дна ручья выполнена политропной кривой, например параболической, причем показатели степени парабол вертикального вапка 2 с вертикальным валком 1 отличаются между собой в 1,5-3 раза. Также возможен вариант профиля в виде параболической кривой а О ,Ь дпя вертикального вапка 1 и гиперболической кривой с дпя вертикального валка 2. Большая степень параболической кривой для ручья формируется на вертикальном валке контактирующем с более нагретой кромкой спяба (раската). Радиус сопряжения дна с копьцевым выпуском ручья 2 вы- полняют R , который по величине делают большим радиуса сопряжения R, между образующей выпуклого дна и кольцевым выпуском ручья 1. Сопряжение .боковых выпусков ручья с цилиндричес- кими y4acTKaNM бочки валков выполнено постоянным радиусом R,. Глубина ручья вертикальных валков 1 и 2 выбирается одинаковой для обоих валков, равной h. Величина минимальной шири- ны у дна ручья равна 1, а величина максимальной ширины ручья у перехода выпусков к цилиндрическим участкам :ЦКомплект вертикальных валков поло
сового стана работает следующим образом.
В зазор между вертикальными валками 1 и 2 задают нагретый сляб 3, где происходит его обжатие по ширине. Дн ручья позволяет качественно прорабо- тать сляб 3 по малой его грани, деформируя малоподвижные центральные слои кромочного метгшла и- переме щая их ближе к средней части раската Сляб после редуцирования в комплекте вертикальных валков передается дальше для посл.едующей деформации по толщине, например в клетях стана с горизонтальным и валками.
Сущность изобретения заключается в том, что дно каждого ручья вертикального валка образовано политропной кривой, . параболой или гиперболой. Принципиальная особенность данной профилировки сводится к тому, что ее применение позволяет качествено проработать кромки сляба по меньшим граням его, где металл с литой структурой наиболее хрупок и склоне к деформационному разрушению. Харак- тер профиля дна ручья, выполненного попитропной кривой, обеспечивает такую закономерность проработки кромки
j. Qe 5
0
0
0
сляба по его меньшей грани, когда напряжения распределены равномерно по всему периметру контакта, не создавая концентраторов напряжений, чем залечивается дефектность кромочных слоев литой структуры металла сляба. В том случае, когда в одном комплекте вертикальных валков дно каждого из ручьев образовано параболической кривой с показателем степени одного профиля ручья, отличного от другого в 1,5-3 раза, создаются условия, учитывающие тот факт, что сляб по ширине своей имеет различные температурные условия. Например, рсромка сляба со стороны печи более нагрета, чем с противоположной стороны. Это создает различные свойства металла, которые учитываются предлагае1 ь м комплектом валков, а именно тем, что дно ручья валка со стороны печи выполняется параболическим профилем с большим показателем, чем с противоположной стороны в 1,5-3 раза, т.е. с более холодной стороны профиль дна ручья как-бы более острый, а со стороны горячей - более плав- ный (тупой). Данное соотношение показателей степеней выполненных профилей дна ручья выравнивает сумму- температурно-деформационтт условий, тем самым достигая конечных сопоставимых результатов. При этом меньшая вшщчина различия в показателях парабол, которыми спрофилированы ручьи валков впп-оть до ,5 приемлема при прокатке на стане слябов с относительно максимальной ширины (до мм) и малым уровнем максимальной ширины (до BC 1500. мм) поскольку на таких слябах различие в температурах на противоположных малых гранях минимально, поэтому условия деформации приближаются одно к другому, вместе с тем, дальнейшее уменьшение этого разли1шя в степенях парабол, а именно п /п ,5 может привести к растрескиванию нл кромках и снижению конечного качества горячекатаных полос, а поэтому нецелесообразно. Большая величина различия в показателях степеней парабол вплоть до п /п 3 может выбираться в том случае, когда непрерывн- литые слябы относительно тонки ( мм) и широки (BC f 2350 мм). На таких слябах различие .на кромк ах в температурах может достигать столь значительной величины, что малым вели1шнами различий сте20
15991396
пеней парабол не удастся обеспечить рам также мало и сам уровень темпера- требуемого выравнивания температур- тур значителен. Для данного комплекта целесообразно параболу использо- - ,вать с показателем степени 2-4 так, что меньшие значения п,:9-2 целесообразны для относительно узких слябов и толстых (BC 1500 мм, Н 360 мм),
-, -Г-,- ...,При этом дальнейшее уменьшение п 2
разницу, и растрескивание будет прояв- ю может привести к тому, что дефекты ляться уже не со стороны кромки с низ- в виде трещин возникнут со стороны
большей температуры (т.е. с печной стороны). Большие значения рационально назначать в том случае когда по 15 сортаменту стана слябы широкие и тонкие (например, мм, мм). В эт ом случае различие между кромками по температуре имеет максимальное различие, что требует соответственно максимального различия в условиях деформации соответствующими профилями ручьев. Увеличение показателя пара- балы до большей величины п, может привести к тому, что металл по малой грани начнет рваться со стороны гиперболического профиля, так как здесь возникнут условия избыточной деформации, поэтому значения п 4 неприемае- . Еще одной особенностью данного комплекта валков является тот факт, что сопряжение профиля дна ручья с его выпусками на каждом из ручьев выполнено различными радиусами.для валка 1 - это R, а для валка 2 - н . 35 Они также различны, причем радиус сопряжен при дне ручья, выполненного параболой с большим показателем степени меньший, а со стороны ручья с профилем параболы с меньшим показателем степени - больший, а именно l,5-( объясняется данное различие тем, что более плавный переход от профильного дна к выпускам целесообразен -там, где кромка раската (сляба) бособ™ вызвать растрескивание, ухудшив 45 лее .подстывшая, чтобы исключить резТОМ / . ll rf nf г г ,...
