-I
Изобретение относится к сварочному производству, конкретнее к стендам для автоматической сварки криволинейных швов на поточных автоматизированных линиях большой производительности с массовым выпуском одинаковых сварных изделий.
Известно устройство для автоматической сварки криволинейных швов, содержащее сварояную горелку с приводом ее перемещения, копир, смещенный по вертикали относительно плоскости сварки соединения и выполненнМ с пазом, взаимодействующим с копирным роликом, соединенным со сварочной горелкой посредством поводка.
Поскольку слежение за стыком обеспечивается только криволинейными поверхностями (пазами) копира, профиль паза должен в точности повторять профиль криволинейного шва. Однако при сварке швов большой кривизны на таких копирах роогаки заклиниваются в пазах, повышается мощ- ность привода.
Предложенное устройство позволяет повысить производительность при сварке угловых швов сое.цинений с участками большой кривизны за счет
того, что пав в копире выполнен с кривизной меньшей, чем квивизна соединения, сварочная горелка шарнирно укреплена на поводке, причем ось шарнира параллельна направлению сварки, а горелка снабжена роликами, ; обкатывавз1цими поверхность свариваемого углового соединения.
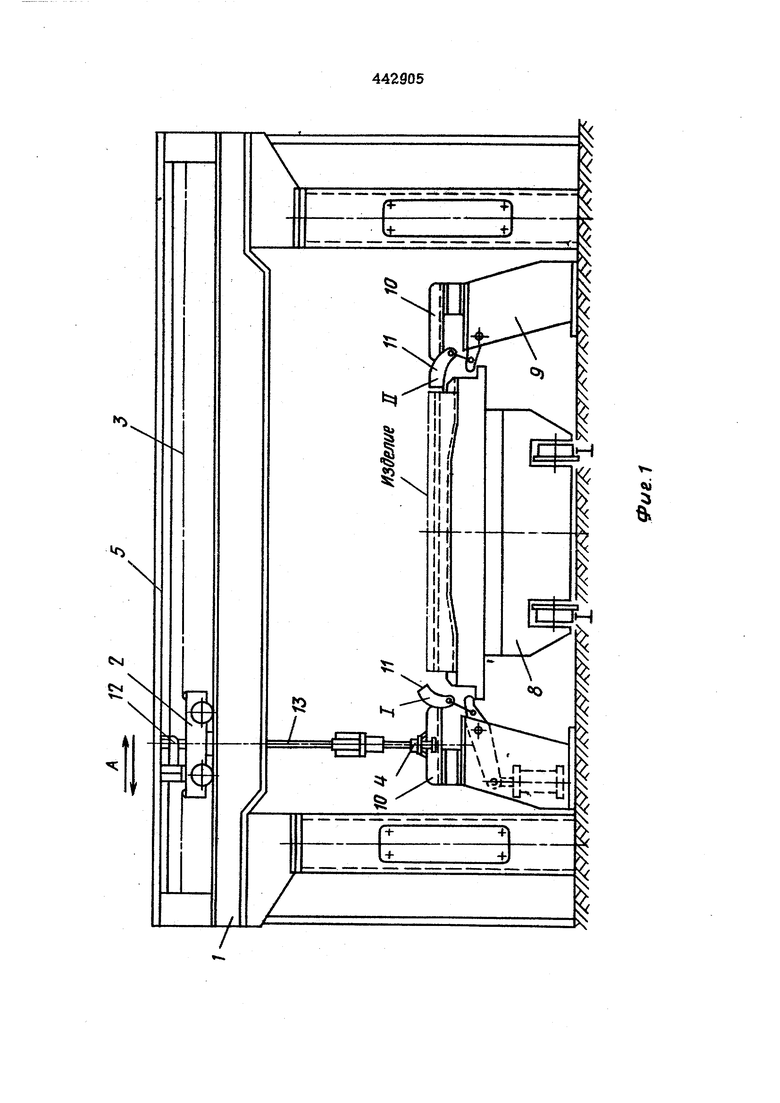
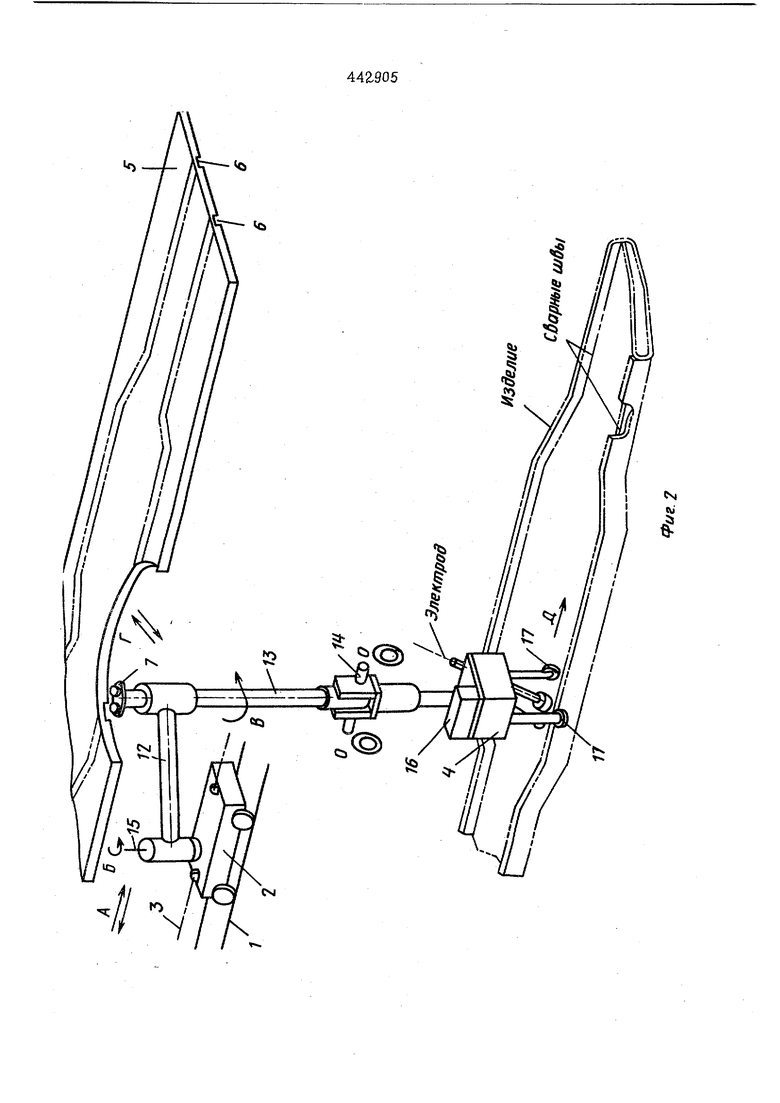
На фиг.1 представлено устройство, общий вид; на фагг.2 - схема копира
и подвески сварочной горелки.
Устройство состоят из корпуса I, каретки 2, перемещащейся по стрелке А цепью 3 от привода (на чертежейне показан), горелки 4, копира 5
о пазами 6, кривизна котощх меньше кривизны соединения копирных роликов 7| тележки 8, механизма обратного прогиба 9 с направляющими 10 и трапаля II. Копир 5 расположен в плоскости, смещенной по вертикали относительно плоскости сварки соединения.
Сварочная горелка 4 прикреплена к карефке 2 при помощ консоли 12, поводка 13, шарнира 14 и имеет возможность поворачиваться вокруг оси
