Изобретение относится к сварке, в частности к оборудованию для восстановления наплавкой изношенных шлицевых валов.
Целью изобретения является повышение производительности путем сокращения вспомогательного времени на установку валов в рабочее положение.
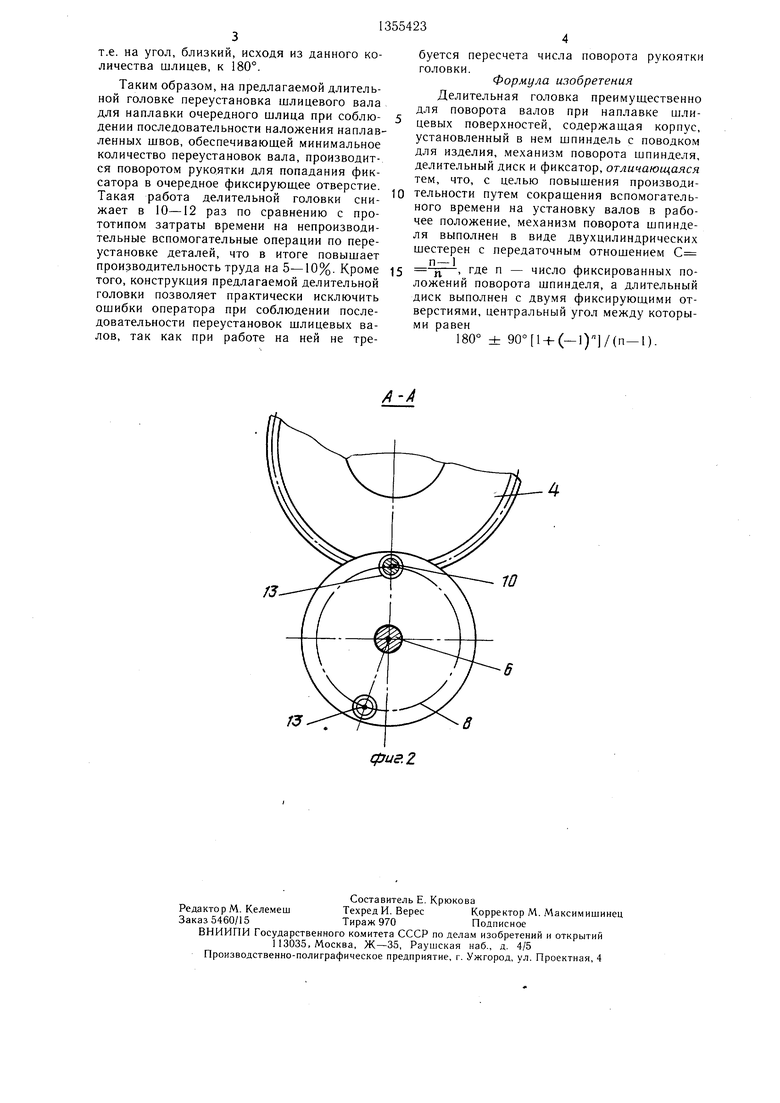
На фиг. 1 изображена делительная головка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Делительная головка содержит корпус 1, в котором установлен с возможностью вращения шпиндель 2. На одном конце шпинделя 2 закреплен поводок 3, головка снабжена механизмом поворота шпинделя, включающим шестерню 4, смонтированную на втором конце шпинделя 2, и шестерню 5, установленную на оси б, которая закреплена в стенке корпуса 1. На шестерне 5 закреплены рукоятка 7 и делительный диск 8. От осевого перемещения шестерню 5 предохраняет стопорная шайба 9. В корпусе 1 уста- новлен, кроме того, фиксатор, состоящий из шарика 10 и пружины 11.
Зубчатая пара, состоящая из шестерен 4 и 5, выполнена с передаточным отношением
Vj
п-1
где С - передаточное отношение зубчатой пары;
п - число фиксированных положений поворота шпинделя.
Число положений шпинделя выполняют равным числу шлицев вала 12. На торце делительного диска 8 выполнены два фиксирующих отверстия 13, расположенные на окружности, концентричной оси вращения диска. Центральный угол между отверстиями 12
и
а 180°
. 90°(1 + (-Г, -
где а - центральный угол между отверстиями делительного диска. Исходя из данной зависимости, при четном количестве шлицев угол имеет величину
а 180°
180 п-1
а при нечетном количестве шлицев угол а равен 180°.
На конце наплавляемого шлицевого ва- ла 12 закрепляют хомутик 14, ориентированный на одной из впадин между шлицами.
Делительная головка работает следующим образом.
Наплавляемый вал 12 устанавливают одним концом И центр шпинделя 2 делительной головки, а другим - в подвижный центр задней бабки (не показана), при этом
. 20
хомутик 14 своим загнутым концом входит в паз поводка 3, что обеспечивает установку щлицевого вала 12 при зафиксированном делительном диске 8 в положение, удобное для наплавки одного из щлицев. После наложения шва переустановку шлицевого вала для наплавки очередного шлица производят поворотом за рукоятку 7 шестерни 5 и соответственно шпинделя 2 и делительного диска 8 до попадания вышед- 10 щего из одного фиксирующего отверстия 13 на делительном диске 8 шарика 10 фиксатора во второе фиксирующее отверстие 13.
