2,Станок поп,1,отлича ю- щ и и с я тем, что-В каждой плите вьтолнена сферическая- расточка, в которой помещен сферический торец планшайбы,
3,Станок по пп, и 2, о т л и- чающийся тем, что карманы для подвода воздуха на плоских торцах планшайб выполнены- по спирали, подходящей от центра к периферии и сое1217583
диняющейся с атмосферой па периферии планшайбы.
4, Станок по пп.1 и 35 о т л и - чающийся тем, что он дополнительно снабжен свободно плаваюп1и | между планшайбами на пневмоподвесе турбинным колесом с внутренним диаметром, равным наружному диаметру заготовки.
1
Изобретение относится к станкостроению.
Цель изобретения - повышение прО изводительности и точности обработки путем осуществления двусторонней обработки и исключения при этом деформации обрабатываемой заготовки.
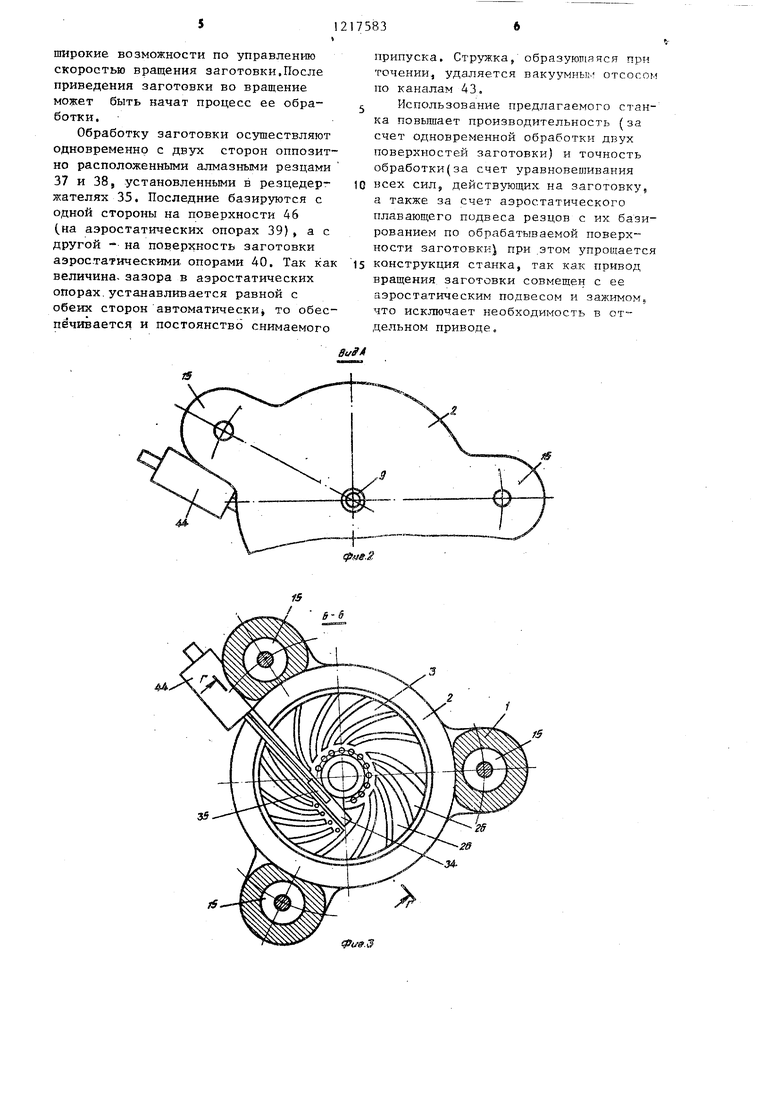
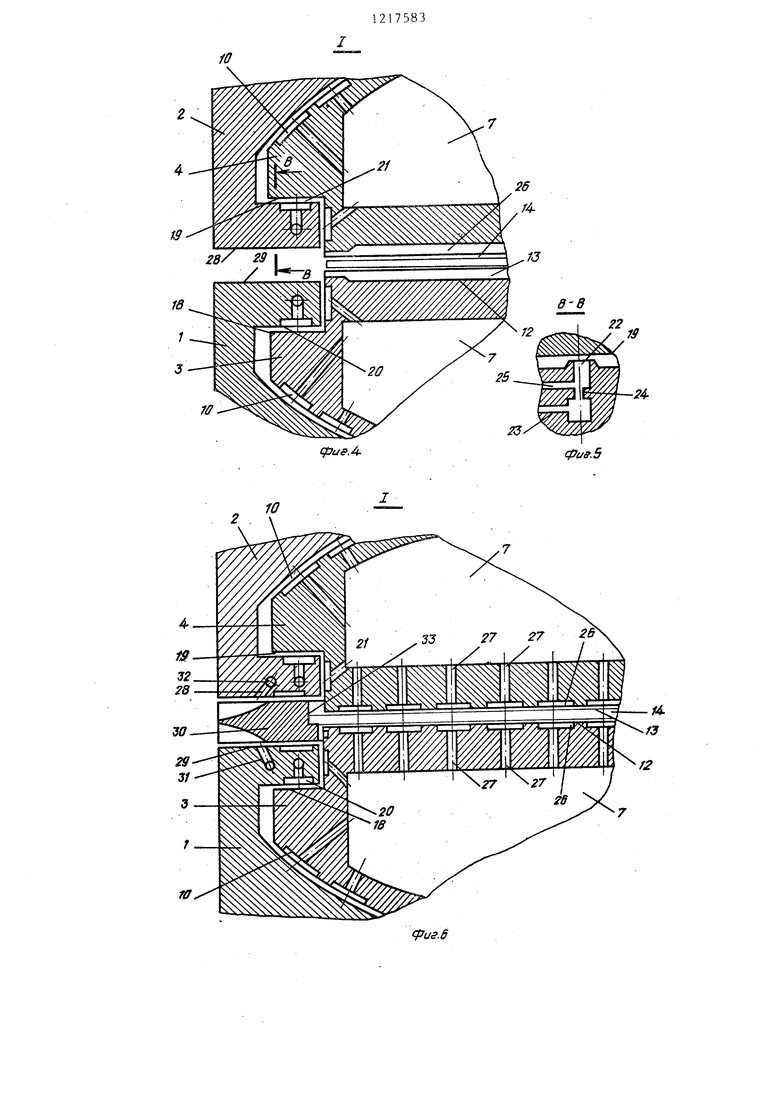
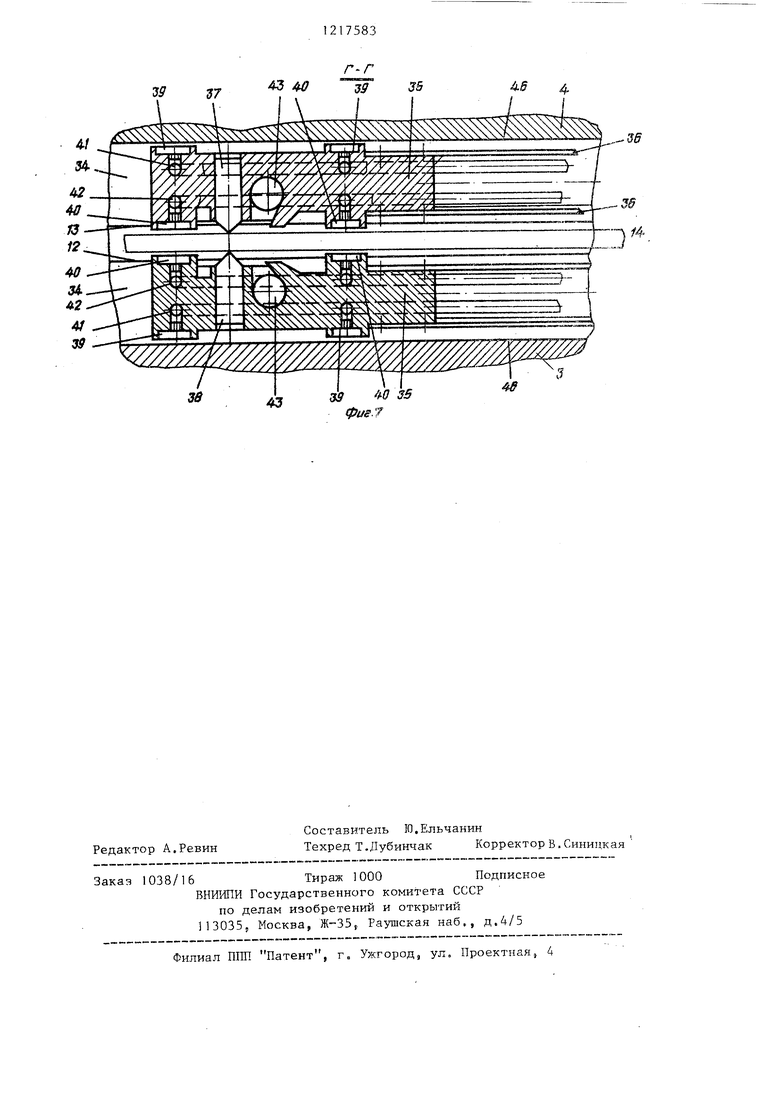
На фиг,I изображен предлагаемый станок, разрез в вертикальной плоскости; на фиг,2 - вид по стрелке А на фиг,1; на фиг,3 - разрез Б-Б на фиг,1| на фиг.4 --узел 1 на фиг,1 (вариант 1); на фиг,5 - разрез В-В на фиг,4; на фиг, 6 - узел 1 на фиг,1 (вариант 2); на фиг,7 - раз- рез Г -Г на фиг,3.
