ностях сегментов 6 и кольцевые выступы 4 на прижимных дисках позволяют сегментам 6 смещаться по окружности, компенсируя неточности их изготовления, и обеспечивают равномерный прижим всех сегментов 6. При
1
Изобретение относится к технологии изготовления сборных абразивных кругов, предназначенных для круглого и плоского шлифования, преимуш,ественно, крупногабаритных деталей машин, напри1мер валков прокатных станов, коренных и шатунных шеек коленчатых валов и др.
Целью изобретения является повышение жесткости круга.
На фиг. 1 показан абразивный круг в сборе, обш,ий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - два состыкованных смежных трапецеидальных абразивонесуших сегмента, изометрия; на фиг. 4 - вариант конструкции круга.
Сборку круга производят следующим об- разом.
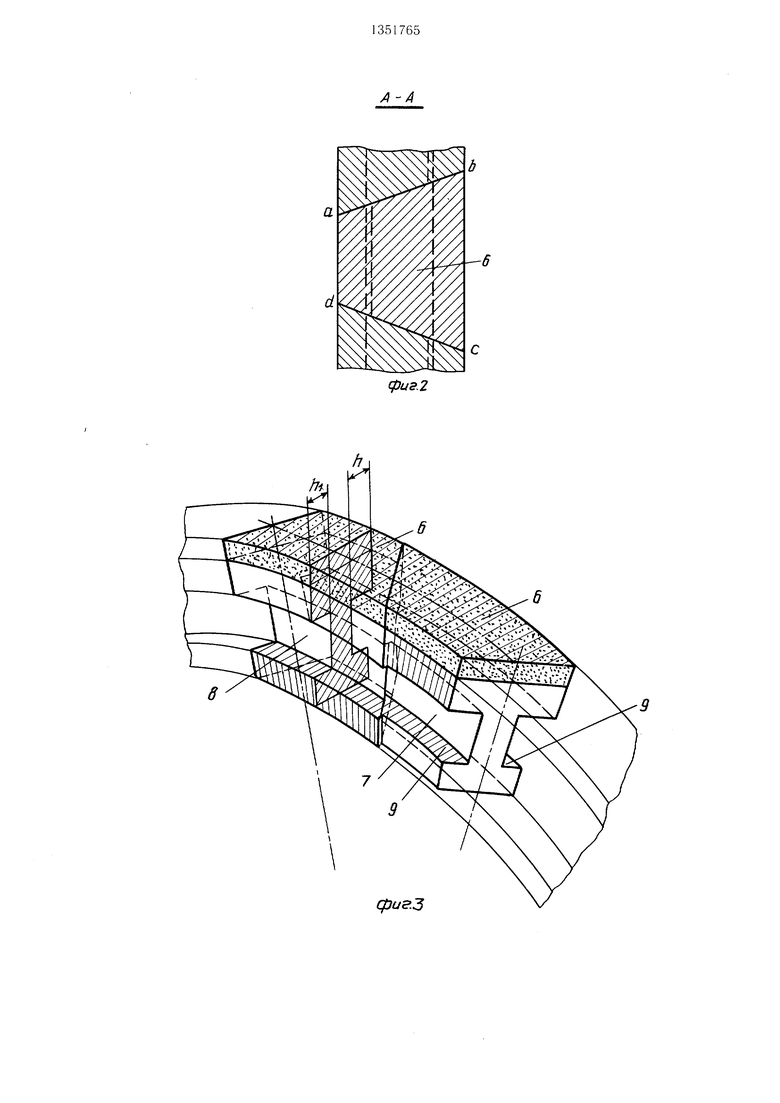
На корпусе 1 (фиг. 1) устанавливают один из фланцев 2, который центрируют по поверхности 3. На фланцах 2 выполнены кольцевые выступы 4 с базовыми цилиндрическими поверхностями 5, а на трапе- цоидальных абразивонесущих сегментах 6 - дуговые выемки 7 и 8 (фиг. 3) с базирующими цилиндрическими поверхностями 9.
В сегментах 6 глубина h дуговой выем- ки 7 со стороны меньшего основания трапеции больше глубины hi выемки 8 со стороны большего основания трапеции. Трапецию abed (фиг. 2) образует сечение А-А (фиг. 1) сегментов.