Таким образом, в случае наплавки шлицевых валов с четным количеством щлицев перемещение делительного диска 8 из одного фиксирующего положения в другое производится путем поворота его на угол, равный большему центральному углу между двумя его фиксирующими отверстиями 13. Это вызывает переустановку шлицевого вала в положение для наплавки шлица, диаметрально противоположного предыдущему наплавленному щлицу.
В этом случае делительный диск 8 поворачивается на угол, равный а 180° +
,180° 180°п
а это вызывает поворот шпинделя 2 с учетом передаточного отношения зубчатой пары на угол, равный
80°-п п-1
25
30
35
40
1Т :Г - - 180°Поворот делительного диска на угол, равный меньщему центральному углу между двумя его фиксирующими отверстиями, вызывает переустановку шлицевого вала 12 в половине для наплавки шлица, являющегося соседним шлицу, расположенному диаметрально противоположно предыдущему наплавленному шлицу.
В этом случае делительный диск 8 поворачивается на угол,равный
180° 180°-п-360°
а 180°--pj j
п-1
45
а это вызывает поворот шпинделя на угол, равный
360° п-1
180
360° п
В случае наплавки шлицевых валов с нечетным количеством шлицев перемещению делительного диска 8 из одного фиксирующего положения в другое обеспечивает его поворот на 180°, что обеспечивает поворот шпинделя на угол, равный
180°
i 180°-1801
т.е. на угол, близкий, исходя из данного количества шлицев, к 180°.
Таким образом, на предлагаемой длительной головке переустановка шлицевого вала для наплавки очередного шлица при соблю- 5 дении последовательности наложения наплавленных швов, обеспечивающей минимальное количество переустановок вала, производится поворотом рукоятки для попадания фикбуется пересчета числа поворота рукоятки
головки.
Формула изобретения
Делительная головка преимуш,естзенно для поворота валов при наплавке шли- цевых поверхностей, содержащая корпус, установленный в нем шпиндель с поводком для изделия, механизм поворота шпинделя, делительный диск и фиксатор, отличающаяся тем, что, с целью повышения производисатора в очередное фиксирующее отверстие. .ельности путем сокращения вспомогатель- Такая работа делительной головки сни-„jк
Г НПГП НПРМРЫИ иа /(-ГДиПШ/Л/ ПаГ7ПО D .
жает в 10-12 раз по сравнению с прототипом затраты времени на непроизводительные вспомогательные операции по переустановке деталей, что в итоге повышает
ного времени на установку валов в рабочее положение, механизм поворота шпинделя выполнен в виде двухцилиндрических шестерен с передаточным отношением С п-1
производительность труда на 5-10%. Кроме 15 1- число фиксированных noj
того, конструкция предлагаемой делительной головки позволяет практически исключить ошибки оператора при соблюдении последовательности переустановок шлицевых валов, так как при работе на ней не треложении поворота шпинделя, а длительный диск выполнен с двумя фиксирующими отверстиями, центральный угол между которыми равен
180° ± (-1)/(п-1).
буется пересчета числа поворота рукоятки
головки.
Формула изобретения
Делительная головка преимуш,естзенно для поворота валов при наплавке шли- цевых поверхностей, содержащая корпус, установленный в нем шпиндель с поводком для изделия, механизм поворота шпинделя, делительный диск и фиксатор, отличающаяся тем, что, с целью повышения производи.ельности путем сокращения вспомогатель- „jк
.ельности путем сокращения вспомогатель- „jк
НПГП НПРМРЫИ иа /(-ГДиПШ/Л/ ПаГ7ПО D .
ного времени на установку валов в рабочее положение, механизм поворота шпинделя выполнен в виде двухцилиндрических шестерен с передаточным отношением С п-1
1- число фиксированных noj
1- число фиксированных noj
ложении поворота шпинделя, а длительный диск выполнен с двумя фиксирующими отверстиями, центральный угол между которыми равен
180° ± (-1)/(п-1).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2313478C1 |
| ПАТЕНТНО- .,«аШтЩб | 1970 |
|
SU271257A1 |
| ДЕЛИТЕЛЬНАЯ ГОЛОВКА | 1935 |
|
SU46416A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2024365C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарный самоцентрирующий патрон | 1988 |
|
SU1710207A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Устройство для обработки стеклоизделий | 1979 |
|
SU887133A1 |
Изобретение относится к сварке, в частности к оборудованию для восстановления наплавкой изношенных шлицевых валов. Целью изобретения является повышение производительности. В корпусе 1 делительной головки установлены шпиндель 2 с шестерней 4 и ось 6 с шестерней 5. передаточное отношение шестерен 4 и 5 равно (п-1)/п, где п - число шестерен фиксированных положений поворота шпинделя 2. На шестерне 5 установлен делительный диск 8 с двумя фиксируюш,ими отверстиями 13, центральный угол между которыми равен 180 ±90° 1 + ( -1)/(п-I). После наложения шва переустановку шлицевого вала 12 производят поворотом за рукоятку 7 шестерни 5 до попадания шарика 10 фиксатора в следующее фиксирующее отверстие. При этом под обрабатываюа1ин инструмент попадает или диаметрально противоположный, или ближайший к нему шпиндель, что сокращает время на установку вала в рабочее положение. 2 ил. W 00 ел СЛ 4 Ю СО фиг.1
/5
в
(fiuaZ
| Ансеров М | |||
| А | |||
| Приспособления для металлорежущих станков | |||
| М.: Машиностроение, 1975, с | |||
| Электрический прерыватель с воздушным охлаждением | 1923 |
|
SU566A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
