Составитель Н.Похадеева Техред Л.Сердюкова
Заказ 51А5/9
Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско
| Александров В.Г., Вьфжиков- ский Б.В., Мещеряков A.M., Янковский Ф.Г | |||
| Справочник по текущему и среднему ремонту авиационной техники/Под ред | |||
| В.Г, Александрова | |||
| М,: Воениздат, 1975, с | |||
| Водяной двигатель | 1921 |
|
SU325A1 |
