Изобретение относится к сварочному производству, в частности к флюсам -для дуговой сварки преимущественно в среде инертных газов неплавящимся электродом алюминиевых сплавов .
Цель изобретения - повышение качества сварных соединений из сплава АМгб за счет оптимального соотношения прочности и пластичности.
Сварные соединения для сравнительных исследований получали АрДЭС неплавящимся W-электродом без присадочной проволоки из пластин сплава АМгб. Параметры режима сварки следующие: ток сварки 155-160 А; скорость сварки 20 м/ч; напряжение на дуге 12-14 В; толщина пластин 3,0мм; расход аргона 8-10 л/мин.
Свойства сварных соединений оценивали по нескольким показателям: суммарный обьем пор в металле шва в исходном состоянии и после тепловой пробы (потенциальный запас газов) ; количество оксидных включений на регламентируемой длине пша; предельный угол изгиба до образования трещины; временное сопротивление разрьгау сварного соединения. Результаты сравнительных испытаний сварных соединений приведены в таблице.
Как следует из данных таблицы, оптимальное содержание фтористого скандия во флюсе с точки зрения обеспечения максимального угла изгиба и минимальнтзй пористости металла шва составляет 1-7 мас.%. Введение во флюс фторида скандия до 17 мас.% приводит к увеличению прочностных свойств металла шва.
Скандий имеет благоприятный размерный фактор, близкий по значению к размерному фактору марганца и циркония - наиболее эффективных антикристаллизаторов в алюминии. Упрочнение сплавов алюминия со скандием достигается за счет процессов дисперсионного твердения с вьщелением дисперсных когерентных частиц фазы ScAlj. Частицы скандиевой фазы равномерно расположены по объему субзерен, имеют сферическую (Ъорму и малые размеры выделений, структурное и размерное соответствие матрицы и фазы. Наличие такой фазы приводит к повьш1ению механических свойств металла шва. Однако при содержании во флюсе свыше 7мас.% ScF,, наблюдается снижение пластических свойств металла пша. Это определяется наличием процесса укрупнения частиц фазы ScAl.j (свыше 0,15% скан- дия в металле).
Применение флюса, в состав которого входит фторид скандия, приводит к снижению величины пористости, кроме того, значительно снижается величина потенциального запаса газов в металле шва. Наличие такого эффекта связано с положительным влиянием скандия на увеличение предела растворимости водорода в твердом растворе металла сварного шва.
Наряду с уменьшением пористости изменяются механические свойства металла шва. С увеличением содержания фторида скандия во флюсе увеличивает- ся временн ое сопротивление разрьшу. металла шва. Фрактографические исследования изломов металла шва показали зависимость характера разрушения от содержания фтористого скандия во флюсе:
1-7 мас.% - вязкое ячеистое разрушение;
до 17 мас.% - квазивязкое разрушение (в изломе присутствуют ячейки и фасетки скола); свыше 17 мас.% - скол - хрупкое
разрушение.
У алюминиевомагниевых сплавов с содержанием магния более 3% существует склонность к межкристаллитной коррозии. Коррозия происходит в том случае, если фаза, выделяющаяся из пересыщенного твердого раствора, рас- полагается по границам зерен в виде непрерьгоной цепочки, так как соединение AljMgj менее нейтрально, чем eL-твердый раствор, то оно в первую очередь растворяется. Если вьщеления фазы AljMgj отдалены друг от друга, то происходит лишь местное растравление. При введении во флюс фтористого скандия изменяются условия кристаллизации металла шва. Пограничные вьщеления jb -фазы существуют в виде отдельных глобулей. Следовательно, введение фтористого скандия делает металл шва нечувствительным к межкристаллитной коррозии.
Таким образом, использование предлагаемого состава флюса по сравнению с известным позволяет снизить пористость в металле шва с 0,14 до 0,05 см /100 г ме., снизить потен3I348I22
циальный запас газов с 0,29 до 0,13 г ме., исключить оксидные включения в металле шва, а также значительно повысить механические свойства сварного соединения.
5
Формула изобретения
10
Флюс для сварки сплавов легких металлов в среде инертных газов, содержащий фторид лития, фторид алюминия, фторид кальция, фторид магния.
Влияние содержания компонентов в предлагаемом флюсе на свойства
сварных соединений
Фторид кальция18Фторид магния18Фторид скандия1Фторид литияОст
Примечание. I.„Спиртовую 5%-ную суспензию наносили на торцы
и корневую поверхность соединяемых кромок. 2. В таблице приведены средние результаты испытания пяти сварных швов.
Заказ 5150/13 Тираж 969Подписное
Проиэв-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
о тличающийс я тем, что, с целью повышения качества сварных соединений из сплава АМгб за счет оптимального соотношения прочности и пластичности, флюс дополнительно содержит фтористый скандий при следующем соотношении компонентов,мае.%: Фторид алюминия15-16
Фторид кальция1820
Фторид магния1820
Фторид скандия117
Фторид литияОстальное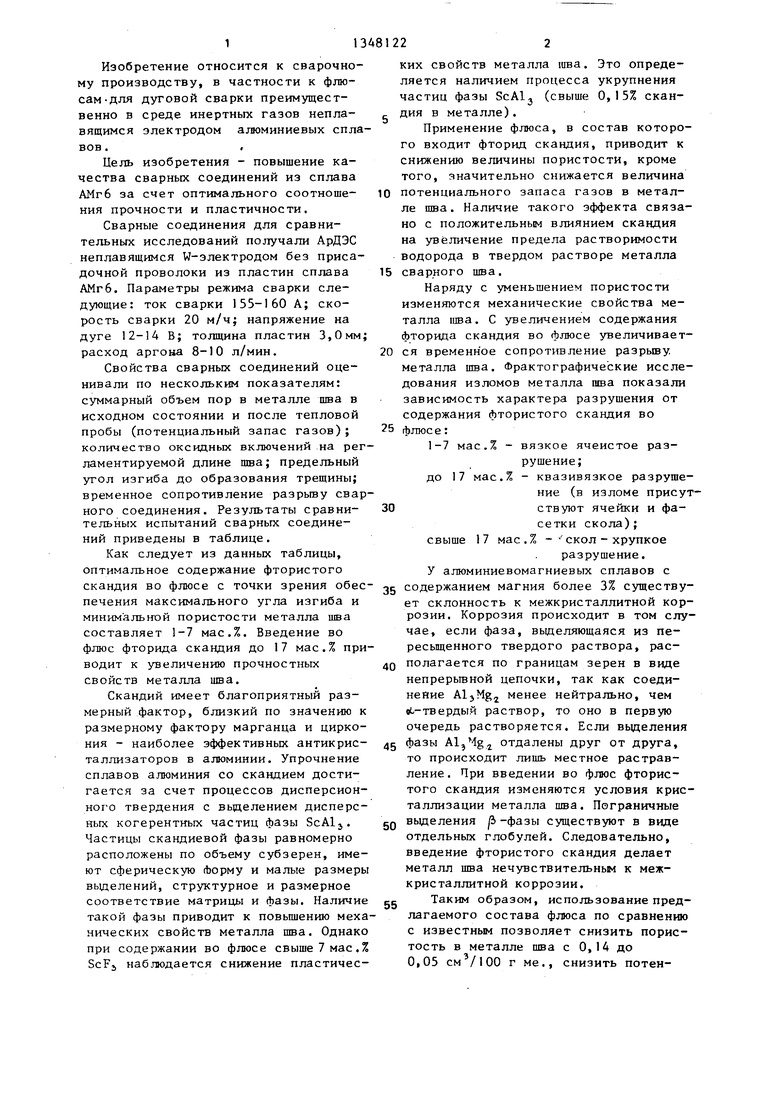
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1349938A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
| Керамический флюс | 1985 |
|
SU1276471A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| ФЛЮС ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2406598C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2008 |
|
RU2396157C2 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2009 |
|
RU2406600C1 |
| Флюс для сварки титана и его сплавов | 1980 |
|
SU935239A1 |
Изобретение относится к сварочному производству, в частности к флюсам для сварки алюминиевых сплавов в среде инертных газов. Целью изобретения является повышение качества сварных соединений при сварке сплавов типа АМгб за счет оптимального соотношения прочности и пластичности. Введение во флюс фторида скандия в количестве 1-17 мас.% обеспечивает упрочнение алюминиевого сплава при его высокой пластичности. Флюс содержит 15-16% фторида алюминия, 18- 20% фторида кальция, 18-20% фторида магния, остальное фторид лития. 1 табл. i (Л 00 х с fo
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочный флюс | 1974 |
|
SU496139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
