I
Изобретение относится к автоматам, применяемым, преимущественно, при сборке карданпых валов.
Известен автомат для сборки крестовин карданного вала автомобиля, содержащий смонтированные на станине устройство для подачи крестовины, вибрационные бункеры с выходными лотками для подачи обойм и пробковых колец и прессующие пуансоны с приводом.
Цель изобретения - повышение производительности автомата и улучшение качества сборки.
Достигается она тем, что в предложенном автомате прессующие пуансоны расположены под углом 45° относительно продольной оси устройства для подачи крестовин, снабжены нодпружинеппыми центрами для удержания крестовины и попарно связаны рычажными звеньями с траверсами, соединенными с приводом пуансонов, выполненным в виде кулачкового вала, при этом в каждом рычажном звене установлен упругий компенсатор, а вибрационные бункеры для подачи обойм и пробковых колец снабжены механизмами захвата и ориентации обойм и пробковых колец, выполненными в виде симметрично расположенных относительно продольной оси выходного лотка бункера подпружиненных рычагов с профильной рабочей поверхностью.
Выходные лотки вибрационных бункеров снабжены делителями потока деталей.
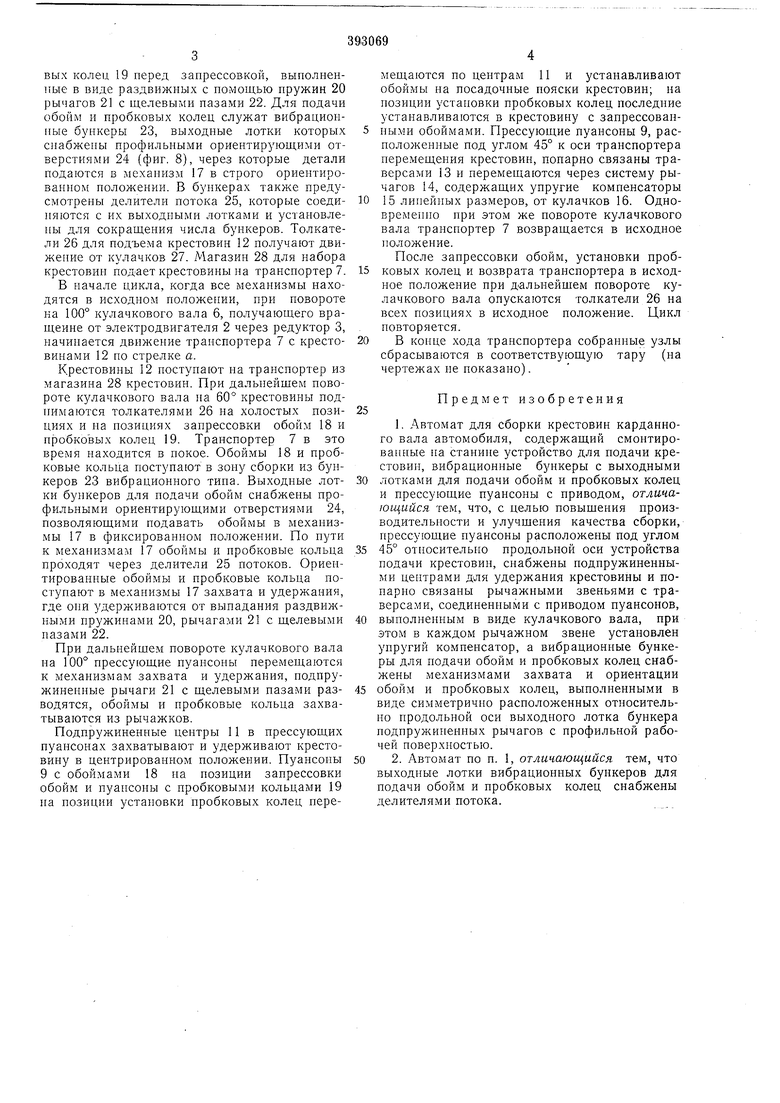
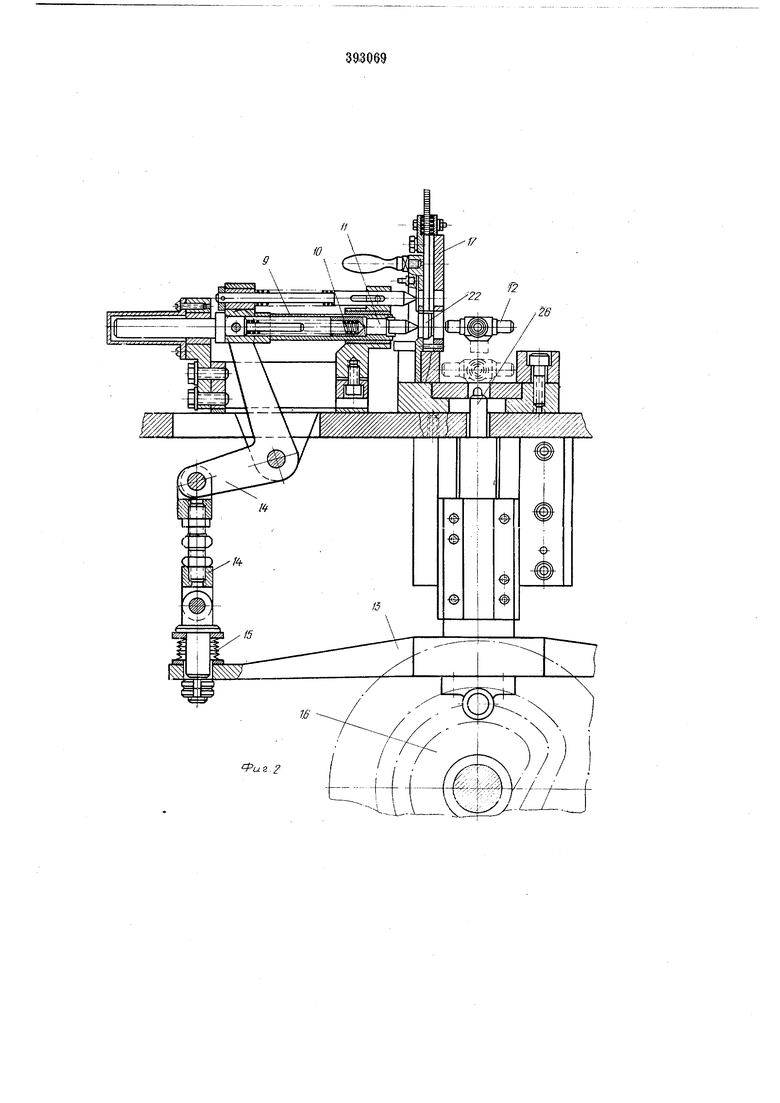
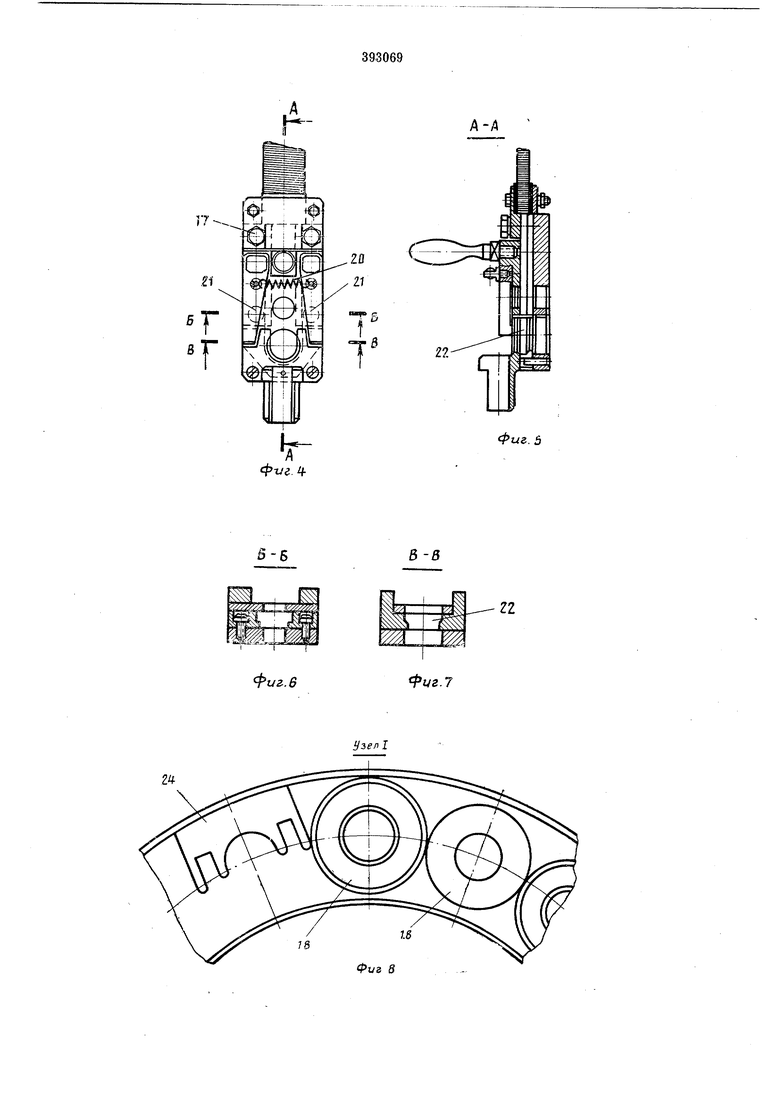
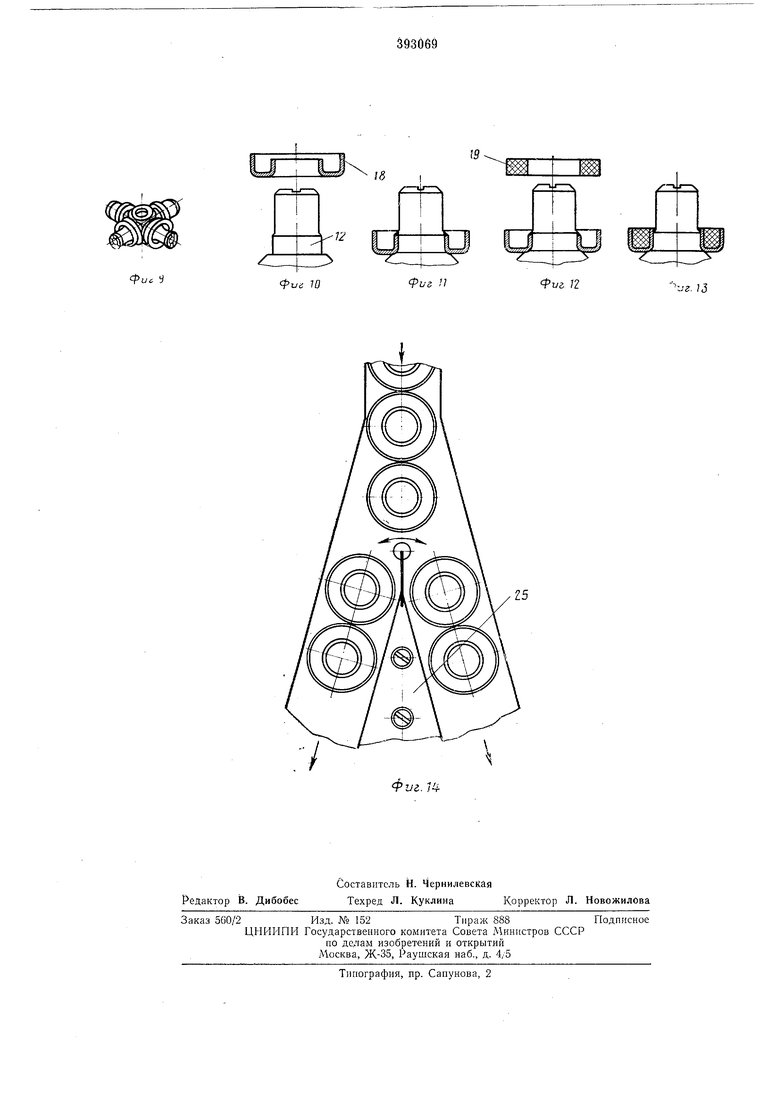
На фиг. 1 изображен описываемый автомат, вид в плане; на фиг. 2 - то же, разрез; на фиг. 3 - кинематическая схема автомата; иа фиг. 4-7 - механизм захвата и удержания в фиксированном положении обойм со вспомогательными сечениями; на фиг. 8 - узел I на фиг. 1 в увеличенном масштабе; на фиг. 9- 13 крестовина и технологическая схема ее сборки; на фиг. 14 - делитель потока.
На станине 1 автомата установлены привод, состоящий из электродвигателя 2, редуктора 3 с предохранительной муфтой 4 и соединительной муфты 5; кулачковый вал 6, транспортер 7 для перемещения крестовин, получающий движение от барабана 8 кулачкового вала 6; прессующие пуансоны 9, которые снабжены пружинами 10, центрами 11 для захвата и удержания в центрированном положении крестовины 12 (фиг. 2). Прессующие пуансоны 9 расположены под углом 45° к оси транспортера перемещения крестовин и попарно связаны траверсами 13 перемещения системы рычагов 14, содержащих упругие компенсаторы 15 линейных размеров. Пуансоны перемещаются от кулачков 16 кулачкового вала 6. На станине автомата расположены также механизмы (фиг. 4-7) 17 для захвата и удержания в фиксированном положении обойм 18 и пробковых колец 19 перед запрессовкой, выполпениые в виде раздвижных с помощью пружин 20 рычагов 21 с щелевыми пазами 22. Для подачи обойм и пробковых колец служат вибрациоимые бункеры 23, выходные лотки которых снабжены профильными ориентирующими отверстиями 24 (фиг. 8), через которые детали подаются в механизм 17 в строго ориентированном положении. В бункерах также предусмотрены делители потока 25, которые соединяются с их выходными лотками и установлены для сокращения числа бункеров. Толкатели 26 для подъема крестовин 12 получают движение от кулачков 27. Магазин 28 для набора крестовин подает крестовины на транспортер 7.
