Фиг.1
венно с ЧПУ. Изобретение позволяет сократить время переналадки приспособления. На базовой плите 1 крепятся направляющие 2 и 3. На направля- ЮЕЩх 2 расположены кареткк 4 с верхними 5 и нижними 6 линейками. Каретки 4 линеек 5, 6 с одной стороны посредством винтовых пар 7 соединены с шаговыми электродвигателями 8. ЛиIнейки 5, 6 расположены взаимно перпендикулярно и друг над другом и снабжены пазами 9. Такое расположени линеек 5, - 6 и пазов 9 образует базовые отверстия 10, в которые устанавливаются элементы-штыри 11. При этом в нижних линейках 6 имеются вспомогательные пазы, в которых установлеI ны фиксирующие элементы. С другой стороны линейки 5, 6 соединены с направляющими 16, в которых размещены электромагнитные устройства фиксации линеек 5, 6. На направляюгщх 3 разI мещены каретки 18,. .на которых рас
54640
положены несущие опоры 19, снабженные шаговыми двигателями 20, и которые приводятся в движение посредством винтовых пар. Несущие опоры 19 соединены между собой силовой балкой 22, на которой расположены каретки 23, приводимые в движение посредством вин- .. товых пар 24 и шаговых двигателей 25; Каретки 23 снабжены прижимными устройствами 26, представляющими собой пневмоцилиндры со штоками и сменными прижимными элементами. Приводы кареток 4, 18, 23 и электромагниты соединены с блоком ЧПУ, с помощью которого производится дистанционное управление в автоматическом режиме по заданной программе. С блока ЧПУ подается команда на перемещение кареток 4 с линейками 5, 6 в заданное положение. В отверстия 10 вставляются базовые штыри 11, на которых размещается и закрепляется обрабатьгеаемая деталь. 5 ил.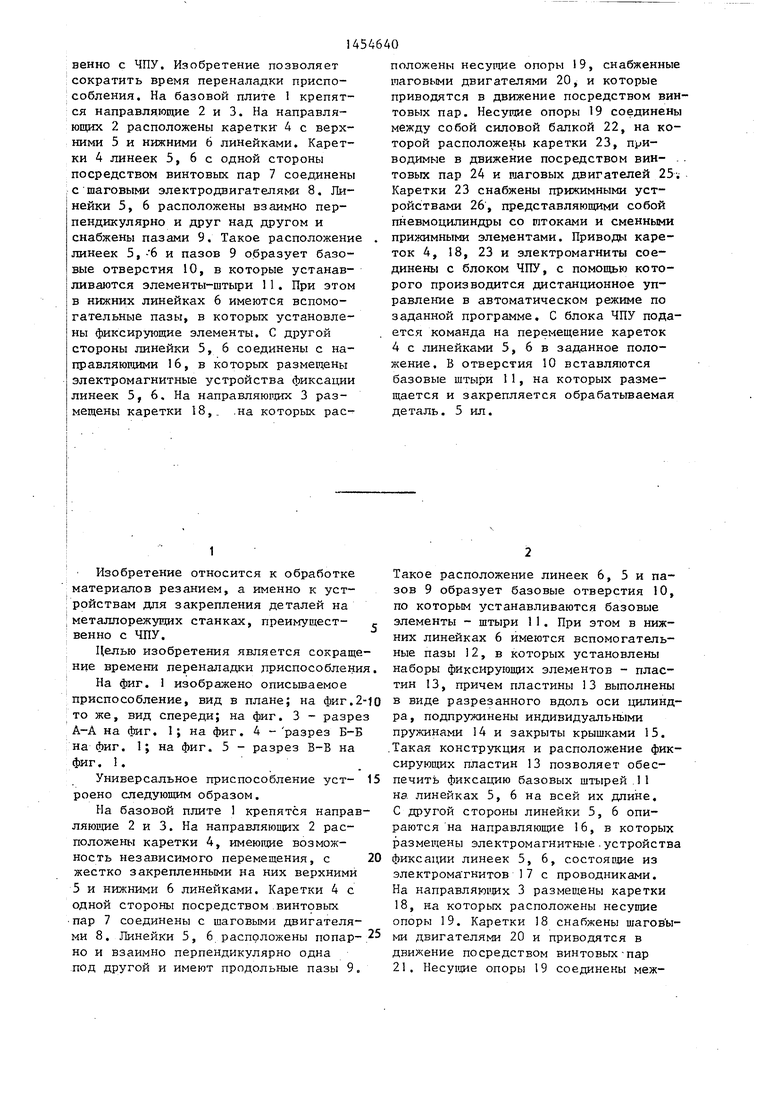

| название | год | авторы | номер документа |
|---|---|---|---|
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Базовая плита универсально-наладочного приспособления | 1987 |
|
SU1466908A2 |
| Стол для закрепления деталей | 1987 |
|
SU1505746A1 |
| Базовая плита универсально-наладочного приспособления | 1986 |
|
SU1348129A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Станок | 1975 |
|
SU547292A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2024382C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |


Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежуп1их станках преимущест
1
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках, преимущест- венно с ЧПУ.