15.Ось шарнира 14 (0-0) параллельна направлению сварки (стрелка Б). На горелке 4 закреплен противовес
16,который постоянно поджимает ее к соединению.
Работает устройство следущим образом.
Изделие на тележке 8 подают по рельсовому пути на место сварки под копир 5 таким образом, чтобы его свариваемые швы располозились под пазами 6. Затем при помощи механизма 9 осуществляют обратный прогиб изделия для предотвращения сварных деформаций. Одновременно с этим изделие фиксируют на месте сварки и опускают трапк II из°положения I в рабочее положение П. Затем начинают перемещать каретку 2, при этом горелка 4 съезжает с направляющих 10 и по трапу II въезжает на изделие, после чего автоматически включается сварка.
Ролики 7, двигаясь по пазу б, поворачивают горел1д 4 по стрелке В и осуществляют грубое ориентировочное поперечное перемещение по стрелке Г. Более точное поперечное перемещение, подкорректировка электро;ца осуществляется благодаря шарниру 14 путем обкатки изделия роликами 17.
ПРЩЙГГ И80БРЕШИЯ
Устройство для автоматической сварки криволинейных швов, содержащее сварочную горелку с приводом ее перемещения, копир, смещенный по вертикали относительно плоскости сварки соединения и выполненный с пазом, взаимодействующим с копирным роликом, соединенным со сварочной горелкой посредством поводка, отличающееся тем, что, с целью повышения производительности при сварке угловых швов соединений с участками большой кривизны, паз в копире выпоиненс кривизной меньшей, чем кривизна соединения, сварочная горелка шарнирно укреплен на пояодке, причем ось шарнира параллельна напргвлению сварки, а горелка снабжена роликами, обкатывающиш поверхность свариваемого углового соединения.
u
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Установка для автоматической сваркиКРиВОлиНЕйНыХ шВОВ | 1979 |
|
SU804310A1 |
| Устройство для сварки криволинейных поверхностей | 1986 |
|
SU1411111A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |