7 J 13 12 11
IS
ел
со
Мзобретение откосится к производству инструмента и, в частности к изготовлению сборных абразивных шлифовальных и полировальных кругов.
Целью изобретения является упрощение конструкции круга.
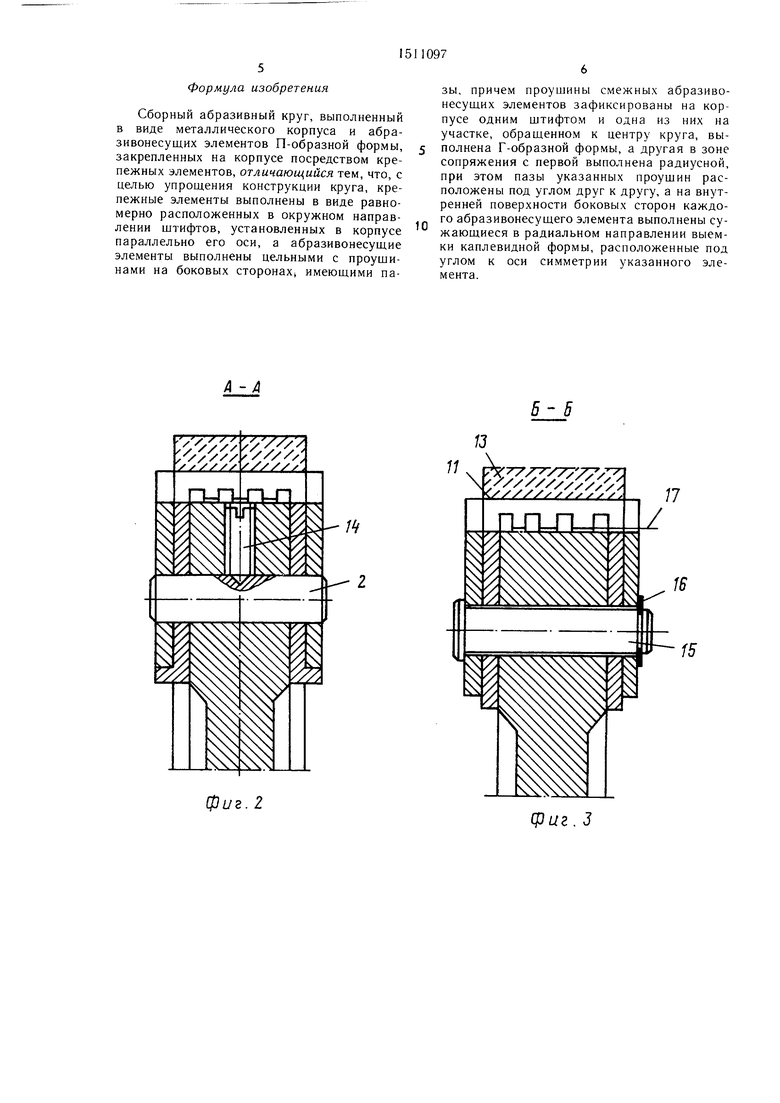
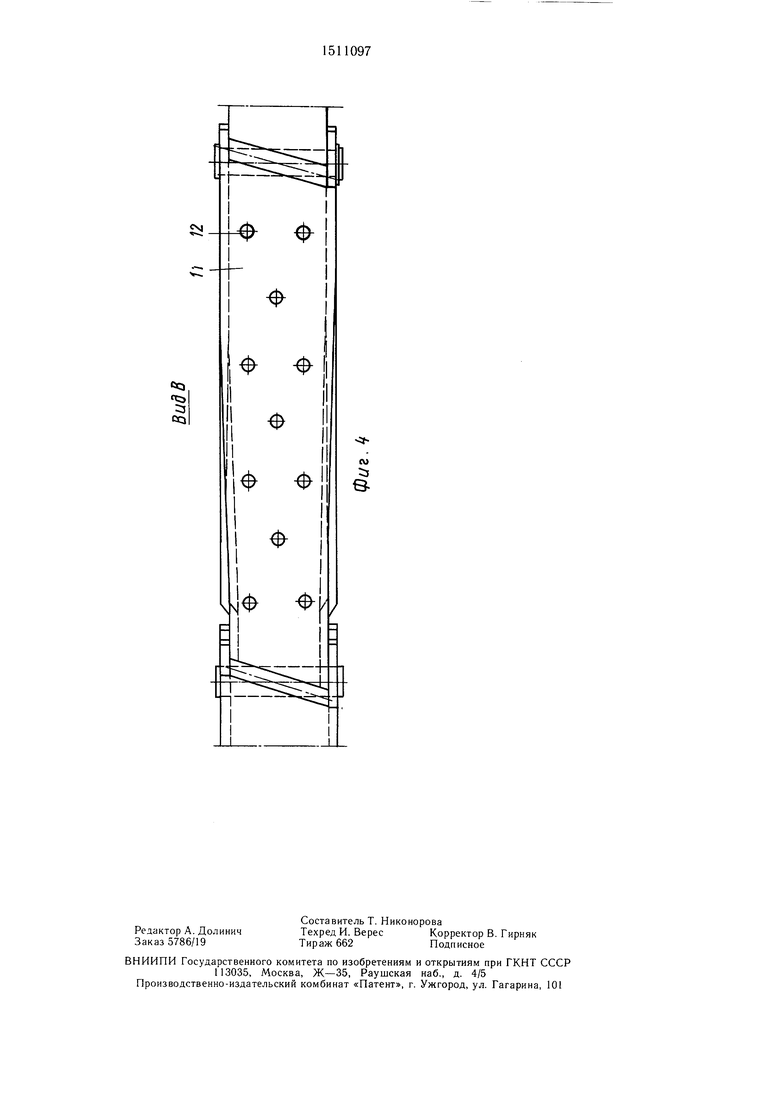
На фиг. 1 изображена часть абразивного круга с рабочим элементом; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1.
Абразивный круг содержит корпус 1, выполненный заодно со ступицей (материал: сплав ВТ-3), на пальцах 2 которого установлены последовательным путем абра- зивонесущие звенья 3, каждое из которых имеет арочную форму с П-образным попе- реченым сечением и охватывает диск круга в виде цепи (материал звеньев: сталь 45). Каждое звено с обоих торцов снабжено проушинами 4, 5 с пазами б, 7, ширина которых соответствует диаметру пальцев 2. Пазы 6 выполнены по радиусу в радиальном направлении корпуса 1 круга, при этом нижние части проушины 4 с пазами 6 выполнены Г-образной формы и оканчиваются выступами 8. Пазы 7 выполнены прямолинейной формы в окружном направлении корпуса 1 и в нижней части проушины 5 с пазами 7 оканчиваются радиусным участком 9. Ширина между внутренними поверхностями проушин 4 и наружными поверхностями проушин 5 выполняется с гарантированным зазором и в собранном виде первые являются охватывающими по отношению ко вторым. Одно из звеньев 3 выполнено замковым без буртиков на проушинах 4, причем пазы 6 выполнены, так же как и проушины имеют прямолинейную форму в окружном направлении (более короче, чем