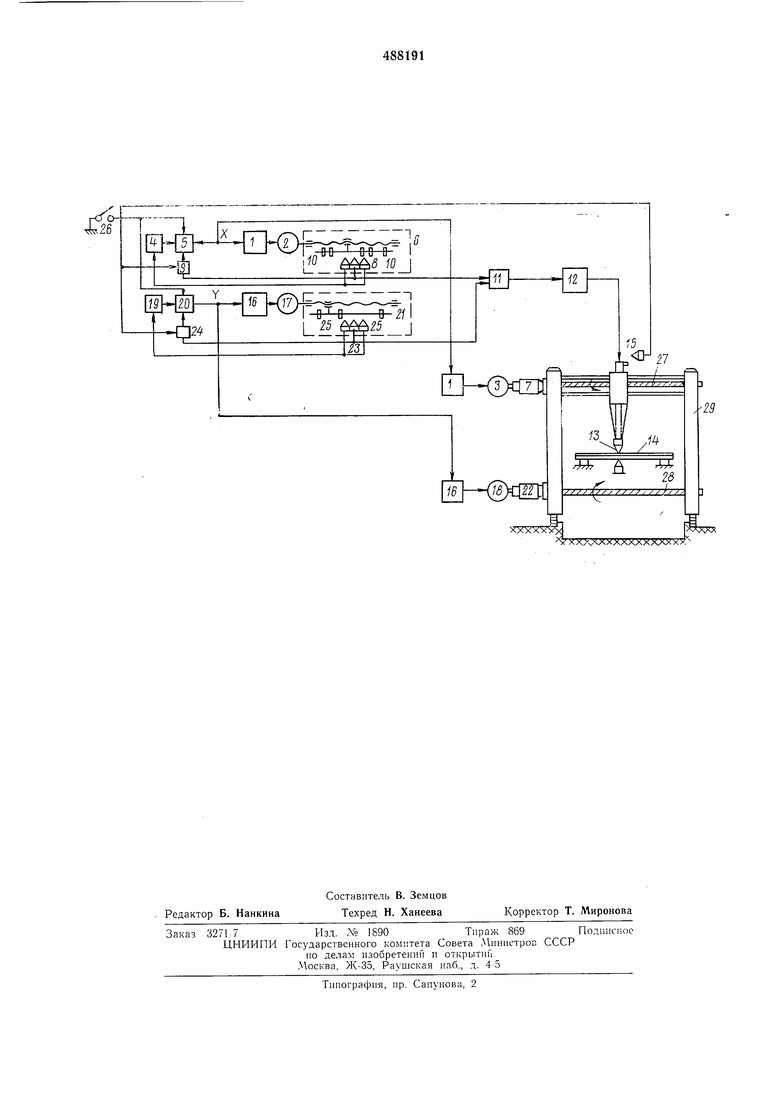
управления сварочным циклом. Второй вход этого клапана соответственно соединен с выходом командоаппарата по второй координате. Выход клапана 11 управления сварочным циклом соединен с блоком 12 управления циклом сварки. В цикл сварки входит: опускание сварочной головки 13, сварка заготовки 14, подъем головки. После подъема сварочной головки концевой выключатель 15 выдает сигпал на клапан 9 снятия запрета. После окончания позиционирования но всем установленным на командоаппаратс позициям заготовка снимается и выдается сигнал на реверс приводов до исходной позиции (нулевая точка комаидоаппарата на чертеже не показана).
Вторая координата вы полпяется аналогич1Ю координате «X.
Для управления приводом второй координаты на чертеже изображены элементы: блоки управления 16 шаговыми двигателями, шаговый двигатель 17 командоаппарата и 18 золотника, задающий генератор 19, кланан остановки 20, .командоаппарат 21, гидроусилитель 22, основной выход 23 командоаппарата, клапан 24 снятия занрета и выходы замедления 25. Пуск устройства осуществляется включением тумблера 26, замыкающего дополнительный вход .клапанов 5 и 20.
На чертеже показаны две координаты, но их может быть и больше.
По координате «X ходовым винтом 27 перемещается сварочная головка 13, а по координате «Y ходовым винтом 28 пере.мещастся сварочный стол 29.
Устройство работает следующр м образом.
После замыкания тумблера 26 частота от задающих генераторов 4 и 19 через клапаны остановки 5 и 20 лоступает на блоки управления 1 и 16 шаговыми двигателями координат «X и «Y. При этом одновременно начинают вращаться шаговые двигатели 2 и 17 командоаппаратов 6, 21 и двигатели 3 и 18 золотников гидроусилителей 7 и 22. Движение командоаипаратов 6 и 21 происходит до тех пор, пока они не получат сигнала на остановку с выхода 8 или 23 командоаппаратов, Этот сигнал запирает клапан 5 или 20, и движение шаговых двигателей прекращается. После остановки золотника гидроусилителя в течение некоторого времени дорабатывается рассогласование в системе гидроусилителя и он также останавливается. После остановки движения обоих .командоаппаратов 6 и 21 с задержкой времени, больщей времени, -необходимого для доработки рассогласования, выдается сигнал через клапан 11 на схему управления технологическим циклом механизма (например, сварочной машины). Головка 13 сварочной машины выходит в рабочее положение и выполняется операция сварки заготовюи 14. После этого головка 13 возвращается в исходное положение и выдает 5 сигнал через концевой выключатель 15 на продолжение движения к следующей позиции. Сигнал с Концевого выключателя 15 поступает на клапаны 9 и 24 -снятия запрета и цикл повторяется.
В конечной позиции командоаппарата устанавливается датчик, который выдает сигнал на реверс шаговых двигателей и возврат з исходную позицию до датчика пулевого положения (па чертеже цепи возврата «омандоап5 парата в исходное положение и реверса щаговых двигателей не показаны).
Рассмотренное устройство может быть применено как для сварочных мащин, так и для других машин и механизмов, например прес0 сов, сверлильных станков и т. д.
Формула изобретения
Устройство для программного управления
5 сварочной машиной, выполненное из двух каналов, в каждом из которых последовательно соединены генератор импульсов, клапан остановки сварочной мащины, блок управления, подключенный к шаговому двигателю,
0 соединенному с командоаппаратом, и содержащее клапан включения технологического цикла, вход которого соединен с двумя кома ндоаппаратами, а выход подключен ко входу блока управления циклом сварки, выход которого соединен с исполнительным механизмом сварочной головки, сварочный стол с двумя планками по координатам «X и «Y, каждая из которых связана с гидроусилителями, которые через золотники соединены с
0 шаговыми двигателями золотников гидроусилителей, отличающееся тем, что, с целью повышения точности позиционирования и повышения нроизводительности сварочной машины, оно содержит в каждом канале
5 клапан снятия запрета, вход которого соединен со средним концевым выключателем командоаппарата и концевым выключателем сварочной головки, а выход соединен с клапаном остановки сварочной машины, и крайние
0 концевые выключатели командоаппаратов соединены с генераторами импульсов, а также содержит дополнительные блоки управления, входы которых соединены соответственно со входами блоков управления шаговыми
g двигателями командоалпаратов, а выходы дополнительных блоков управления подключены к шаговым двигателям золотников гидроусилителей.
АХХА.АХЛЛХЛХХЛХХЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД | 1992 |
|
RU2007626C1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для управления гидравлическим экскаватором | 1989 |
|
SU1778249A1 |
| Автомат для присоединения проволочных выводов полупроводниковых приборов | 1987 |
|
SU1481871A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОРМОЖЕНИЕМ МАНЕВРОВОГО ЛОКОМОТИВА | 2005 |
|
RU2284275C1 |
| СИСТЕМА ПОЗИЦИОННОГО ПРОГРАММНОГО УПРАВЛЕНИЯСТАНКАМИ | 1971 |
|
SU319926A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство управления реверсом многодвигательной газотурбинной судовой установки с реверсивным редуктором | 1991 |
|
SU1830015A3 |
| Система путевого управления технологическим оборудованием | 1987 |
|
SU1593837A1 |
| Способ управления коррекцией эксцентриситета при расточке глубоких отверстий и устройство для его осуществления | 1985 |
|
SU1292984A1 |