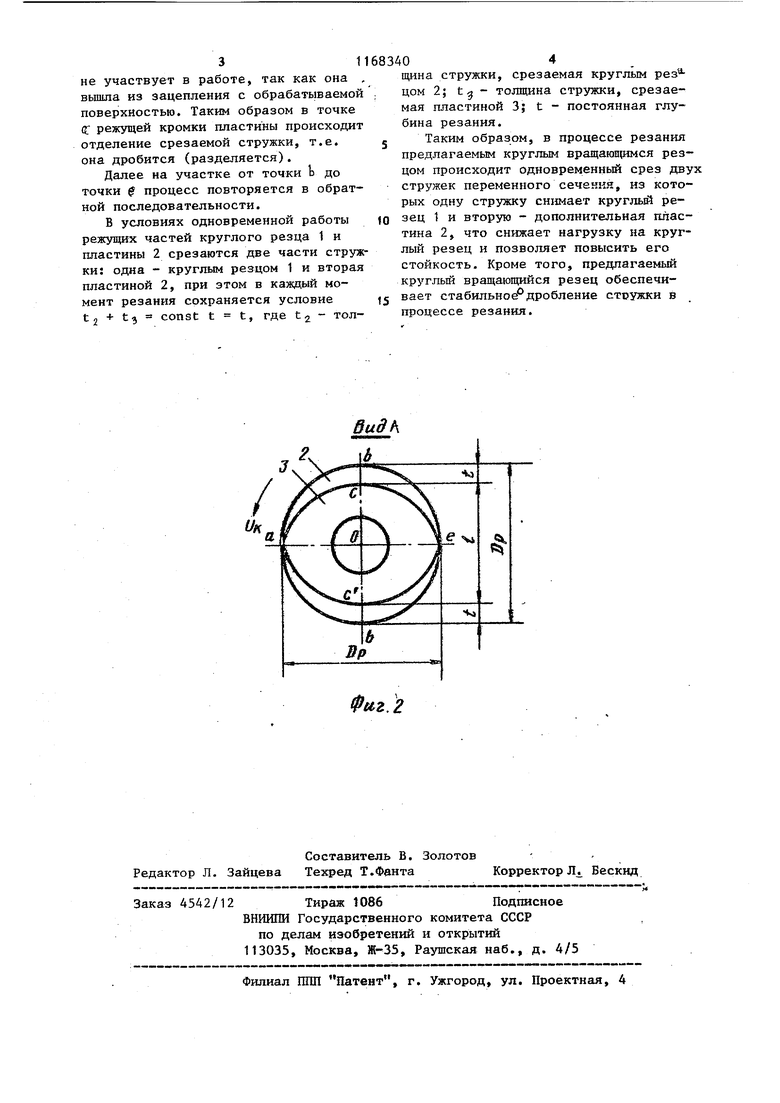
Изобретение относится к области металлообработки, Известен круглый вращающийся резец, на передней поверхности которо установлена дополнительная режущая пластина lj . Недостатком известного круглого резца является пониженная стойкость вследствие большой нагрузки на круг лый резец в процессе резания. Цель изобретения - повышение стойкости круглого резца. Поставленная цель достигается тем, что в круглом вращающемся резце, на передней поверхности которог установлена дополнительная режущая пластина, режущая кромка последней выполнена в виде замкнутой кривой, а максимальное расстояние между точ ками указанной кривой равно диаметр круглого резца. На фиг.1 показан предлагаемый круглый резец и установка резца относительно обрабатываемой детали, вид сбоку; на фиг.2 - вид А на фиг. Круглый вращающийся резец предлагаемой конструкции состоит из двух главных частей: основного круглого резца 1 II дополнительной пластины 2 режущая кромка которой отличается о круга и выполнена в форме замкнутой кривой асес. Максимальный размер этой кривой равен диаметру круглого резца Dp ае, а минимальньш размер е ее Dp - 2t, где t - глубина резания, мм. Участки замкнутого кон ра, которых на фиг.2 четыре (ас; се ее; са), выполняются плавными, например по спирали Архимеда, а места их стыковки сопряжены. Круглый резец .1, режущая кромка которогдийеет фор му круга диаметром Dp, жестко соединен с дополнительной пластиной 2, например, при помощи рифленых торцовых поверхностей и резьбового соединения, стягивающего круглый резец 1 и пластину 2 между собой. Круглый вращающийся резец, состоя щий из основного круглого резца 1 и дополнительной пластины 2, имеет ось, при помощи которой он устанавливается в подшипниках державки. Процесс резания осуществляется следующим образом. Обрабатьшаемая заготовка 3, устанавливается на станке, имеет вращение со скоростью V. Круглый резец, за|сеепленный в державке под некоторым углом у , подводится к правому торцу заготовки 3 на глубину резания t. Далее включается продольная подача S, и резец начинает срезать припуск, глубиной t. Находясь в контакте с обрабатываемой поверхностью, круглый вращающийся резец приобретает не только поступательное движение по подаче S, но и вра1(ательное со скоростью Vj, . Вращение заготовки 3, продольная подача S, вращение КВР со скоростью V), и наклон оси под углом ( создают условия для косоугольного бреющего резания. Наличие на передней поверхности круглого резца 1, жестко соединенной с ним дополнительной пластины 2 обеспечивают стружкоразделение и стружкодробление в процессе резания. Этот процесс происходит следующим образом. Режущая кромка пластины 2, расположенная выше режущей кромки круглого резца 1, при обработке поверхности заготовки,3 постоянно в процессе резания вступает в работу по срезу стружки. Рассмотрим работу резца на участке ае. Резец имеет вращение V и подачу S. В точке а режущие кромки круглого резца 1 и пластины 2 находятся на одинаковом расстоянии от центра О вращения резца, поэтому в точке а, срез стружки осуществляется режущей кромкой пластины 2, которая расположена выше режущей кромки круглого резца 1, Далее по мере вращения криволинейная режущая кромка пластины 2 постепенно начинает выходить из зацепления с обрабатываемой поверхностью заготовки 3, а следовательно, постепенно уменьшается сечение стружки, которую она срезает. Одновременно, поскольку профиль круглого резца 1 представляет собой круг, его режущая кромка увеличивает сечение срезаемой стружки. На половине участка обработки аЬ, если кривая ас пластины выполнена по спирали Архимеда, режущие кромки круглого резца 1 и пластины 2 срезают по 1/2 t - глубины припуска. При дальнейшей обработке,,когда в работу в результате вращения вступят точка b кромки круглого резца 1 и точка с пластины 3, режущая кромка, а точнее резец 1, будет срезать стружку сечением t, а режущая кромка пластины 2 в точке с
не участвует в работе, так как она . вышла из зацепления с обрабатываемой поверхностью. Таким образом в точке ( режущей кромки пластины происходит отделение срезаемой стружки, т.е. она дробится (разделяется).