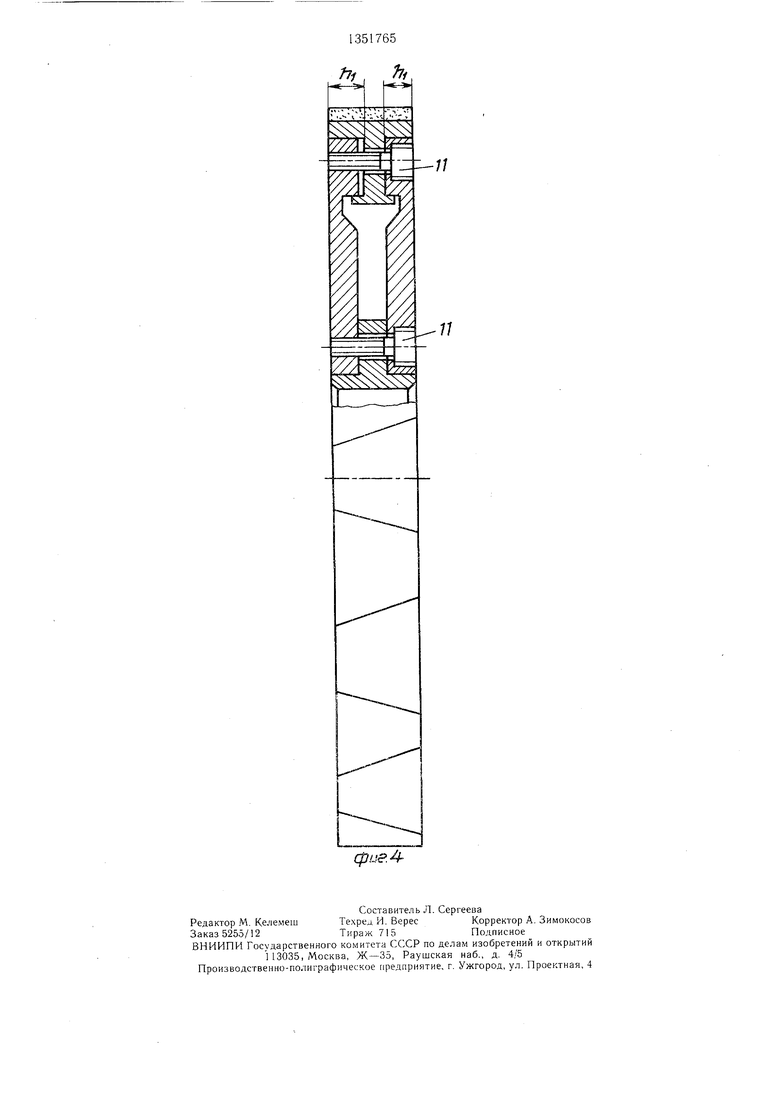
Сег.менты 6 дуговыми выемками 7 и 8 размещают на выступе фланцев 2 так, чтобы узкие стороны их были направлены навстречу друг другу. В дуговые выемки 7 и 8 сегментов 6 с противоположной стороны устанавливают другой фланец 2, базируя его по поверхности 3 корпуса 1, и сжимают фланцы 2 гайкой 10 (фиг. 1) или винтами 11 (фиг. 4). Так как глубина выемок 7 и 8 на сегментах 6 не одинакова, то фланцЕ) 2 прижимают каждый
сборке круга предлагаемым способом увеличивается его жесткость за счет того, что сегменты 6 прижаты не только к фланцам 2, но и друг к другу смежными боковыми сторонами 12. 4 ил.
0
0
п г
сегмент 6 .только с той стороны, где глубина этих выемок меньше, т. е. со стороны большего основания трапеции be.
При зажиме сегментов б фланцами 2 с двух сторон сегменты 6 прижимаются друг к другу скошенными боковыми поверхностями 12 и, контактируя по этим поверхностям, выталкиваются в радиальном направлении от центра и прижимаются базирующими цилиндрическими поверхностями 9 сегментов б к соответствующи.м базирующим поверхностям 5 кольцевых выступов 4 фланцев 2, что обеспечивает точность рабочей поверхности круга по наружному диаметру.
Дуговые выемки 7 и 8 на боковых поверхностях сегментов 6 и кольцевые высту- пь 4 на прижи.мных дисках позволяют сегментам б смещаться по окружности, компенсируя неточности из изготовления, и обеспечивают равно.мерный прижим всех сег- .ментов б.
При сборке круга по предложенному способу увеличивается его жесткость за счет того, что сегменты б прижаты не только к фланцам 2, но и друг к другу смежными скошенными боковыми сторонами 12.
Формула изобретения
Способ сборки сегментного абразивного круга, при котором абразивонесущие сегменты с трапецеидальными боковыми поверхностями устанавливают с сопряжением по указанным боковым поверхностям и зажимают между двумя фланцами, отличающийся тем, что, с целью повышения жесткости круга, берут сегменты с базирующими цилиндрическими поверхностями и прижимают фланцы к сегментам из условия контакта фланцев с базирующими поверхностями со стороны большего основания трапеций.
а
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СЕГМЕНТНОГО АБРАЗИВНОГО КРУГА | 1992 |
|
RU2041790C1 |
| Сборный абразивный круг | 1986 |
|
SU1511097A1 |
| МАГНИТОПРОВОД ЯВНОПОЛЮСНОГО ИНДУКТОРА | 1991 |
|
RU2046498C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Шлифовальный круг | 1988 |
|
SU1553366A1 |
| Сборный абразивный круг | 1987 |
|
SU1493449A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2150371C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2073598C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА С ПНЕВМАТИЧЕСКОЙ ШИНОЙ ПОВЫШЕННОЙ ПРОХОДИМОСТИ | 2021 |
|
RU2771703C1 |
Изобретение относится к технологии изготовления сборных абразивных кругов, предназначенных для круглого и плоского шлифования, преимущественно, крупногабаритных деталей мащин, например валков прокатных станов, коренных и щатунных шеек коленчатых валов и др. Целью изобат ретения является повьииение жесткости круга. Для этого в сегментах 6 трапецеидальной формы глубина h дуговой выемки 7 со стороны меньщего основания трапеции больще глубины hi выемки 8 со стороны большего основания трапеции. Сегменты 6 дуговыми выемками 7 и 8 размещают на выступе 1 фланцев 2 так, чтобы узкие стороны их были направлены навстречу друг другу. В дуговые выемки 7 и 8 сегментов 6 с противоположной стороны устанавливают другой фланец 2, базируя его по поверхности 3 корпуса 1, и сжимают фланцы 2. Так как глубина выемок 7 и 8 на сегментах 6 не одинакова, то фланцы 2 прижимают каждый сегмент 6 только с той стороны, где глубина этих выемок меньше, т. е. со стороны больщего основания трапеции. Дуговые выемки 7 и 8 на боковых поверх6 h, (Л 00 сд СП) сд а г (рие.1
фие.З
hi h
Составитель Л. Сергеева
Г едактор М. КелемешТехред И. ВересКорректор А. Зимокосов
Заказ 5255/12Тираж 715Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.
| Шлифовальный круг | 1984 |
|
SU1220765A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
