Изобретение относится к поверхностной обработке деталей вязкой абразивной массой и может быть использовано в машиностроительной и других отраслях промышленности.
Цель изобретения - повышение качества обработки цилиндрических отверстий заготовок.
На ,фиг. схематично изображено устройство, реализующее данный способ обработки, общий вид; на фиг. 2 - узел I на фиг. 1.
Устройство состоит из двух цилиндров 1 и 2, между которыми установлено приспособление 3 для закрепления детали 4. Внутри цилиндров расположены поршни 5 и 6. В приспособлении 3 для закрепления детали установлены направляюшие элементы в виде двух насадок 7 и 8, охватывающих обрабатываемую деталь с торцов.
В насадках выполнены отверстия, соос- ные с обрабатываемыми отверстиями. Отверстия в насадках имеют криволинейную поверхность, плавно расширяюшуюся от их торцовых поверхностей, обращенных к обрабатываемой детали. Для уменьшения износа насадки обрезинены. В продольном разрезе образуюшие отверстий имеют вид дуги окружности, соотношение радиуса которой к высоте насадки выбрано в диапазоне 0,9- 1,1, а соотношение высоты насадки к длине обрабатываемого отверстия - в диапазоне 0,3-0,5. Количество отверстий в насадках соответствует количеству отверстий в детали.
Способ осушествляется следуюшим образом.
Деталь 4 с насадками 7 и 8 устанавливают между цилиндрами 1 и 2 и прижимают цилиндром 1 к цилиндру 2. Поршнем 5 абразивную массу перепрессовывают через отверстия насадок 7, 8 и детали 4. При этом абразивный поток посредством насадок получает направленное, ламинарное движение. Аналогично осуществляется продавливание абразивной массы в обратном направлении. Направленное движение в предрабочей зоне абразивной массы с помощью насадок позволяет направлять поток строго по оси отверстия, сообщать потоку ламинарное движение, предварительно ориентировать его. Благодаря этому сохраняется цилиндрическая форма отверстий и тем самым повышается их точность.
15
Формула изобретения
5
0
Способ обработки заготовок абразивной массой, при котором последнюю возвратно- поступательным движением многократно 0 продавливают вдоль канала, образованного направляющим элементом совместно с обрабатываемой деталью, отличающийся тем, что, с целью повышения качества обработки цилиндрических отверстий заготовок, направляющий элемент берут с отверстиями, плавно расщиряющимися от торцовых поверхностей, и располагают его по торцам обрабатываемых заготовок отверстиями меньшего диаметра встык и соосно обрабатываемым отверстиям, при этом соотноще- ние высоты направляющего элемента к длине обрабатываемого отверстия выбирают равным 0,3-0,5, а соотношение радиуса кривизны к высоте направляющего элемента - равным 0,9-1,1.