В начале цикла, когда все механизмы находятся в исходном положении, при повороте на 100° кулачкового вала 6, получающего вращеине от электродвигателя 2 через редуктор 3, начинается движение транспортера 7 с крестовинами 12 по стрелке а.
Крестовины 12 поступают на транспортер из магазина 28 крестовин. При дальнейшем повороте кулачкового вала на 60° крестовины поднимаются толкателями 26 на холостых позициях и на нозициях занрессовки обойм 18 и пробковых колец 19. Транспортер 7 в это время находится в покое. Обоймы 18 и пробковые кольца поступают в зону сборки из бункеров 23 вибрационного типа. Выходные лотки бункеров для подачи обойм снабжены профильными ориентирующими отверстиями 24, позволяющими подавать обоймы в мехапизмы 17 в фиксированном положении. По пути к механизмам 17 обоймы и нробковые кольца проходят через делители 25 потоков. Ориентированные обоймы и пробковые кольца поступают в механизмы 17 захвата и удержания, где ОНИ удерживаются от выпадания раздвижными пружинами 20, рычагами 21 с щелевыми пазами 22.
При дальнейщем повороте кулачкового вала на 100° прессующие пуансоны перемещаются к механизмам захвата и удержания, нодпружиненные рычаги 21 с щелевыми пазами разводятся, обоймы и пробковые кольца захватываются из рычажков.
Подпружиненные центры 11 в прессующих пуансонах захватывают и удерживают крестовину в центрированном положении. Пуансоны 9 с обоймами 18 на нозиции запрессовки обойм и пуансоны с пробковыми кольцами 19 на нозиции установки пробковых колец перемещаются по центрам 11 и устанавливают обоймы на посадочные пояски крестовин; на позиции установки пробковых колец последние устанавливаются в крестовину с запрессованными обоймами. Прессующие пуансоны 9, расположенные под углом 45° к оси транспортера перемещения крестовин, попарно связаны траверсами 13 и перемещаются через систему рычагов 14, содержащих упругие компенсаторы
15 линейных размеров, от кулачков 16. Одновременно при этом же повороте кулачкового вала транснортер 7 возвращается в исходное положение. После запрессовки обойм, установки пробковых колец и возврата транспортера в исходное положение при дальнейшем повороте кулачкового вала опускаются толкатели 26 на всех позициях в исходное положение. Цикл повторяется.
В конце хода транспортера собранные узлы сбрасываются в соответствующую тару (на чертежах не ноказано).
Предмет изобретения
1. Автомат для сборки крестовин карданного вала автомобиля, содержащий смонтированные на станине устройство для подачи крестовин, вибрационные бункеры с выходными
лотками для подачи обойм и пробковых колец и прессующие пуансоны с приводом, отличающийся тем, что, с целью повыщения производительпости и улучшения качества сборки, прессующие пуансоны расположены под углом
45° относительно продольной оси устройства подачи крестовин, снабжены подпружиненными центрами для удержания крестовины и попарно связаны рычажными звеньями с траверсами, соединенными с приводом пуансонов,
выполненным в виде кулачкового вала, при этом в каждом рычажном звене установлен упругий компенсатор, а вибрационные бункеры для подачи обойм и пробковых колец снабжены механизмами захвата и ориентации
обойм и пробковых колец, выполненными в виде симметрично расположенных относительно нродольной оси выходного лотка бункера подпружиненных рычагов с профильной рабочей поверхностью.
2. Автомат по п. 1, отличающийся тем, что выходные лотки вибрационных бункеров для подачи обойм и пробковых колец снабжены делителями потока.
w
a
p-S
ITS
,
7
А-Д
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки крестовин карданного вала автомобиля | 1980 |
|
SU904966A2 |
| Устройство для сборки крестовин карданного вала автомобиля | 1959 |
|
SU125200A1 |
| Установка для прессования,съема и загрузки изделий на конвейер | 1984 |
|
SU1238969A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| Автомат для сборки составных крышек для жестяных и картонно-металлических банок | 1959 |
|
SU124916A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАДИАЛЬНОЙ ТОЛЩИНЫ ВКЛАДЫШЕЙ ПОДШИПНИКОВ ДВИГАТЕЛЕЙ | 1970 |
|
SU267094A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| Многопозиционный горизонтальный пресс для объемной штамповки | 1981 |
|
SU1031620A1 |
| Автомат для сборки деталей типа вал-втулка | 1974 |
|
SU506488A1 |
| Автомат для сборки узлов | 1981 |
|
SU933361A1 |

В-В
В-В
фиг. 6
гг
иг.7
24
Физ 8 ui у (рие W Риг П иг. 12
