1348
но расположенных секторов с Т-образ- ными пазами, В корпусе 1 с помощью кареток-секторов 9,10 размещены линейки 11, расположенные в радиальных Т-образных пазах секторов 9, 10. Сектора 9,10 соосно и последовательно расположены один за другим и установлены в корпусе 1 с возможностью не1
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках преимуществен- но с ЧПУ.
Цель изобретения - распшрение технологических возможностей за счет обеспечения закрепления деталей различной конфигурации путем выполнения кареток в виде двух соосно расположенных секторов с Т-образными пазами.
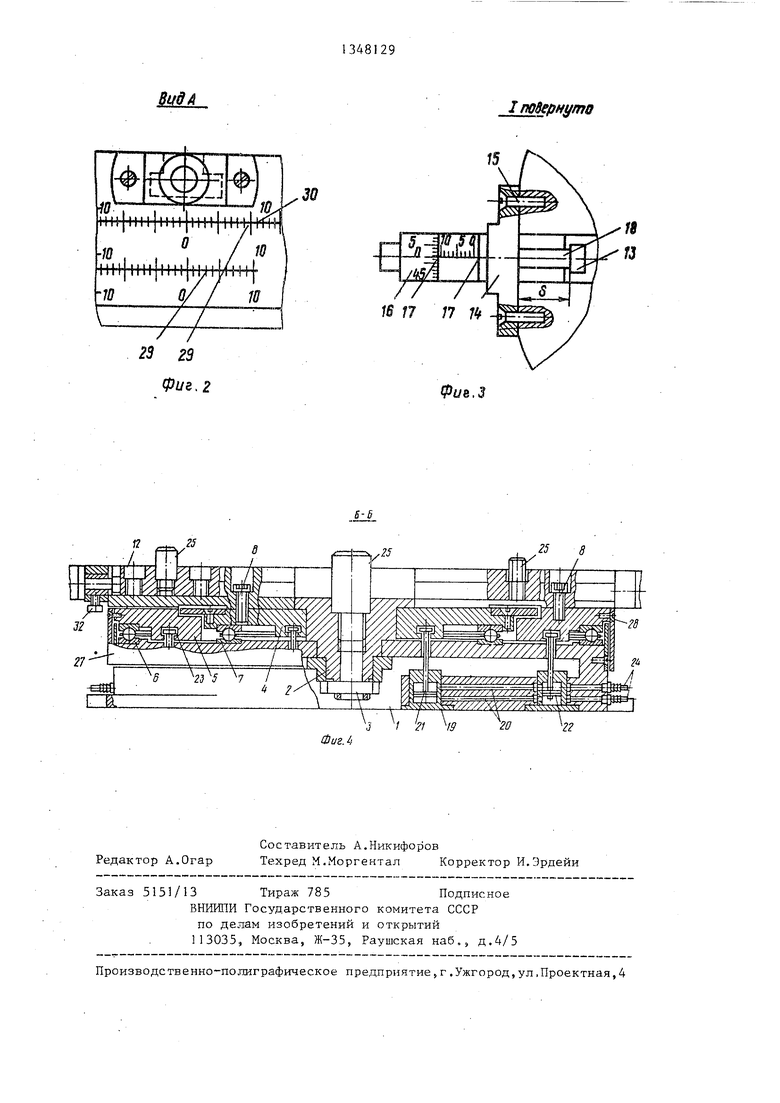
На фиг.1 изображена базовая плита, вид в плане, на фиг. 2 - вид А на фиг.1| на фиг.З - узел I на фиг.1; на фиг.4 - разрез Б-Б на фиг,1.
Базовая плита установлена следующим образом.
К корпусу 1 базовой плиты с помощью центрирующего вала 2 и гайки 3 прикреплены диски 4 и 5, которые имеют возможность вращения на упорных подшипниках 6 и 7 независимо один от другого. На дисках 4 и 5 с помощью крепежных болтов 8 крепятся ка- ретки-секТора 9 и 10 с радиально расположенными Т-образными пазами,.в -которых установлены линейки 11. Линейки 11 снабжены рядом отверстий 12, которые выполнены в виде посадочного и резьбового соосных отверстий, и Т-образными пазами 13. По периметру секторов 9 и 10 расположены регулировочные механизмы, которые включают в себя основания 14, присоединенные вин- ,тами 15 к секторам 9 и 10, микрометрический винт 1 6 с лимбами 1 7 и штоком
18,который соединен с Т-образным пазом 13 линейки 11. В корпусе 1 установлен механизм фиксации положения секторов 9 и 10 в плоскости их вращения, который содержит гидроцилиндры
19,соединенные ме жду собой каналами
29
зависимого один относительно другого поворота. Каждый сектор выполнен та КИМ образом, что его центральный угол связан с углом об , образованным соседними Т-образными пазами следующим соотношением; jb () :2, где m - коэффициент перекрытия, равный 2,1-2,3. 4 ил.
20 подвода ра бочей жидкости и имеющие штоки 21 с диафрагмами 22, которые связаны с дисками 4 и 5 посредством кольцевых Т-образных Пазов 23. Подвод рабочей жиддости в гидроци-. линдры 19 осуществляется с помощью штуцеров 24. На линейках 11 размещаются базовые штыри 25.
Центральный угол fi секторов 9 и 10 связан с углом oi расположения в них Т-образных пазов соотношением
р.., ,дет 2,1-2,3 коэффициент перекрытия.
На секторах 9 и 10 вдоль Т-образных пазов, и на линейках 1 1 нанесены линейные мерные деления 26, по которым можно производить отсчет расстояния до базовых штырей 25 от оси вращения. Наличие линейных мерных делений 26 сокращает время наладки базовых штырей 25 в радиальном направлении. К дискам 4 и 5 по периметру при креплены крьшжи 27 с помощью винтов 28. На крышках 27 нанесены угловые мерные деления 29, а по периметру секторов 9 и 10 - угловые мерные деления 30. Деления 30 предназначены для определения угла разворота секторов 9 и 10 относительно оси вращения и позволяют сократить время наладки базовых штырей 25 по углу поворота в плоскости вращения. Корпус ) имеет пазы 31, а линейки 11 - винты 32.
Базовая плита устанавливается на стол станка и крепится с помощью болтов (не показаны) через пазы 31 в корпусе 1. При необходимости установки базовой плиты в центре вращения стола (не показан) необходимо через центрирующий вал 2 пропустить центровик (не показан) и соединить
31
его с центральньм отверстием в пале- те стола(не показана) станка. Детали (не показаны) на базовой плите могут фиксироваться как по базовым отвер- стиям, так и по наружному контуру за счет применения сменных базовых штырей 25. После установки базовой плиты на столе станка производится настройка базовых штырей 25, которая осуществляется следзпощим образом.
Сектора 9 и 10 не застопорены и имеют во зможность вращения в горизонтальной плоскости независимо один от другого.
Линейки 11 незаконтрены стопорными винтами 32 и имеют возможность перемещения в радиальном направлении в Т- образных пазах.
Настройка базовых штырей 25 производится относительно центра вращения секторов 9 и 10. По углу и расстоянию, заданным в карте наладки, от центра с помощью угловых мерных делений 29 и 30 производится разворот одного сектора (9), а затем другого (10). После установки секторов 9 и 10 на необходимый угол создают давление в полостях гидроцилиндров 19 и мембрана увлекает за собой шток 21, в результате чего происходит фиксация дисков 4 и 5. После установки дисков 4 и 5 по углу поворота производится установка соответствующих линеек 11 на одном, а затем на другом секторах 9 и 10. Вращая микрометрический винт 16, осуществляют перемещение линейки I1 вдоль оси Т-образного паза и установку отверстия 12
0
5
о
5 о
5
294
по линейным мерным делениям 26 и лим-. бу ,7 с точностью до 0,01 мм от оси вращения. После установки отверстия 12 в необходимое положение линейка II контрится винтом 32, а в отверстие 12 заворачивается базовый шТырь 25. Установка другого штыря 25 производится аналогично описанному. Установив базовые штыри 25 в необходимое положение, осуществляют по ним уста- новку детали.
Формула изобретен и я
Базовая плита универсально-наладочного приспособления, содержащая корпус и каретки с линейками, при этом каретки установлены с возможностью перемещения и фиксации относительно корпуса, а линейки - относи- тельно кареток, отличающаяся тем, что, с целью расширения технологических возможностей путем закрепления деталей различной конфигурации,., каретки выполнены в виде двух соосно и последовательно расположенных одинаковых секторов с ради- ально расположенными Т-образными пазами и установленных в корпусе с возможностью независимого один от другого поворота, при этом центральный угол fb каждого сектора выбран из условия
/ (21 - ты)/2,
где ci. - угол, образованный соседними Т-образными пазами; m - коэффициент перекрытия
всего диапазона координат в плоскости вращения, равный 2,1-2,3.
BifSA
InoBeDHymo
uniiiiHim
X-J
/fi.
30
да
/5
III III il
75
W
/ /
/ / 23 23
фиг, 2
IS
Г/ /
16 n 17 lif
Фив.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Базовая плита универсально-наладочного приспособления | 1987 |
|
SU1466908A2 |
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Универсальное приспособление для установки деталей на станках с ЧПУ | 1986 |
|
SU1454640A1 |
| Стол для закрепления деталей | 1987 |
|
SU1505746A1 |
| Устройство для контроля печатных плат | 1991 |
|
SU1837410A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Штамп для вырезки углов в полках углового проката | 1979 |
|
SU867474A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежзтцих станках преимущественно с ЧПУ. Изобретение позво-пяет расширить технологические возможности путем обеспечения закрепления деталей различной конфигурации за счет вьтолнения кареток в виде двух сооси/ СО Ji 00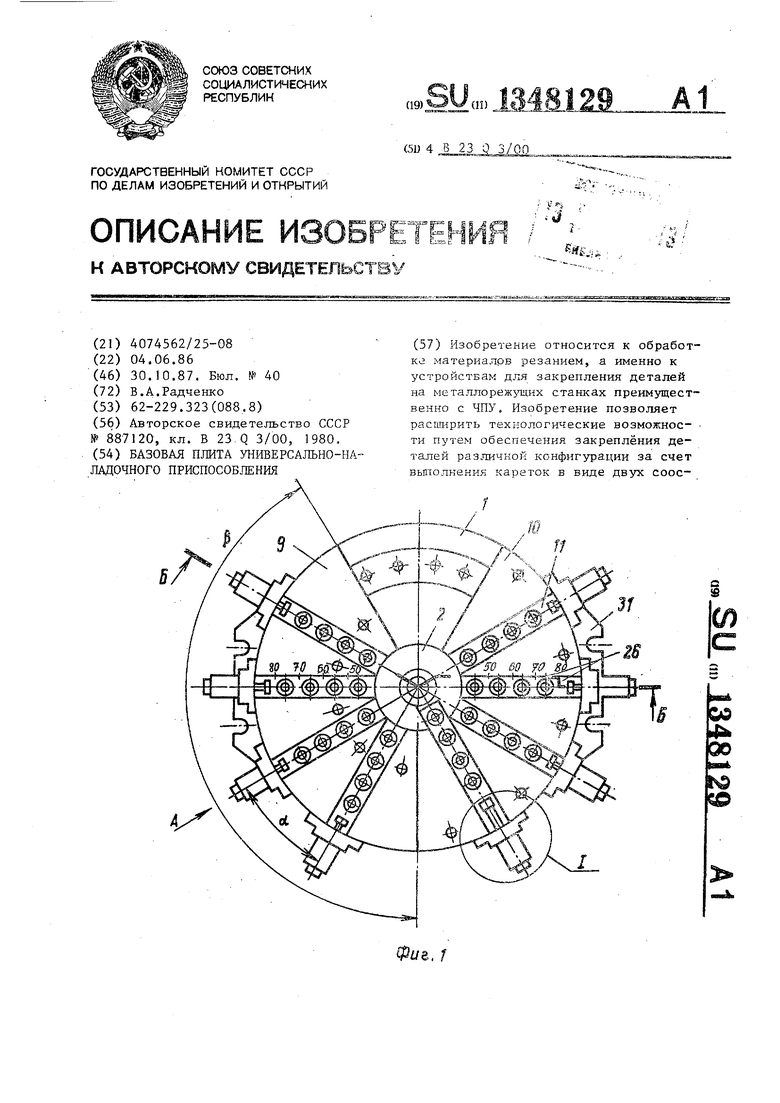
22
Редактор А.Огар
Составитель А.Никифоров
Техред М.Моргентал Корректор И.Эрдейи
Заказ 5151/13 Тираж 785Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие г.Ужгород,ул,Проектная,4
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