Составитель л. Карелина Редактор .М. КелемешТехред И. ВересКорректор А. Зимокосов
Заказ 5255/12Тираж 715Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фаг. 2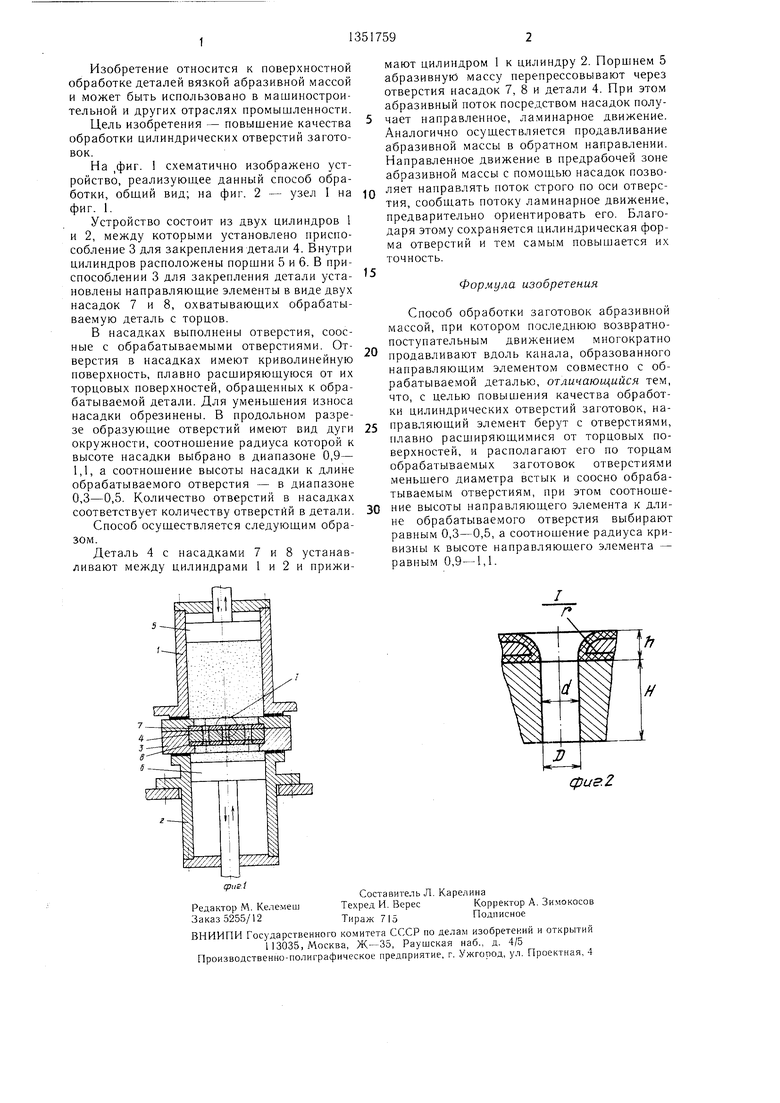
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ АБРАЗИВНЫМ ПОТОКОМ МЕЖЛОПАТОЧНЫХ КАНАЛОВ КРЫЛЬЧАТОК | 2020 |
|
RU2751073C1 |
| Способ обработки деталей абразивной массой | 1983 |
|
SU1161359A1 |
| УСТАНОВКА ДЛЯ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВОК | 2015 |
|
RU2605402C1 |
| СПОСОБ АБРАЗИВНО-ЭКСТРУЗИОННОЙ ОБРАБОТКИ КАНАЛА С ЦИЛИНДРИЧЕСКОЙ И КОНУСНОЙ ЧАСТЯМИ | 2011 |
|
RU2469832C1 |
| РОТОРНЫЙ ГИДРОДИНАМИЧЕСКИЙ КАВИТАЦИОННЫЙ АППАРАТ | 2007 |
|
RU2357791C1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| ГИДРАВЛИЧЕСКОЕ КАВИТАЦИОННОЕ УСТРОЙСТВО | 2007 |
|
RU2359763C1 |
| Станок для отделочно-зачистной и упрочняющей обработки деталей малой жесткости | 2020 |
|
RU2743272C1 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ОТДЕЛЕНИЕМ ОБРАБОТАННЫХ ДЕТАЛЕЙ ОТ АБРАЗИВНЫХ ГРАНУЛ И ОТХОДОВ ОБРАБОТКИ | 2013 |
|
RU2549793C1 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
Изобретение относится к поверхностной обработке деталей вязкой абразивной массой и может быть использовано в машиностроительной и других отраслях промышленности. Оно позволяет повысить качество обработки отверстий путем сохранения их цилиндрической формы. При обработке деталей абразивной массой, продавливаемой вдоль обрабатываемых поверхностей с помошью направляющего элемента, абразивной массе в предрабочей зоне сообщают направленное движение. Направляющий элемент берут с криволинейными отверстиями, расширяющимися от торцовых поверхностей, обращенных к обрабатываемой детали, и располагают отверстиями соосно отверстиям обрабатываемых деталей. Отношение высоты насадки к длине обрабатываемого отверстия выбирают равным 0,3-0,5, а отношение радиуса кривизны к высоте насадки - равным 0,9-1,1. Криволинейные отверстия насадок исключают появление вихревых потоков в отверстии детали, сообщают абразивному потоку ламинарное движение. 2 ил. W со ел СП СО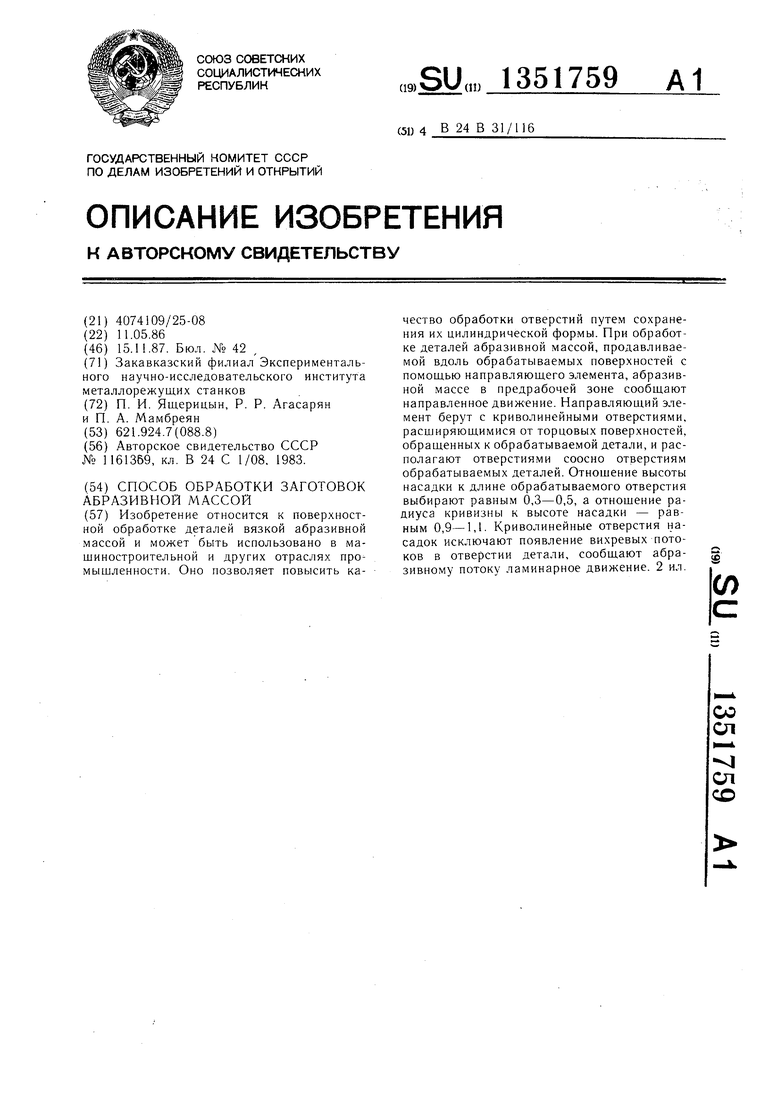
| Гидравлический ударный механизм | 1983 |
|
SU1161369A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
