i54) ЗАГОТОВКА ДЛЯ ОБЖИГА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| Заготовка для вытяжки с обжимом | 1986 |
|
SU1349836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| Способ калибровки сужающихся оболочек | 1985 |
|
SU1304956A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| Устройство для штамповки | 1986 |
|
SU1355326A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
Изобретение относится к обработке металлов давлением, а именно к заго тоннам для обжима. Известна заготовка для обжима, представляющая собой цилиндрический стакан llНедостатком этой заготовки является то, что при ее обжиме не удается получить больших степеней деформации из-за потери устойчивости. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является заготовка для обжима, представляющая собой стакан, имекядий пилиндрическую и донную части, сопрягающиеся по радиусу с эластичным наполнителем .2 Недостатком заготовки является низкое качество штампованной детали заключающееся в разнотолщинности стенки штампуемой детали. Это объясняется тем, при ббжиме за счет изменения геометрии уменьшается внутренний объем обжимаемой заготов куда помещен эластичный наполнитель В результате этого создается избыточное давление наполнителя, что и приводит к утонению (до 40%) штампу емого материала в зоне свободного участка заготовки, не соприкасаюцег ся с матрицей. Кроме того, за счет давления наполнителя на внутреннюю поверхность заготовки создаются дополнительные силы трения при перемещении заготовки по матрице. Это приводит к утолщению торца заготовки, что увеличивает разното.лщинность детали. Цель изобретения - повышение качества штампованной детали. Указанная цель достигается тем, что в заготовке для обжима представляющей собой стакан, имеющий цилиндрическую и донную части, сопрягающиеся по радиусу с эластичным .наполнителем, высота эластичного наполнителя равна высоте цилиндрической части стакана, а радиус сопряжения цилиндрической и донной частей заготовки равен и-а-Иц.ил -длина образующей го где L ТОБОЙ детали, ц«л « -соответственно высота и радиус цилиндрической части стакана.
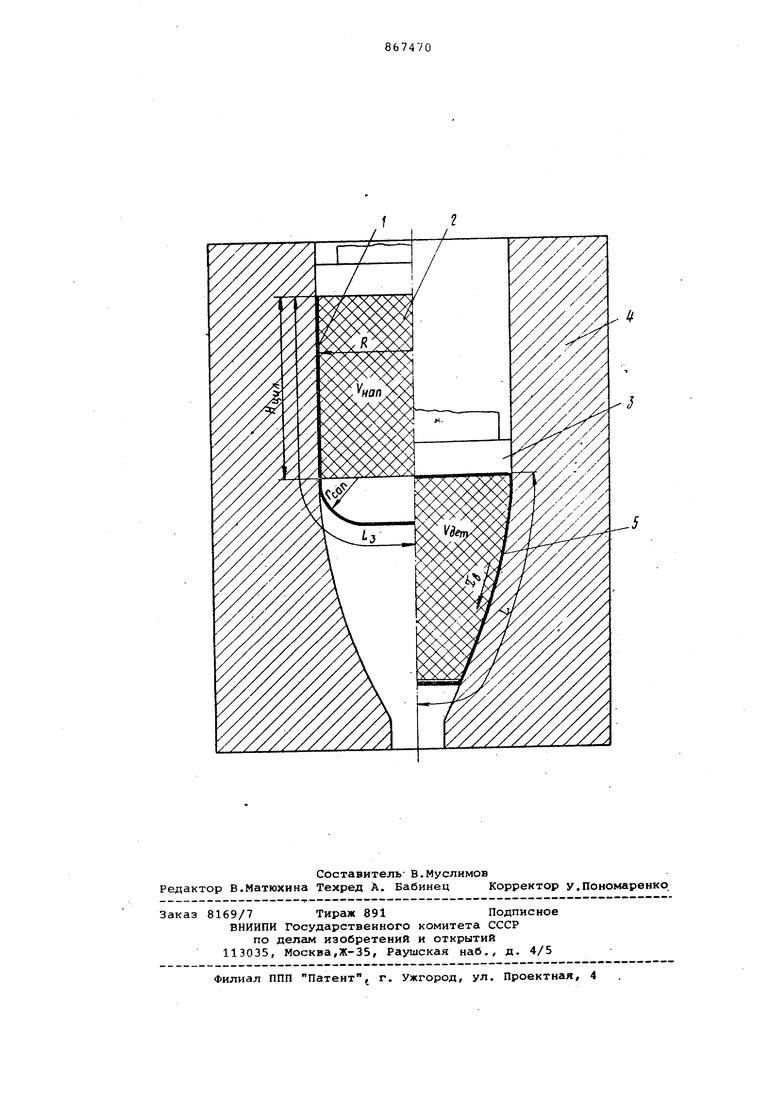
На чертеже слева от оси симметрии показана заготовка с эластичным наполнителем, справа - готовая деталь с помещенным внутри нее наполнителем.
Во внутрь стакана 1, имекяцего радиус сопряжения донной и цилиндрической частей соп определяемой по вышеприведенной эмпирической формуле, помещают эластичный -наполнитель 2, изготовленный, например из полиуретана, который занимает только объем инлиндрической части заготовки 1 и, следовательно, высота цилиндрической .части заготовки 1 равна высоте наполнителя 2, Зона сопряжения дна со стенками заготовки 1 свободна от наполнителя 2,
Вследствие этого объем наполнителя равен объему готовой детали (Ущ-,р VAgj). При объеме в торец заготовки 1 пуансоном 3 происходит уменьшение ее внутреннего объема. Наполнитель 2, обжимаясь вместе с заготовкой 1 и перемещалась относительно её внутрен-.. ней. поверхности, вызывает касательные напряжения от сил трения , направленных в сторону перемещения заготовки, уменьшая тем самым силы трения, действующие по внутренней и наружной поверхности заготовки 1, соприкасагащейся с матрицей 4. Вследствие того, что объем наполнителя 2 равен внутреннему объему готовой детали 5 (Унап ) избыточное давление накопите1ЛЯ 2 на стенки
штампуемой детали отсутствует,
Предлагаемая заготовка обеспе чивает изготовления деталей высокого качества с равной толщиной стенки по всей длине.
Формула изобретения
Заготовка для обжима, представляющая собой стакан, имеющий цилиндрическую и донную части, сопрягающиеся по радиусу, с эластичным наполнителем отличающаяся тем, что, с пелью выполнения качества штампованной детали, высота эластичного наполнителя равна высоте цилиндрической части стакана, а радиус сопряжения цилиндрической и донной частей заготрв2 и равен
. L-R-H
и,ил
соп
0,57
.где L
длина образующей готовой- детали,
и R Нсоответственно высота
цил и радиус цилиндрической части стакана. Источники информации, принятые во. внимание при экспертизе
