I Изобретение относится к станкоинструменталЫ ой промышленности и может .чайти применение 1гри автоматизации проиесса коррекции положения инструд ента фи металлоркжу цих станках с программным управлением, Изнестно устройство коррекции положения инструмента, которое смонтировано на металлорежущем станке и содержит корпус, в кото ром выполнены направляющие, и установлен ползун с возможностью постутгательного переjMeincHHH от привода. В корпусе ползуна также выполнены направляющие, на которых установлен 1годпружине}шый толкатель, а на кор пусе ползуна установлен датчик положения объекта, представляющий собой, например, ийдуктивный взаимодействуго ций с флажком, установленным на толкателе и соединенный электрической цепью с блоком управления устройства. Привод ползуна вьпюлнен в виде реечной передачи а само устройство снабжено приводом, обеспечивающим его неремещение в направлении; перпендикуля ном nepcMeniei-fflM ползуна 1, В зтом устройстве подвижная часть, например толкатель, усталавливается в заранее saiip граммированную позицию по команде iiporpaM ivnioro управления и рабочий орган станка под водит инструмент к устройству до со1фих основения с толкателем. Такая конструкция спо собна только устанавливать объект коррекции в запрограммироваштую точку системы координат, но не обеспечивает измерение расстояния (линейных размеров) до инструмента. По добное конструктивное решение не позволяет решить проблему автоматизации процесса конт роля линейных размеров при к:ом11лекс гой ав томатизации производства. Целью изобретения является расширение техиолопяеских возможностей устройства коррекции положения объекта за счет o6eci eчения контроля линейных размеров. Поставленная цель достигается тем, что уст ройство для коррекции положения резца, содержащее ползун, соедгдаетгаый с нриводом и имеющий возмогкность ностунательного перемещения, толкателЬ; подпружиненный относи только ползуна, датчик неремещеиия толкателя и выключатель, предназначенный для взаимодействия с кулатком, снабжено датчиком нуле вого гиэложения ползуна, датчиком его tiepeMe щеггая и выключателем, прермязначет-1ым для взаимодействия с кулачкор-Лэ установленным на ползуне. На фкг. изображено устройство, общий вид; на фиг. 2 - футесщюнальная схема бло,ка управления. На корпусе 1 устройства установлен электродвигатель 2. На валу 3 электродвигателя 2 установлен винт 4 с закрепленнь ми на нем флaжкov: 5 и шестерней 6. Ползун 7 имеет возможность поступательного перемещения в корпусе 1 стройства при врашении винта 4. Пост пательное перемещение ползуна 7 обес 1ечивается за счет выполненного паза 8 в корпусе ползуна 7 и шарикового фиксатора 9. уста11овле п ого в Kopifyce 1 