Изобретение относится к контактной стыковой сварке оплавлением различных деталей, зону сварки которых подвергают дополнительной обработке с целью удаления грата, состоящего из усиления, образуемого выдавленным металлом, наплывов и брызг расплавленного металла.
Целью изобретения является повыше- ю зов повышается качество удаления: грание качества сварных; соединении.
На фиг.1 представлена схема деталей после оплавления перед осадкой, на которых перед сваркой выполнили наклонньш надрез (l-2 - расстояние поверхностей оплавления до конца надреза вдоль оси свариваемых деталей в мм); на фиг.2 - схема деталей после оплавления, на которых надрез выполнен в виде паза с треугольным сечением; на фиг.З - схема сварного соединения деталей с наклонными надрезами после осадки (по стрелке А показано раскрытие стыка, которое находится выше поверхности деталей ); на фиг.4 - то же, с наклонньм надрезом после удаления грата (по стрелке Б показано отсутствие раскрытия; участок со стороны надреза, с которого снималось усиление шва; участок, ЗО го диаметра наиболее рациональньм
с которого снималось усиление со стороны, где отсутствовал надрез); на фиг.5 - макрошлиф соединения деталей на которых бьш сделан односторонний надрез перед удалением грата; на фиг.6 - то же, после удаления грата. Сущность изобретения заключается в том, что осадку начинают осуществлять в момент, когда оплавляемые поверхности находятся в 1-2 мм от конца надреза (фиг.З). При этом в формировании соединения участв тот участки металла, лежащие между оплавляемыми поверхностями и концами надрезов.Это создает благоприятные условия для образования качественного соединения В данном случае раскрытие стыка, которое является неизбежным на участках, прилегаюш 1х к поверхностям деталей, находится значительно вьш1е этих поверхностей (фиг.4 по стрелке Б).Поэтому оно удаляется в процессе снятия грата и, следовательно, в дальнейшем не оказывает отрицательного влияния на свойства соединений (фиг. по стрелке А). При этом усилие снятия грата по сравнению с известными способами возрастает не более, чем на 5-10%. Однако существенное повьш1ение
качества соединении в значительной мере перекрывает затраты на незначительное увеличение усилия.
Указанное обстоятельство позволяет применить предлагаемый способ при сварке ответственных деталей, нг.при- мер паропропзодов, газо- и нефтепроводов. При этом ввиду наличия надрета, включая наплывы и брызги расплавленного металла и усиление шва, и более чем в 2 раза уменьшается усилие, необходимое для удаления грата,
по сравнению с известными способами сварки.
С целью облегчения выполнения надреза при механической обработке деталей перед сваркой его можно выполнить в виде паза с треугольным сечением (фиг.1). При этом размеры паза определяются его стороной, представляющей собой гипотенузу треугольного сечения (фиг.З). Длина гипотенузы сечения равняется длине надреза.
Примером конкретного применения изобретения может служить контактная стыковая сварка оплавлением труб диаметром 108 - 530 мм. На трубах тако5
0
5
0
5
способом удаления грата является его удаление в горячем состоянии, сразу после сварки.
Для реализации способа на поверхностях деталей около свариваемьк: концов делают надрезы или пазы. При этом используют серийное металлообрабатывающее оборудование: фрезерные и токарные станки, отрезные камни и т.д.
В результате после сварки и осадки грат удаляется легко и при этом успешно используются имеющиеся гратосни- матели, а раскрытие стыка, которое имеет место при подготовке концов труб известными способами,и ослабляющее соединение не образуются.
Контроль за реализацией предложенного способа производится визуально и с помощью измерительного инструмента, специальных шаблонов, а также ультразвуковым толщиномером.
Формула изобретения
1. Способ контактной стыковой сварки оплавлением, включаюшдй предварительную подготовку соединяемых деталей перед сваркой, после чего торцы деталей оплавляют и оса-кивают.
31
отличающийся тем, что, целью повьшения качества соединений, на соединяемых деталях вдоль кромок свариваемых торцов делают наклонный надрез, направленный от поверхностей деталей в сторону свариваемых торцов под углом, не превьшающим 30, причем длину надреза устанавливают равной половине общей ширины усиления.
394
образующегося при сварке таких же де- талер с равными торцами на том же режиме, а конец надреза располагают от торцов на расстоянии, равном 1,05- 1,10 половины общего припуска на оплавление .