Целью изобретения является сокращение времени переналадки приспособления.
На фиг. 1 изображено описьшаемое приспособление, вид в плане; на фиг.2-10 то же, вид спереди; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1.
Универсальное приспособление уст- 15 роено следуюшлм образом.
На базовой плите 1 крепятся направляющие 2 и 3. На направляющих 2 расположены каретки 4, имеющие возможность независимого перемещения, с 20 жестко закрепленными на них верхними
5 и нижними 6 линейками. Каретки 4 с одной стороны посредством винтовых пар 7 соединены с шаговыми двигателями 8. Линейки 5, 6 распрложены попар-.25 но и взаимно перпендикулярно одна .под другой и имеют продольные пазы 9,
Такое расположение линеек 6, 5 и пазов 9 образует базовые отверстия 10, по которым устанавливаются базовые элементы - щтыри 11. При этом в нижних линейках 6 имеются вспомогательные пазы 12, в которых установлены наборы фиксирующих элементов - пластин 13, причем пластины 13 выполнены в виде разрезанного вдоль оси цилиндра, подпружинены индивидуальными пружинами 14 и закрыты крышками 15. .Такая конструкция и расположение фиксирующих пластин 13 позволяет обеспечить фиксацию базовых штырей .1 на линейках 5, 6 на всей их дли1не. С другой стороны линейки 5, 6 опираются на направляющие 16, в которых размещены электромагнитные.устройства фиксации линеек 5, 6, состоящие из электромагнитов 17 с проводниками. На направляю1чих 3 размещены каретки 18, на которых расположены несущие опоры 19. Каретки 18 снабжены шаговыми двигателями 20 и приводятся в движение посредством винтовых-пар 21. iecyi jjie опоры 19 соединены меж
ду собой силовой балкой 22, на которой расположены каретки 23, приводимые в движение посредством винтовых пар 24 и шаговых двигателей 25. Каретки 23 снабжены также прижимными устройствами 26, представляющими собой пневмоцилиндры 27 со штоками 28 и сменными прижимными элементами 29. Все основные элементы приспособления: приводы кареток 4, 18, 23, электромагниты 17 соединены сблоком ЧПУ 30, который позволяет производить дистанционное управление в автоматическом режиме по заданной программе.
Универсальное приспособление работает следующим образом.
Приспособление устанавливают на стол станка и закрепляют. С программного устройства 30 подается команда на установку линеек 5, 6 в необходимое положение. Шаговые двигатели 8, 20, 25 отрабатывают эту команду и перемещают каретки 4, 18с линейками 5, 6. После установки линеек 5, 6 в заданное положе ше в образовавшиеся базовые отверстия 10 вставляют базовые штьфи 11. Центровка базовых штырей 11 производится стенками пазов 9, фиксация их - за счет размещения во вспомогательных пазах 12 наборов фиксирующих пластин 13, вьшолненных в виде разрезанного вдоль оси цилиндра, подпружиненных индивидуальными пружинами 14 и закрытых крьппками 15. Такая конструкция фиксирующих элементов - пластин 13 позволяет производить фиксацию базовых штырей 11 на всей длине линеек 5, 6, а также создавать за счет затяжки пружин 14 необходимое усилие дпя удержания базовых штырей 11 в момент съема деталей 31 после окончания механической обработки.
Установка базовых штырей 11 может производиться как оператором, так и роботом. После установки базовых штырей 11 на них устанавливают детал
0
5
0
После выхода в заданное программой положение к штокам 28 присоединяются сменные прижимные элементы 29, подается воздух в пневмоцилиндры 27, и штоки 28 зажимают деталь 31 в приспособлении.
Фиксация всех кареток 4, 18, 23 осуществляется посредством самотормозящихся винтовых пар 7, 21, 24.. После установки и закрепления вводится программа на ее обработку по заданному технологическому циклу.
формула изобретения
Универсальное приспособление для установки деталей на станках с ЧПУ, содержащее корпус, каретки и линейки с базовыми элементами, при этом каретки установлены в корпусе с возможностью перемещения и фикса1дау, отличающееся тем, что, с целью сокращения времени на переналадку, каретки жестко соединены с линейками и установлены по периметру корпуса с возможностью независимого одна относительно другой перемещения, при этом линейки размещены попарно, а в каждой паре - взаимно перпендикулярно и одна над другой, причем в линейках выполнены предназначенные
для размещения базовых элементов дро- дольные пазы, а в каждой нижней линейке с двух боковых сторон параллельно указанным пазам выполнены вспомогательные пазы, предназначенные дпя
размещения введенных в приспособление и вьтолненных в виде срезанных вдоль оси цилиндра подпруткнненных фиксируюш 1Х элементов.
A-A
11
т
Ф1/8.
aa.i
В-Б
11
/V /J
.
B-S noSfpnymo
фиг. 5
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