пазы 7). По обеим выштампованным внутренним боковым поверхностям звена 3 выполнены каплевидной формы выемки 10, ось симметрии которых совпадает с параболическими спиралями, у которых полюс (в полярной системе координат) совпадает с геометрическим центром круга и выполняют функцию нагнетателей охлаждающего воздуха на рабочие элементы.
Периферийная часть поверхности 11 звена 3 перфорирована равнорасноложенными друг относительно друга отверстиями 12. На поверхности 11 посредством клеевого соединения закреплены рабочие элементы 13 (шлифовальные или полировальные) требуемой профильной формы, эластичности, твердости и величины зерна абразива, исходя из необходимости получения требуемых качественных показателей микрорельефа обрабатываемой поверхности изделия. Клей для крепления рабочих элементов необходимо применять типа «инструментол, режим отверждения: нагрев и охлаждение в аэро
0
5
0
5
0
5
0
5
динамическом термошкафе (типа ПАП-4М), температура нагрева 120-160°С в зависимости от материала рабочих элементов, время выдержки 2 ч, давление контактное (накладкой - прижимом). Пальцы 2 (сталь 45) установлены в корпусе 1 круга по плотной посадке и зафиксированы винтами 14, при этом один из пальцев выполнен по скользящей посадке быстросменным, т. е. установлен с возможностью быстрого съема и установки с фиксацией с помощью замкового стопорного кольца 15. Между оребренной внутренней (с целью повыщения жесткости) поверхностью звеньев 3 и периферий корпуса 1 имеется зазор 16.
Абразивный круг работает следующим образом.
Исходя из необходимости выполнения требуемой финишной операции на корпус 1 устанавливают звенья 3 с рабочими элементами, служащими для шлифования или полирования изделий различной формы, плоских поверхностей или цилиндрических изделий профильной формы, (с радиусными участками). Установка звеньев 3 (с выбранным рабочим профилем рабочих элементов, с определенной твердостью связки и размера абразивных зерен) производится следующим образом. Первое звено устанавливают пазами 7 в проушину 5 и вводят в консольные выходы быстросменного пальца 2, и радиальными пазами 6 (в проушинах 4) вставляют в консольные выходы следующего зафиксированного пальца 2. Следующее звено 3 охватывающей проушиной 4 устанавливается пазами 6 в следующие пальцы 2, поворачивается, затем радиальным участком 9 прижимают выступы в форме лапок 8 предыдущего звена, а проушина 5 с пазами 7 устанавливается на следующий палец 2 и т. д., до тех пор, пока последнее в цепи замковое звено 3 своим торцом с проушиной 5 и пазами 7 не окажется перед быстросменным пальцем 2. Тогда, поджимая с усилием 5-6 И первоначально установленное звено 3 рукой, выдвигается быстросменный палец 2, вводится хвостовая часть замкового звена (выставляется проушиной 6 с укороченным пазом против отверстия), поджимается с усилием 5-6 И и вводится быстросменный палец 2, после чего последний фиксируется стопорным кольцом 15.
Такая конструкция абразивного круга упрощает его конструкцию, обеспечивает быстрос.менность рабочих элементов, сокращает время на сборку, обеспечивает расширение его функциональных возможностей (обработка изделий типа тел вращения с различной по форме поверхностью, а также щлифовку, полировку медицинского инструмента и деталей различной конфигурации).
Формула изобретения
Сборный абразивный круг, выполненный в виде металлического корпуса и абра- зивонесущих элементов П-образной формы, закрепленных на корпусе посредством крепежных элементов, отличающийся тем, что, с целью упрощения конструкции круга, крепежные элементы выполнены в виде равномерно расположенных в окружном направлении штифтов, установленных в корпусе параллельно его оси, а абразивонесущие элементы выполнены цельными с проушинами на боковых сторонах имеюшими па
зы, причем проушины смежных абразиво- несуших элементов зафиксированы на корпусе одним штифтом и одна из них на участке, обрашенном к центру круга, выполнена Г-образной формы, а другая в зоне сопряжения с первой выполнена радиусной, при этом пазы указанных проушин расположены под углом друг к другу, а на внутренней поверхности боковых сторон каждого абразивонесушего элемента выполнены сужающиеся в радиальном направлении выемки каплевидной формы, расположенные под углом к оси симметрии указанного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный круг | 1987 |
|
SU1493449A1 |
| Сборный абразивный круг | 1984 |
|
SU1211028A1 |
| Абразивный инструмент | 1986 |
|
SU1423360A1 |
| Однопроходный хон | 1989 |
|
SU1764961A1 |
| Абразивный инструмент | 1989 |
|
SU1673421A1 |
| Абразивный инструмент | 1989 |
|
SU1645125A1 |
| Лепестковый полировальный круг | 1988 |
|
SU1553369A1 |
| Абразивный круг | 1987 |
|
SU1414602A1 |
| СЕЛЬСКОХОЗЯЙСТВЕННЫЙ МАНИПУЛЯТОР | 1999 |
|
RU2166846C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ КРАЖИ ТРАНСПОРТНЫХ СРЕДСТВ | 2001 |
|
RU2232087C2 |
Изобретение относится к изготовлению абразивного инструмента и позволяет упростить его конструкцию. Для этого в сборном абразивном круге на металлическом корпусе 1 закреплены цельные абразивонесущие элементы 3 П - образной формы с торцовыми проушинами с пазами 6,7, смежные 4,5 из которых зафиксированы на корпусе одним штифтом. При этом одна из смежных проушин на участке, обращенном к центру круга, выполнена Г-образной формы, а другая в зоне сопряжения с первой выполнена радиусной. Пазы 6,7 этих проушин расположены под углом друг к другу, а крепежные элементы выполнены в виде равномерно расположенных в окружном направлении штифтов 2, установленных в корпусе параллельно его оси. Кроме того, на внутренней стороне торцовых поверхностей каждого абразивонесущего элемента выполнены равнорасположенные выемки 10 каплевидной формы, центры симметрии которых расположены на параболических спиралях, полюс которых совмещен с центром круга. 4 ил.
X f f //v///
Ух
иг. г
Б- 5
фиг. 3
| Сборный шлифовальный круг | 1977 |
|
SU984848A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