2. Способ по п., отличающийся тем, что надрез выполняют в виде паза с треугольным сечением.
/..Л/Л
фиг1
чпдх
/,.л/л/
дуиа.г А
Л1/
фиаЗ
5 V
за
фцгЛ
Фиг. 5
9иг.6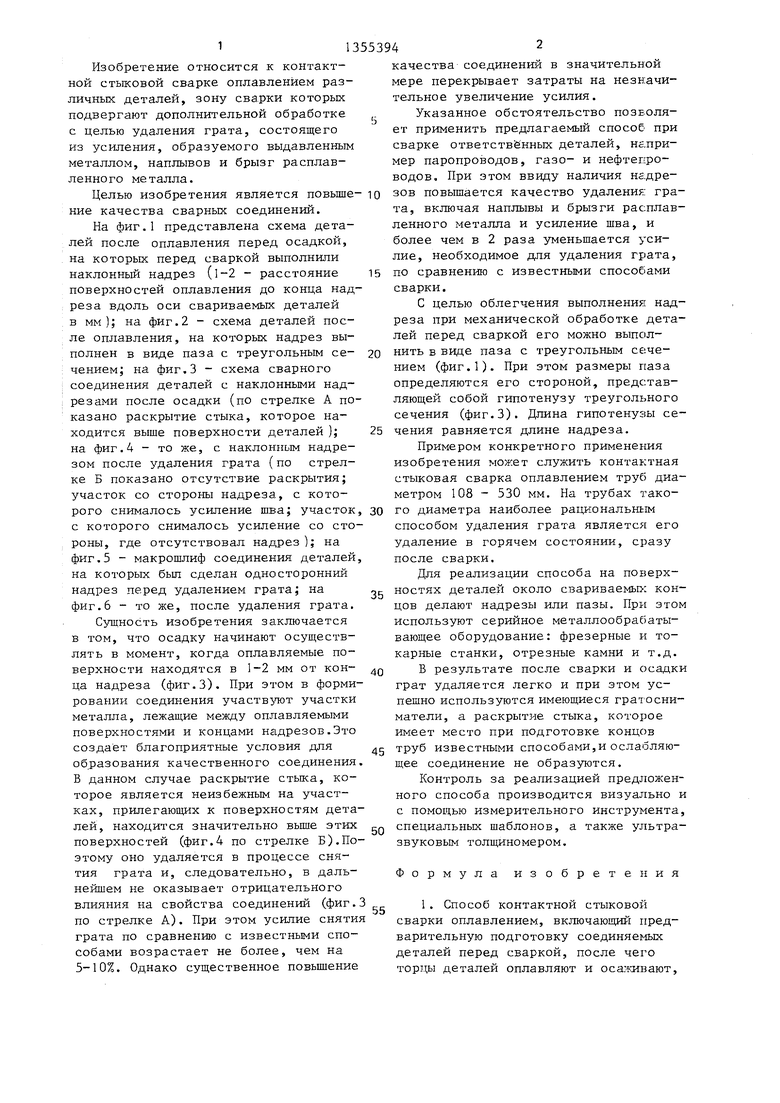
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1787089A3 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПОЛОС | 2008 |
|
RU2377106C1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1000196A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1409431A1 |
| Способ механической обработки заготовки прокатного изделия | 1989 |
|
SU1680467A1 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |

Изобретение относится к контактной стыковой сварке оплавлением различных деталей, зону сварки которых подвергают дополнительной обработке для удаления грата, состоящего из усиления, образованного выдавленным металлом, наплывами и брызгами расплавленного металла. Целью изобретения является повышение качества сварных соединений. Выполняемые вдоль кромок свариваемых изделий надрезы под углом не более 30° при последующей сварке и осадке изделий приводят к расположению зоны раскрытия стыка выше поверхностей свариваемых изделий. При последующем снятии грата зона раскрытия стыка удаляется и не оказывает отрицательного воздействия на прочность сварного соединения. 1 3.п. ф-лы, 6 ил. Ш сл со ел СП со со 
| Казымов Б.И., Кучук-Яценко С.И | |||
| и др | |||
| Контактная стыковка сварки оплавлением котельных труб | |||
| - Автоматическая сварка, 1972 | |||
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