Далее иа участке от точки Ь до точки $ процесс повторяется в обратной последовательности.
В условиях одновременной работы режущих частей круглого резца 1 и пластины 2 срезаются две части стружки: одна - круглым резцом 1 и вторая пластиной 2, при этом в каждый момент резания сохраняется условие tj + t const t t, где t2 - ТОЛщина стружки, срезаемая круглым рез цом 2; t - толщина стрзшки, срезаемая пластиной 3; t - постоянная глубина резания.
Таким образом, в процессе резания предлагаемым круглым вращаюпрмся резцом происходит одновременный срез дву стружек переменного сечения, из которых одну стружку снимает кругльй резец 1 и вторую - дополнительная пластина 2, что снижает нагрузку на круглый резец и позволяет повысить его стойкость. Кроме того, предлагаемый круглый вращающийся резец обеспечивает стабильное дробление стоужки в процессе резанкя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ дробления стружки при ротационной обработке | 1986 |
|
SU1355363A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Круглый вращающийся резец | 1986 |
|
SU1335377A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
КРУГЛЫЙ ВРАЩАКЩ ЙСЯ РЕЗЕЦ, на передней поверхности которого установлена дополнительная режущая пластина, отличающийся тем, что, с целью повышения стойкости резца за счет уменьшения нагрузки на круглый резец в процессе резания, режущая кромка дополнительной режущей пластины выполнена в виде замкнутой кривой, а максимальное расстояние между точками указанной кривой равно диаметру круглого резца.,.. 9EMi 00 СА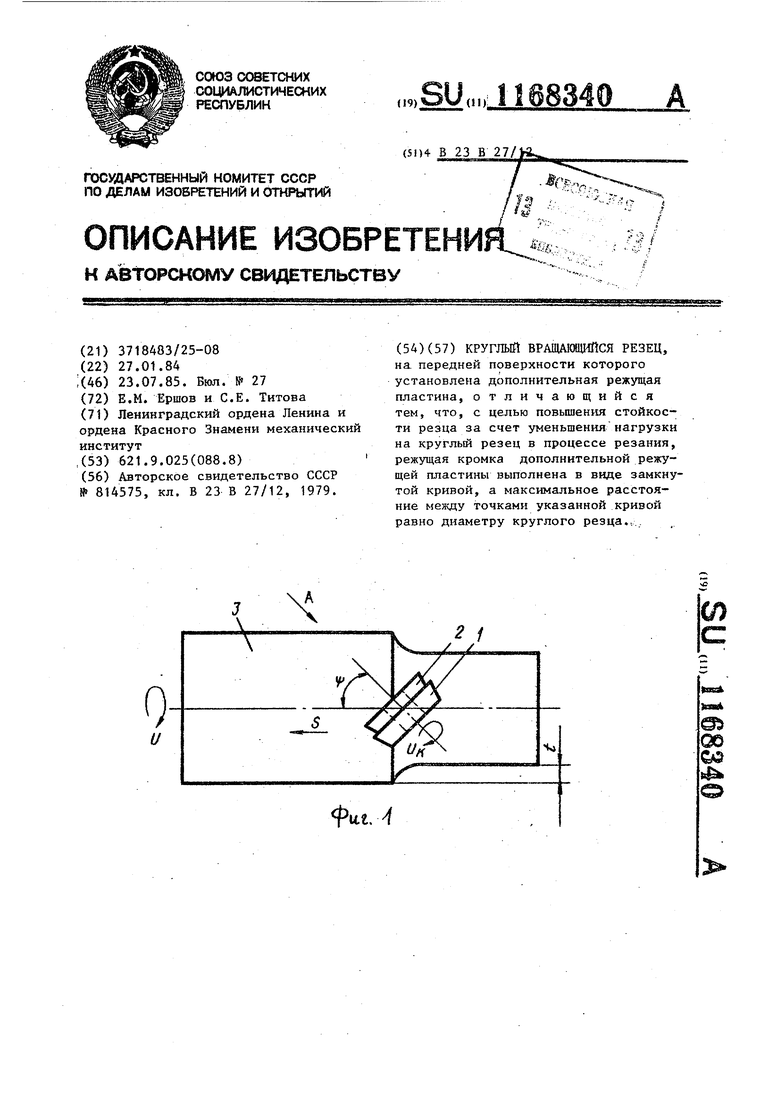
Фа,г.2
| Устройство для ротационного то-чЕНия | 1979 |
|
SU814575A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
