Изобретение относится к механосборочному производству, а имено к устройствам для сборки вала с шарниром, например вала привода передних колес автомобиля. Целью изобретения является повышение надежности сборки.
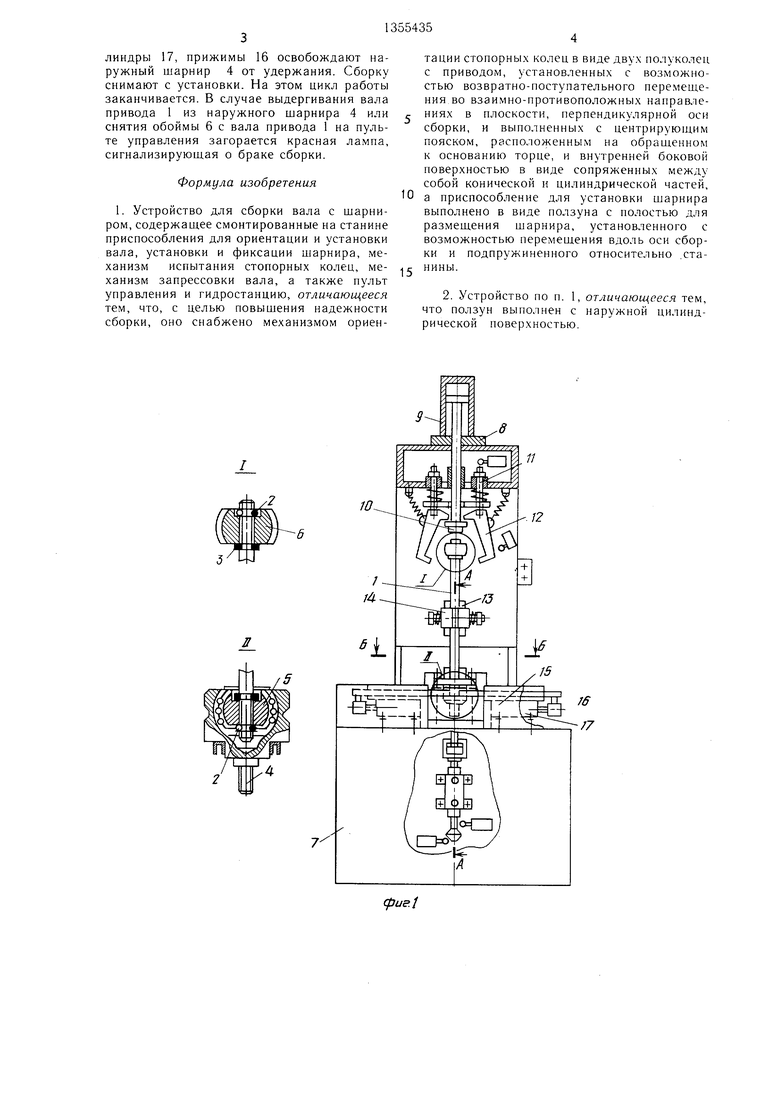
На фиг. 1 изображено устройство, об- П.ШЙ вид (узлы I и И, поясняющие положение стопорных колец после окончательной сборки вала); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В - В на фиг. 3 (поясняющий последовательность сборки вала привода с шарниром).
Устройство содержит вал привода 1, на котором установлены стопорные кольца 2 и упорные кольца 3, наружный шарнир 4 с внутренней обоймой 5, обойму 6 внутреннего шарнира.
Устройство состоит из следующих узлов; станины 7, механизма запрессовки вала 8 с 1 идроцилиндром 9, на конце штока которого установлен пуансон с буртиком 10, механизма испытания стопорных колец 11 с подпружиненными двунлечими захватами 12, шарнирио установленными на подвижной платформе, призмы 13 с подпружиненными захватами 14, приспособлениями фиксации шарнира 15 с прижимами 16, кинематически связанными с гидроцилиндрами 17, подпружиненными с заданным усилием полым ползуном 18 (фиг. 2) с пальцем 19, кинематически связанным с гидроцилиндром 20, механизма ориентации стопорных колец
21(фи1 . 3) с приводом в виде ползуна
22и гидроцилиндра 23. С шарнирными тягами 24 связаны губки 25 и 26, на которых смонтированы полукольца 27 с заходньш конусом 28, цилиндрической поверхностью 29 и выступающим центрирующим пояском 30. Ползун 18 установлен в направляющем цилиндре 31. Пульт управления и гидростанция не показаны.
Устройство работает следующим образом.
В исходном положении гидроцилиндр 9 .механизма запрессовки 8 немного не доходит до крайнего верхнего положения; под- нружиненные двуплечие захваты 12 механизма испытания стопорных колец 11 разведены; прижимы 16 приспособления фиксации шарнира 15 разведены гидроцилиндрами 17, а подпружиненный с заданным усилием ползун 18 удерживается в крайнем нижнем положении гидроцилиндром 20; подвижные губки 25 и 26 устройства ориентации стопорных колец 21 разведены гидроцилиндром 23.
Шарнир 4 с внутренней обоймой 5 вручную устанавливают в подпружиненный с заданным усилием ползун 18. Нажимают кнопки управления устройства ориентации стопорных колец 21. Подвижные губки 25 и 26 с ориентирующими полукольцами 27 сводятся под действием гидроцилиндра 23 и занимают ноложевие над наружным 4 шарниром. Как
только губки 25 и 26 сомкнутся, автоматически срабатывает гидроцилиндр 20 и подпружиненный с заданным усилием ползун вместе с наружным шарниром всплывает до соприкосновения с центрирующим пояском 30, ориентирующим полукольца 27. После того, как внутренняя обойма 5 наружного шарнира 4 войдет в плотный контакт с ориентирующими полукольцами 27 разрешена установка вала привода.
Вал привода 1 с подсобранными на нем стопорными кольцами 2 и упорными кольцами 3 устанавливают в призму 13 с подпружиненными захватами 14 и ориентируют его по шлицами внутренней обоймы 5, про, талкивая вал вручную через заходный конус 28 и цилиндр 29 ориентирующих полуколец до соприкосновения стопорного кольца со шлицами внутренней обоймы.
После того, как нижний конец вала привода сориентирован, на его верхний конец
0 устанавливают обойму 6 и ориентирует ее по шлицам и стопорному кольцу. Окончив подготовку вала к сборке, включают кнопку управления. «Пуск автомат, расположенную па пульте управления. С включением кнопки управления «Пуск автомат
5 срабатывает гидроцилиндр 9. По мере повышения давления со стороны гидроцилиндра 9 на обойму 6 вал привода 1 , наружный шарнир 4 и подпружиненный ползун 18 последний перемещается вниз. При перемещении ползуна и всей сборки вниз наружный и,1арнир освобождает ориентирующие полукольца 27, а по достижении пальцем 19 конечного выключателя срабатывает гидроцилиндр 23, губки 25 и 26 раскрываются, пропуская вал привода с упорны.м кольцом 3. Как только подпружиненный ползун 18 достигнет крайнего нижнего положения, вал привода 1 проталкивается до упора с обоймой 5, а обойма 6 до упорного кольца. По истечении времени выдержки срабатывает гидроцилиндр 20 и фиксирует подпружиненный ползун в нижнем положении.
Одновременно с включением гидроцилиндра 20 срабатывают гидроцилиндры 17, прижимы 16 охватывают наружный шарнир 4 и удерживает его. Как только прижимы 16 надежно зафиксируют наружный шарнир 4,
5 срабатывает гидроцилиндр 9 и пуансон с буртиком 10 поднимается, подхватывая малые плечи подпружиненных двуплечих захватов 12. Захваты поворачиваются до тех пор, пока зацепы больших плеч двуплечих захватов 12 не подхватят обойму 6 и не натянут ее с определенным усилием. По истечении времени выдержки гидроцилиндр 9 переключается и пуансон с буртиком 10 отходят вниз, при этом подпружиненные двуплечие захваты расходятся в стороны и один из них воздействует на конечный выключатель.
После этого гидроцилиндр 9 прекращает свою работу, срабатывают гидроци0
5
0
0
5
линдры 17, прижимы 16 освобождают наружный шарнир 4 от удержания. Сборку снимают с установки. На этом цикл работы заканчивается. В случае выдергивания вала привода 1 из наружного шарнира 4 или снятия обоймы 6 с вала привода 1 на пульте управления загорается красная лампа, сигнализирующая о браке сборки.
Формула изобретения
1. Устройство для сборки вала с шарниром, содержащее смонтированные на станине приспособления для ориентации и установки вала, установки и фиксации шарнира, механизм испытания стопорных колец, ме- ханизм запрессовки вала, а также пульт управления и гидростанцию, отличающееся тем, что, с целью повышения надежности сборки, оно снабжено механизмом ориен
0
тации стопорных колец в виде двух полуколец с приводом, установленных с возможностью возвратно-поступательного перемещения во взаимно-противоположных направлениях в плоскости, перпендикулярной оси сборки, и выполненных с центрируюп им пояском, расположенным на обращенном к основанию торце, и внутренней боковой поверхностью в виде сопряженных между собой конической и цилиндрической частей, а приспособление для установки шарнира выполнено в виде ползуна с полостью для размещения щарнира, установленного с возможностью перемещения вдоль оси сборки и подпружиненного относительно .станины.
2. Устройство по п. 1, отличающееся тем, что ползун выполнен с наружной цилиндрической поверхностью.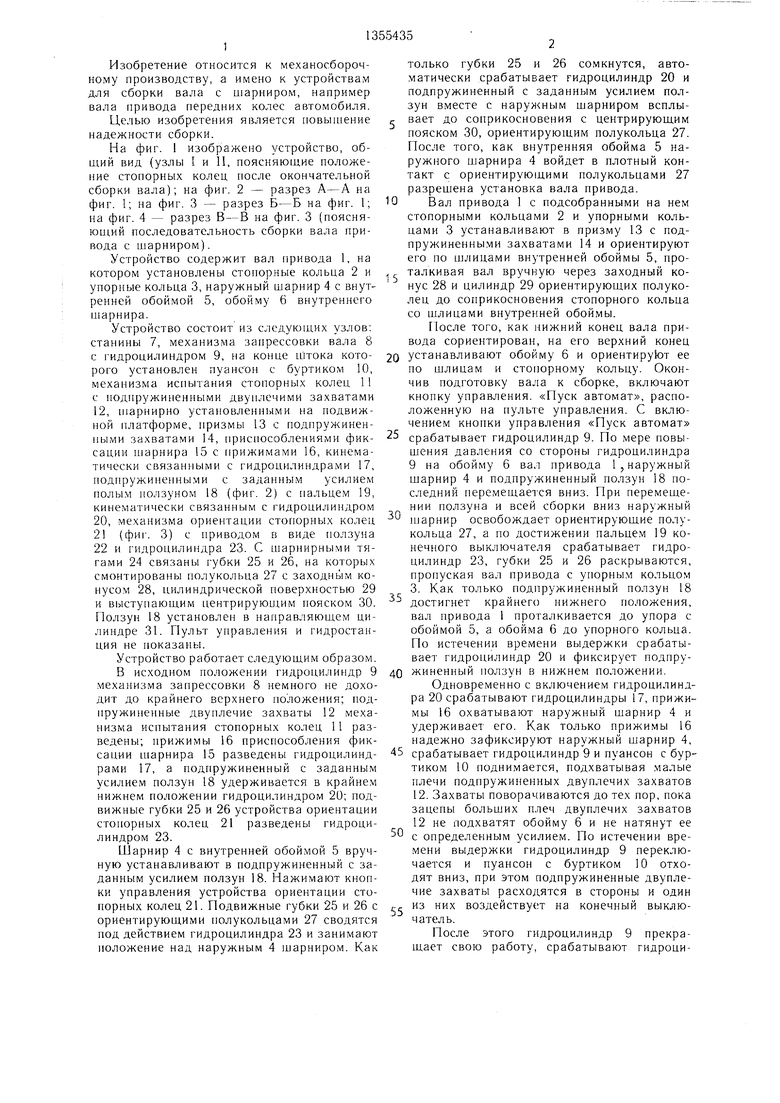
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки крестовин карданного вала автомобиля | 1980 |
|
SU904966A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ СБОРКИ КРЕСТОВИН КАРДАННОГО ВАЛ/» | 1973 |
|
SU393069A1 |
| Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки | 1989 |
|
SU1606306A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Стенд для разборки и сборки гусеничной цепи | 1979 |
|
SU872170A1 |
| Устройство для установки пружинных контактов в гнезда колодки соединителя | 1990 |
|
SU1725303A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |

Изобретение относится к механосборочному производству, а именно к устройствам для сборки вала с шарниром (Ш). Целью изобретения является повышение надежности сборки. Это достигается за счет снабжения устройства механизмом ориентации стопорных колец (СК), который позволяет устранить возможный сдвиг последних в горизонтальной плоскости и избежать их заклинивания. Ш с внутренней обоймой устанавливают в полый ползун. Приводные полукольца механизма ориентации сводятся. Ползун пере.мещается вверх до контакта Ш с центрирующим пояском 30 полуколец. Вал с СК и упорными кольцами устанавливают в приспособление для его поддержки и вручную проталкивают через поверхности 28 и 29, ориентируя его по шлицам Ш. При включении механизма запрессовки ползун отжимается вниз, срабатывает конечный выключатель. Полукольца раскрываются, пропуская упорное кольцо. Собранный узел подвергается растяжению. При срыве СК на пульт управления подается сигнал, свидетельствующий о браке. При бла- гополучном исходе испытания все механизмы .возвращаются в исходное положение и собранный узел снимается с устройства. Цикл закончен. 1 з.п. ф-лы, 4 ил. С (Л 23 2д оо сд СП оо ел
/7
/2
Составитель Н. Пожидаева
Редактор И. ГораатТехред И. ВересКорректор Л. Патай
Заказ 5460/15Тираж 970Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
U3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Организация автомобильного производства, выпуск № 20, Экпресс-информация | |||
| Тольятти, 1979. |