устройства. В корпусе ползуна 7 устаиивлен толкатель 10, имеющий возможность поступательного перемещения в le.ie ползуна 7. Крайнее 1ю;южение толкателя 10 фиксирует пружина П. На теле толкателя 0 установлен флажок 12 и кулачок 13, 8 на корпусе ползуна - кулачок 14. Индуктив1 ый датчик 15 положения объекта ycTafsoBJicH ма 7. соединен электрической 1,( г блоком мфавлсния ус1ройства и имеет возможность срлбатынать от флажка 12. Выключатели 16 и 17 установлены cooi-ветственно иа корпусе 1 с-ройС1ва v, корпусе ползуна 7, соедипен, Х 1:ктри( цепью с блоком управления и каждый из пцк имеет возмож}гость срабатывать через штанги 18 и 19, также соответственно установленные в корпусе : устройства и корпусе ползуна 7. ИнJ yктивнp iй датчик 20 нулевого положения установлен на корпусе 1 устройства, соединен электрической цепью с блоком .правления и может срабатывать от флажка 5. В корпусе 1 устройства расположен датчик 21 перемещения, вьпюлнснный, например, в виде импульсного фотодатчика и сое.чиьгенный электрической связью с блоком управления. а на оси 22 датчика перемещения установлено разрезное зубчатое колесо 23. находящееся в зацеплеЛии с шестерней 6. По оси координаты К устройства расположен объект 24 коррекции. Блок 25 управления содержит пулы 26 yiiравления. плату 27 команд, усилитель 28 РИОЩности, шифратор 29 и п.чату 30 цифрсжой индикации. Устройство коррекции положения объекта при контроле линейных размеров работает следующим образом. С 26 управления подается команда ь:а измере ше погрешности полож-;)ния объекта 24 коррекции, после чего с платы 27 команд через усшЦЕтель 28 мощности гоступает сигнал на начало вращения вала 3 электродвигателя 2, При вращении вала 3 закреплер-шый на нем винт 4 приводит в поступательное движение iion3j/H 7, который на.чннает даижение по патравлению к объекту 24 ;;соррекции. При соирикосновении с объектом 24 коррекции толкатель 10 вдвигается в корпус ползуна 7, При движении. сжимая нрн этом пружину толкателя iO От кулачка через штангу 19 срабатывает выключатель J7 и в млату 27 команд поступает сигнал на замедление вращения вала 3 электродвигателя 2, а команду на останов привода ползуна дает индуктивный датчик 15 положения объекта, срабатывающий от флажка 12. Информация о величине перемещения ползуна 7 в виде унитарного кода, вырабатываемого датчиком 21 перемещения (один импульс датчика перемещения равен одному ди скрету перемещения ползуна), поступает чере щифратор 29, преобразующий ее в десятичный код, на световое табло платы 30 цифровой индикации. Величина перемещения Х ползуна 7 состо ит из величины X/j расстояния между тарелкой толкателя 10 и объектом 24 коррекции и величины Хз перемещения толкателя 10 в теле ползуна 7, причем величина i, строго постоянна для каждого устройства коррек ции положения объекта. Таким образом при Х5 const. После проведения операции контроля поло жения объекта 24 коррекции плата 27 команд инвертирует вращение вала 3 электродвигателя 2 и ползун 7 начинает движение в 114 свою нулевую точку. При подходе к нулевой точке от кулачка 14 через штангу 18 срабатывает выключатель 16 и плата 27 команд производит замедление вращения вала 3 электродвигателя 2. Одновременно с зтим выключатель 16 дает разрешение на срабатывание индуктивного датчика 20 нулевого положения ползуна от флажка 5, и при срабатывании датчика 20 происходит точная фиксация ползуна 7 в нулевом положении. Для коррекции положения объекта устройство устанавливается на металлорежущий станок, электрически соединяется с УЧПУ и коррекция положения инструмента производится так же, как и в прототипе. Предлагаемое устройство позволяет троизводить не только коррекцию юложения резца, но и измерение линейных размеров. Кроме того, устройство может работать не только в составе системы станок - устройство коррек ции положения объекта - УЧПУ, но и с автономным устройством управления, более простым в исполнении чем УЧПУ. В этом случае устройство используется без металлорежущего станка с ЧПУ.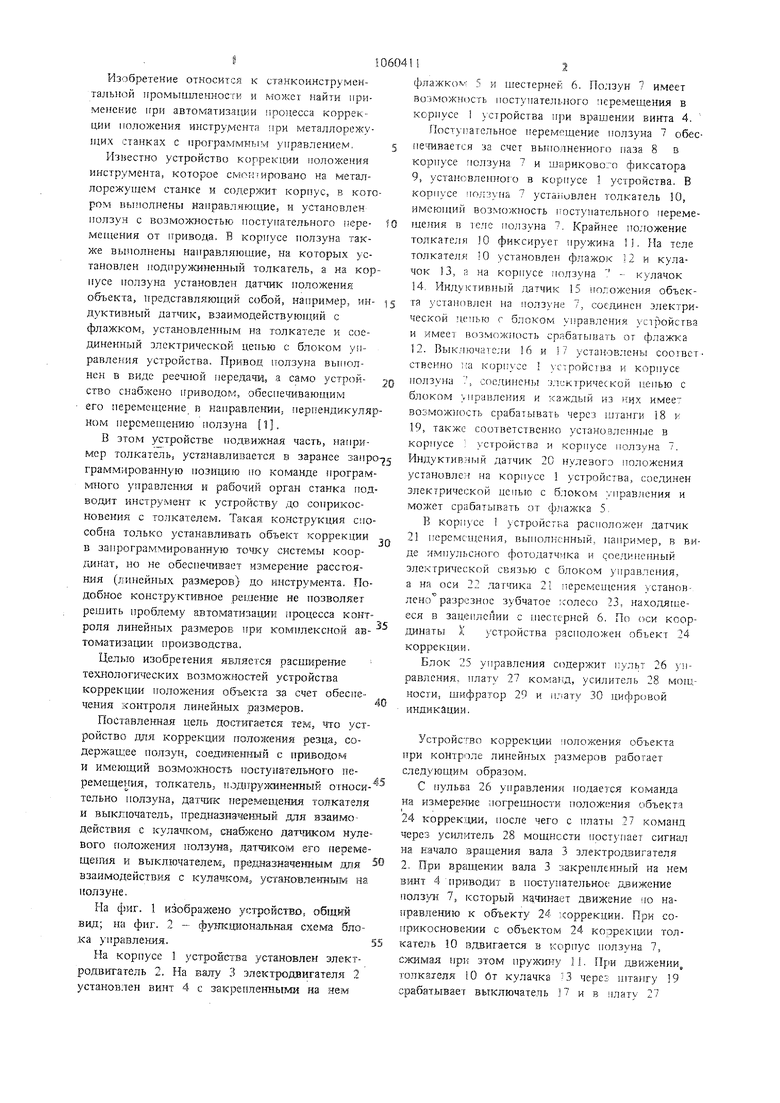

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1984 |
|
SU1355361A2 |
| Люнет | 1988 |
|
SU1662799A1 |
| Поворотное устройство | 1990 |
|
SU1759605A1 |
| Люнет для металлорежущих станков | 1978 |
|
SU733958A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Способ контроля наличия детали в механизмах захвата робота | 1985 |
|
SU1269995A1 |
| Плансуппортная головка с программным управлением | 1989 |
|
SU1704944A1 |
| Устройство для программного управления металлорежущим станком | 1981 |
|
SU996996A1 |
| Токарный многооперационный станок | 1988 |
|
SU1645059A2 |
УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПОЛОЖЕНИЯ РЕЗЦА, содержащее ползун, соединенный с приводом и имеющий возможность поступательного перемещения, толкатель, подпружиненный относительно ползуна и предназначенный для взаимодействия с резцом, датчик перемещения толкателя и выключатель, предназначенный для взаимодействия с кулачком, установленным на толкателе, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено датчиком нулевого положения ползуна, датчиком его перемещения и вьжлючателем, предназначенным для взаимодействия с кулачком, установленным на ползуне. С В (Л о 4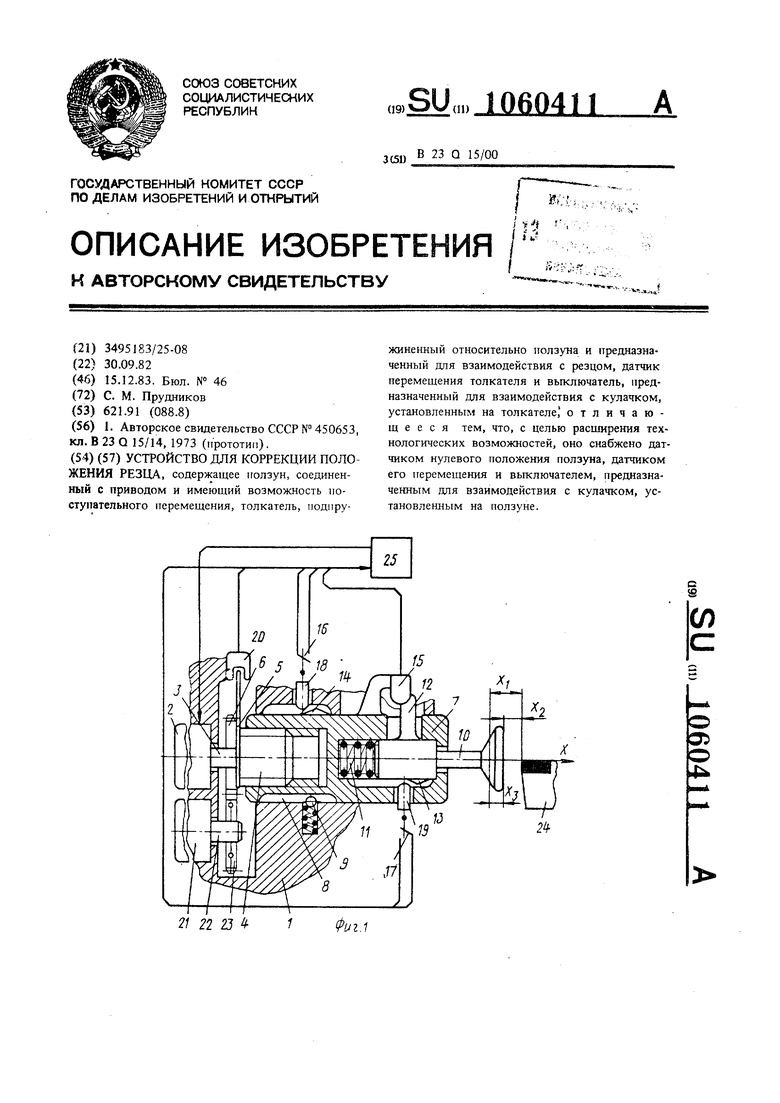
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок | 1973 |
|
SU450653A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