но-деформационных условий прокатки. Однако еще большее различие в показателях степеней 3 не только не улучшит качественные показатели процесса прокатки, но способно привести к обратному эффекту, создав обратную
кой температурой, ас противоположной стороны, снизив в целом качественные показатели процесса. При выполнении комплекта вертикальных валков в части дна параболами с разно- степенными показателями сам диапазон парабол с меньшими показателями целесообразно выбирать в пределах 1,5 f ,5. Здесь меньшее значение (п 1 ,5) целесообразнее назначать при выполнении ручья.в последних по ходу прокатки эджерных клетях черновой группы стана, где соотношение ширины и толщины раската составляет значительную величину, например, ., 45.. Дальнейшее уменьшение показателя параболы вплоть до .S даже на последних клетях может привести к обратному эффекту, в частности возможны такие дефекты, kaK кромочное продольное расслоение материала раската и поэтому недопустимо. Большие значения показателя ,5 рационально назначать в первых эджерных клетях по ходу прокатки, где отношение ширины и толщины а1яба еще достаточно мало . Вместе с тем увеличение данного показателя до больших значений (n,,5) и в этих вертикальных валках, где обрабатывается Относительно горячий по температуре раскат может привести к тому, что возникнут повышенные напряжения, которые спо25
30
40
тем самым качество горячекатаных полос. Еще одним вариантом выполнения предпагаемого комплекта вертикальных вапков может служить такое сочетание профилировок, когда дно одного ручья выполнено параболой, а второго валка, установленного с противопопожной относительно печи стороны, - гиперболой. Данное сочетание рационально некий переход между течением металла по одной и второй грани (для ручья это вдоль его дна и вдоль выпусков) хотя с другой стороны, а именно с позиций 50 уменьшения уширения при обжатии по толщине сами радиусы должны быть как можно меньше. Таким образом меньшее соотношение радиусов целесообразно в
-. ..первых комплектах вертикальных валков
пользовать в маломощных эджерных кле- 55 «штоть до R,/R,1,5, хотя дальней- тях, например в вертикальном черно-шее снижение не яелательно поскольку
вом окапиноломателе, где абсолютные.может свести на нет учет кромочной
обжатия по ширине составляют 10-30 ммразнотемпературности. Большая величивместе с тем различие по температу-на различия в радиусах, включая вели20
15 5
чину Rj/Rj J, рациональна при лировании вертикальных валков в пос- лед1шх эджерных валках клетей черновой группы по ходу прокатки, при это дальнейшее различие, не улучшая качественные показатели в части снижения кромочных треш;ин, способно привести к повьш1енному уширению и ухудшению показателей разнотолщинности полосы по ее длине,
Примером может служить комплект вертикальных валков ШСГП 2000, предложенный для клети № 1 черновой группы стана (см. таблицу) При обидах параметрах для всех испытанных комилектов, включая известный (3), глубина ручья максимальнаяJ мм: 1,300; 1,240, при диаметре и длине бочки Д 1300; R,50. Опти- мальными, параметрами комплекта определены следующие, мм: R з-25 (R3/R2 2,08)i п,4,5; ,0 (п п 2,25), Это подтверждено опытшлми .опробованиями предлагаемого комплекта, что следует из анализа сопоставительных результатов, полученных при прокатке в условиях ШСГП 2000. Во всем диапазоне заявленных граничных параметров предлагаемый комплект вал ков обеспечивает более высокий уровень качестза, например, оцениваемог по количеству случаев дефектной крошки , хотя максимальная эффективность
по сравнению с известным достигает
ся при сумме всех оптимальных параметров комплекта,
Преимуш;ество предлагаемого комплекта валков заключается в улучи1ении качества полос .за счет снижения кромочных дефектов.
Формула изобретения
1.Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки, содержащей пару вертикальных вал ков с кольцевыми ручьями, профиль которых очерчен выпуклой симметричной криволинейной образующей, сопряженной с боковыми выпусками, отличающийся тем что, с целью улучшения качества полос путем равномерной проработки разно- нагретых их кромок профиль кольцевых ручьев очерчен политропными кривыми с различными показателями степеней у каждого из них.
2.Комплект по п. 1, отличающийся тем, что профили кольцевых ручьев очерчены параболическими кривыми с соотношением.показателей степеней, р авным 1,5-3.
3.Комплект по п. 1, о т л и ч а - ю щ и и с я тем, что профили кольцевых ручьев очерчены политропными кривыми с разноименными показателями степеней.



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1523203A1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| Комплект вертикальных валков широкополосного стана горячей прокатки | 1987 |
|
SU1503913A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
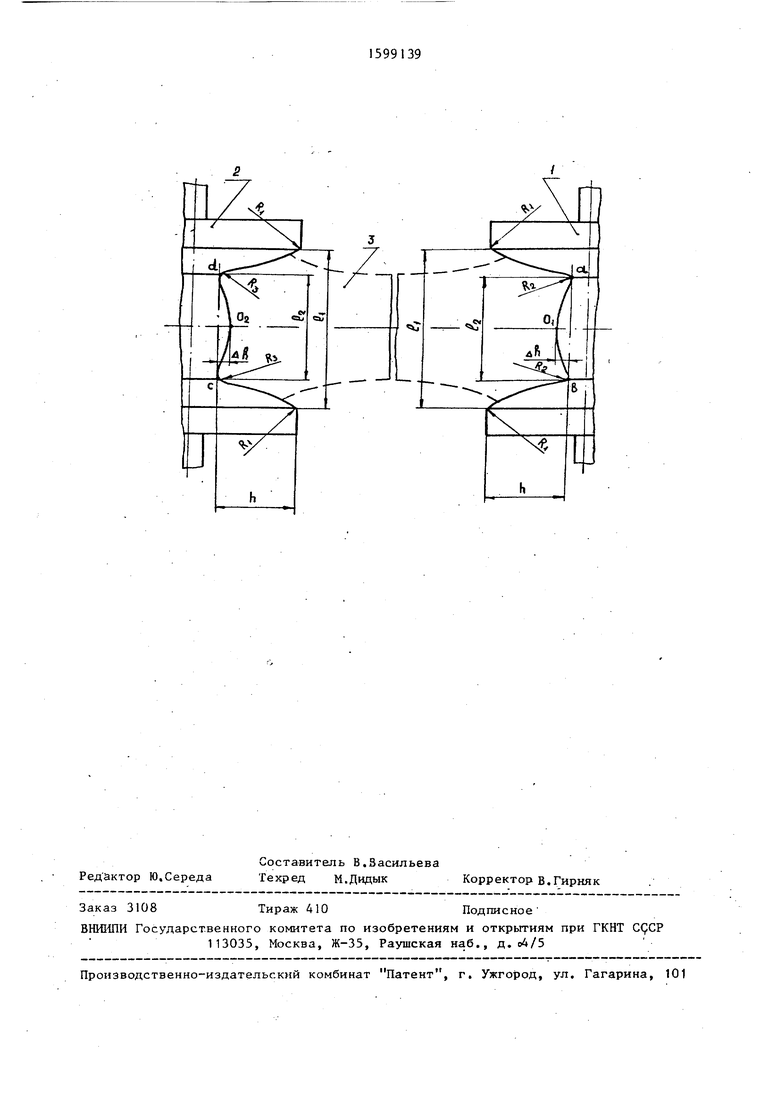
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве, например в эджерных клетях чистовой группы широкополосных станов горячей прокатки. Цель изобретения - улучшение качества полос путем равномерной проработки разнонагретых их кромок. Для этого в комплекте вертикальных валков, включающем пару вертикальных валков с кольцевыми ручьями, выполненными на поверхности бочки так, что дно ручья имеет криволинейную выпуклость, сопряженную с боковыми выпусками, дно каждого ручья выполнено политропной кривой. Кроме того, дно каждого ручья выполнено параболической кривой с показателями степени, отличающимися между собой в 1,5-3 раза, а также дно одного ручья выполнено параболической кривой и второго - гиперболической. Установленный в эджерных клетях черновой группы комплект вертикальных валков в процессе работы обжимает сляб по краям с малой гранью соответствующими выпуклостями дна, после чего сляб передают в следующие проходы, например, для обжатия горизонтальными валками. Комплект валков позволяет качественно проработать кромки сляба. 2 з.п. ф-лы, 1 ил.
Результаты сопоставительных опроболаьшй известного и предлагаемого комплектов вертикальных валков
30 5
12 20
30 15
25 30
2,25 1,5
4,5 ,5
2,0 2,5
О 10
10 10
12,3 11,2
2,6
11,9
| Авторское свидетельство СССР № 755350, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чижиков Ю.М | |||
| Редуцирование и прокатка металла непрерывной разливки. | |||
| М.: Металлургия,- 1974, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ГЛИНОЗЕМА И ЕГО СОЛЕЙ ИЗ СИЛИКАТОВ ГЛИНОЗЕМА, ПРОСТЫХ ГЛИН И. Т.П. | 1915 |
|
SU280A1 |
