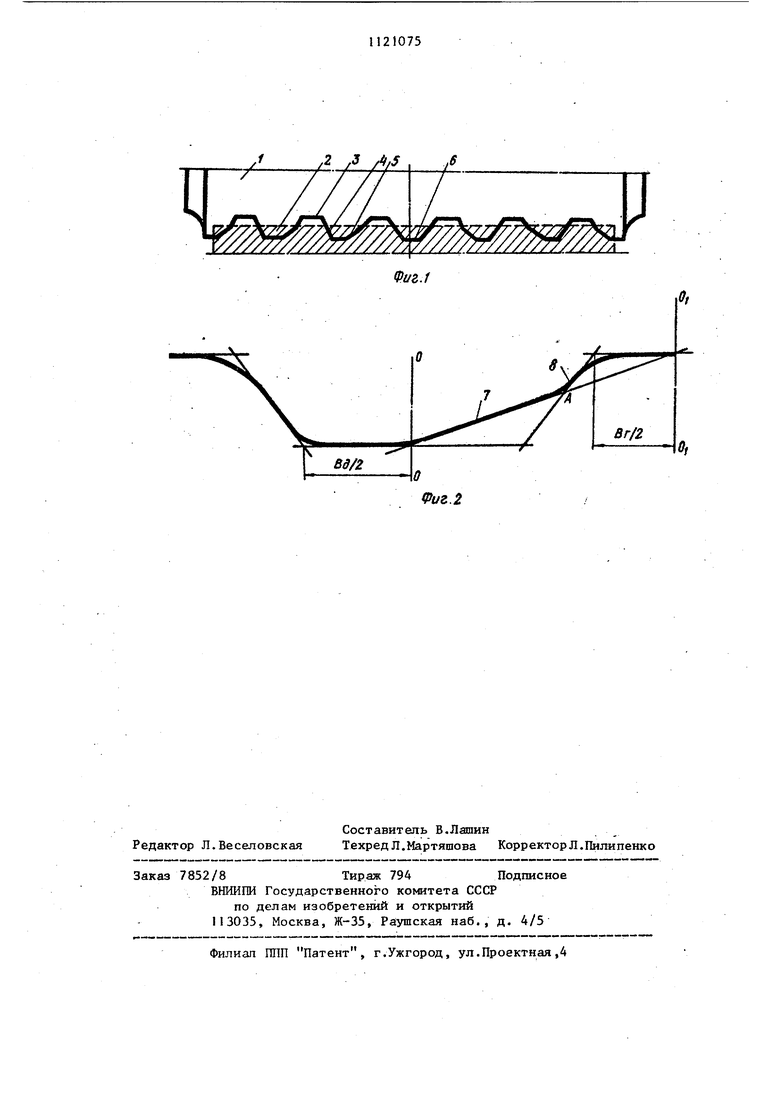
Изобретение относится к прокатйо му производству и может быть иЬпойь зовано приизготовлении широ1(их йолоси листов. Известен прокатный валок, содержащий ручей переменного профиля, выпуски которого выполнены симметрично оси ручья с криволинейной образующей. Для обеспечения устойчивости раскатов при прокатке на поверхности ручья наплавлены продольные валики С1 3. Однако известный валок не позволяет проработать дендритную струк туру при прокатке непрерывнолитых заготовок и не может быть использован при производстве полос в линии широкополосных станов. Наиболее близким к изобретению по тех}мческой сущности и достигаемому результату является горизонтальный прокатный валок, содержащий бочку с рядом ящичных калибров, включающих гребни, днища и выпуски. Этот валок используется ддй прокатки широких полос в черновых клетях непрерывного стана и позв(эля ет повысить уровень механических свойств прокатываемого металла путем проработки дендритной структуры и заваривания внутренних несппсяиностей осевой зоны непрерывнолитых слябов 2 3. , Недостатком валка является смещение полосы от оси прокатки, что приводит к снижению производитель- ности стана, обусловленное геометри ей выпусков калибров, выполненных в виде плавной кривой, соединякяцей гребни с днищем. Цель изобретения - повьшенйе уст чивости полосы при прокатке. Поставленная цель достигается тем, что в горизонтальном прокатном валке, содержащем бочку с рядом ящичных калибров, включающих гребни, днища и выпуски, выпуск каждого ящичного калибра, обращенны к оси прокатки, выполнен в виде двух сопряженных поверхностей, одна из которых представляет поверхность выпуска, а другая проходит через прямую, соединяющую геометрические оси гребня и днища. На 4иг.1 показан валок, продольный разрез; на фиг. 2 - ящичный калибр. . Горизонтальный прокатный валок. состоит из бочки 1, на катающем диаметре которой выполнен последовательный ряд ящичных .калибров 2, каждый из которых содержит гребну 3, выпуски 4 и 5, днище 6. Выпуск 5 образован из двух сопряженных поверхностей 7 и 8, одна из которых представляет поверхность выпуска 5, а другая проходит через прямую ОА, соединяющую геометрическую ось греб ня и 00 днища. Причем все переходы от гребня к днищу плавно скруглеш 1, а выпуски 5 в каждом последующем калибре чередуются через выпуски 4 и имеют зеркальную симметрию от середины бочки валка к ее концевым частям. При прокатке щироких полос валковый комплект, состоящий из двух валков, устанавливается в клетях черновой группы и используется для многократного преобразования формы широких граней сляба. йэшолнение в ящичных калибрах выпусков 5 из двух сопряженных поверхностей обеспечивает надежное фиксирование полосы по длине бочек валков относительно оси прокатки, что позволяет повысить скорость прокатки при одновременном снижении остановок стана, вызываемых неустойчивой его работой вследствие смещения полосы от оси прокатки, и невозможности ее подачи в последующую клеть непрерывного стана. Для непрерывного широкополосного стана 2000 повышение производительности составит 10-12,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| Вертикальный валок универсальной клети | 1983 |
|
SU1163925A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Комплект рабочих валков | 1986 |
|
SU1349815A1 |
ГОРИЗОНТАЛЬНЫЙ ПРОКАТНЫЙ ВАЛОК, содержащий бочку с рядом ящичных калибров, включающих гребни, днище и выпуски, отличающий с я тем, что, с целью повышения устойчивости полосы при прокатке, выпуск каждого ящичного I калибра, обращенный к оси прокатки, выполнен в виде двух сопряженных поверхностей, одна из которых представляет поверхность выпуска, а другая проходит через прямую, соединякицую геометрические оси гребня и днища.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВАЛОК ПИЛЬГЕРСТАНА | 0 |
|
SU246459A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