Станок содержит нижнюю 1 и верхню 2 плиты, несущие нижнюю 3 и верхнюю 4 планшайбы, размещенные в сферических расточках 5 и 6 соответственно, Внутренние полости 7 планшайб соединены через штуцеры 8 и 9 с источнико сжатого воздуха. На внешней выпуклой поверхности планшайбы выполнены карманы 10, соединенные каналами lie внутренней полостью 7, Таким образом расточки 5 и 6 и выпуклые поверхности планшайб 3 и 4 образуют аэростатические опоры.
Плоские поверхности 12 и 13 план- шайб являются опорными для обрабатываемой заготовки 14,
Плиты 1 и 2 соединены тремя пнев- мо- или гидроцилиндрами 15 с двухсторонними штоками, причем верхний шток жестко соединен с плитой 2, Полости цилиндров соединены через отверстия 16 и 17с системой управления (не показана),
Планшайбы 3 и 4 заплечиками 18 и 19 соответственно опираются на аэро4, Станок по пп.1 и 35 о т л и - чающийся тем, что он дополнительно снабжен свободно плаваюп1и | между планшайбами на пневмоподвесе турбинным колесом с внутренним диаметром, равным наружному диаметру заготовки.
статические подушки 20 и 21 плит i и 2,- .На подушках 20 и 21 выполнены по три датчика контроля расположения планшайб типа сопло-заслонка, расположенные равномерно по окружности вблизи расположения пневмо- или гидроцилиндров 15 (по углу), Измерительное сопло 22 датчика взаимодействует с заплечиками 18 и 19 планшайб 3 и 4, Давление питания подаетс к датчику по каналу 23 через дроссель 24, Выходной сигнал снимается по выходу 25,
Планшайбы 3 и 4 на плоских поверхностях 12 и 13 имеют углубления 26, соединенные отверстиями 27 с полостями 7, ,
В варианте исполнения, представленном на фиг, 3 и, 4, углубления 26 выполнены в виде спиралей, образующих в плане профиль турбинных лопато В плане углубления расширяются в направлении от центра к периферии план- щайбы. Спираль направлена так, что касательная ,к ней (в точке пересечения с наружной поверхностью планшайбы и касательной к этой поверхности в той же точке) образуют острый угол
Б варианте исполнения, представленном на фиг,6, углубления 26 выполнены в виде кольцевых или радиальных канавок, не выходящих на боковую поверхность планшайб, В этом случае между поверхностями 28 и 29 размещена турбина 30, к которому через отверстия 31 и 32 подается силовая .энергия в виде сжатого газа,По внутренней расточке: 33 в турбине размещается обрабатьтаемая заготовка 14,
В радиальньк или тангенциальных пазах 34 на плоских поверхностях 12
и 13 размещены плавающие резцедержатели 35, подвешенные на плоских пружинах 36 и несущие алмазные резцы 37 и 38. Карманы 39 и 40, выполненные на резцедержателях, образуют аэростатические опоры. Причем, карманы 39 взаимодействуют с дном пазов 34, а карманы 40 - с обрабатываемой поверхностью заготовки 14. Сжатый воздух к карманам подается через отверстия 41 и 42 соответственно.
Со стороны, обращенной к обрабатываемой поверхности заготовки, на резцедержателе вокруг гнезда под резец выполнена канавка, соединенная с источником вакуума через каналы 43 Подача резцедержателя осуществляется приводом 44 подач. Нижняя планщайба 3 имеет, центрирующий поясок 45. Пазы 34 планщайб 3 и 4 имеют опорные поверхности 46.
Станок работает следующим образом
Б исходном положении верхнюю плиту 2 поднимают путем подачи давления, в нижние полости пневмо- или гидроцилиндров 15 через отверстия 17 Поскольку верхние штоки цилиндров жестко соединены с верхней плитой, то осуществляется ее подъем, Заготовка 14 укладывается на центрирующий поясок 45 нижней плашпайбы 3. (фиг.З и 4) или на внутреннюю расточку 33 турбины 30, предварительно смоченной твердеющей и растворимой жидкостью, например щеллачным лаком (фиг. 6/. К штуцерам 8 и 9 постоянно подаются сжатый воздух, который по каналам 11 подается в карманы 10. Под действием давления воздуха планшайбы отжимаются от расточек 5 и 6 и прижимаются поверхностями заплечиков 18 и 19 к подущкам 20 и 21 (фиг.4). При этом измерительные сопла 22 датчиков контроля положения планшайб взаимодействуют с заплечиками 18 и 19. На выходах 25 датчиков давление повьшается. Это давление используются в качестве сигн-ала . для слежения за процессом установки планщайб в рабочее состояние, т.е. процессом их сближения. В исходном положении давление на выходе 25 будет максимальным.
При установке плиты в рабочее положение в нижнюю полость пневмо- или гидроцилиндров 15 через отверстия 17 подаются стабилизированные давления Рп. от задатчика (не показан), а в верхнюю полость через отверстия 16 усиленный по давлению и мощности выходной сигнал Бз датчика контроля положения планщайб, снимаеь5ый с выхода 25. В начальный-момент Ра Ра.
5 Затем начинается сближение планшайб, которое происходит до тех пор, пока плашпайбы 3 и 4 не войдут в контакт с заготовкой 14. Так как из полости 7 сжатый воздух по отверстиям 27
0 попадает также в углубления 26, то этот факт ограничен образующейся воздушной подушкой между поверхностями заготовки и планшайб, в результате чего происходит уравновешивание
5 сил, действующих.на каждую из планщайб снизу и сверху. Она как бы всплывает. При этом заплечики 18 и 19 отходят от измерительных сопел 22 датчика контроля положения план0 шайб и давление на выходе 25 снижается до величины, при которой имеет место равенство Ра Р-з . На этом процесс установки планшайб в рабочее положение заканчивается.
5 В варианте исполнения, представленном на фиг.З и 4, вращение заготовки осуществляют следующим образом. Так как углубления 26 (к которым постоянно подается сжатый воздух)
„ на рабочих поверхностях планщайб
выполнены по спиралям, то при движении сжатого воздуха в направлении от отверстий 27 к выходу в атмосферу на периферии планшайб за счет трения воздуха о заготовку, последняя увлекается и начинает ее разгон. На выходе воздуха .в атмосферу на периферии планшайб, кроме того, создается реактивный эффект. А так как масса планшайбы существенно больше массы заготовки, то реактивный импульс воспринимается последней, что и приводит к ее вращению. Таким образом, углубления 26 кроме основной роли аэростатической подвески выполняют также и роль реактивного привода вращения.
В варианте исполнения, представленном на фиг.6, углубления 26 выполняют кольцевьмиили радиальными, не имекнцими выхода в атмосферу
(т.е. они выполняют только лишь функ ции аэростатического подвеса), а заготовка вращается турбиной 30 с двусторонним лопатками. Силовой 5 сжатый воздух для вращения турбины
подаются через отверстия 31 и 32. . Такое исполнение по сравнению с первым вариантом представляет более :
5
0
5
широкие возможности по управлению скоростью вращения заготовки,После приведения заготовки во вращение может быть начат процесс ее обработки.
Обработку заготовки осушествлягот одновременно с двух сторон оппозит- но расположенными алмазными резцами 37 и 38 5 установленными в резцедер- жателяк 35. Последние базируются с одной стороны на поверхности 46 (на аэростатических опорах 39), а с другой - на поверхность заготовки аэростатическими, опорами 40. Так как величина- зазора в аэростатических опорах.устанавливается равной с обеих сторон автоматическиj то обеспечивается и постоянство снимаемого
припуска. Стр гткка, образующаяся при точении, удаляется вакуумны;- отсосом по каналам 43,
J Использование предлагаемого станка повышает производительность (за счет одновременной обработки двух поверхностей заготовки) и точность обработки(за счет уравновешивания
0 всех сил, действующих на заготовку, а также за счет аэростатического плавающего подвеса резцов с их базированием по обрабатываемой поверхности заготовки при .этом упрошается
5 конструкция станка, так как привод вращения заготовки совмещен с ее аэростатическим подвесом и зажимом, что исключает необходимость в отдельном приводе,
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней обработки гибких дисков | 1985 |
|
SU1337201A2 |
| Станок для двухсторонней обработки гибких дисков | 1985 |
|
SU1328072A1 |
| Способ терморихтовки прецизионных гибких дисков и устройство для осуществления | 1985 |
|
SU1355636A1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
| Рабочий стол карусельного станка | 1982 |
|
SU1087295A1 |
| Способ рихтовки прецизионных дисков и установка для его осуществления | 1987 |
|
SU1445836A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ РАСТОЧКИ КОНЦОВ ТРУБ | 1971 |
|
SU299300A1 |

IS
рае.2
фив.
IS
tpus..5
tSf
W
Д5 4
.,-
4 35
4ff
фие7
Редактор А.Ревин
Составитель Ю.Ельчанин
Техред Т.Дубинчак Корректор В. Синицкая
1038/16Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, -ЪЪ Раушская наб,, д.4/5
Филиал ПШ Патент, г. Ужгород, ул. Проектная, 4
