Изобретение относится к прокатному производству и предназначено для осаждения катанки.
Цель изобретения - упрощение конструкции и повьпиение производительности устройства за счет сокращения простоев.
На фиг„ 1 схематически показано устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит укладчик 1 витков и установленный за ним транспортер 2, по обеим сторонам которого размещены неприводные направляющие вертикальные ролики 3. Ролики 3 установлены на осях 4 с возможностью вращения. Ролики с противоположных сторон транспортера установлены друг относительно друга со смещением вдоль транспортера на величину, равную половине, шага установки роликов с одной стороны транспортера.
Устройство работает следующим образом.
После прокатки в чистовом блоке клетей катанку пропускают через линию водяного охлаждения и передают на укладчик 1 витков. Укладчик 1 витков формирует катанку 5 в виде плоской спирали и укладывает ее на транспортер 2 витков. Перемещаемые по линии транспортирования витки катанки 5 поочередно контактируют с направляющими вертикальными роликами 3, установленными по бокам транспортера 2 витков, получая при этом поперечное перемещение во взаимно противоположных направлениях. Этим обеспечивается сдвиг витков плоской спирали относительно друг друга и относительно несущей поверхности транспортера 2 витков, что предотвращает появление на них участков с более высокой, чем у основной массы витка, температурой
Таким образом, предлагаемая конструкция устройства для равномерного охлаждения витков катанки на транспортере позволяет упростить его с
сохранением присущих ему положительных качеств. Вместе, с тем, такое упрощение конструкции позволяет улучшить эксплуатационные характеристики устройства за счет сокращения количества элементов и, тем самым, повысить его надежность. Кроме того,преимуществом предлагаемого устройства
является то, что за счет исключения привода направляющих вертикальных (роликов сокращается расход электроэнергии, за счет упрощения конструкции сокращается время на обслуживание и ремонт оборудования, а за счет применения роликов без калибров конструкция в целом становится дешевле, проще в изготовлении, более универсальной, так как не требует замены
роликов при изменении диаметра прокатываемой катанки.
Таким образом, использование предлагаемого устройства позволит умень- шить расход электроэнергии, повысить надежность работы оборудования, сократить время на его ревизию и ремонт, исключить простои, связанные с необходимостью замены калиброванных роликов при изменении диаметра прокатываемой катанки, обеспечивая при этом требуемую равномерность охлаждения и стабильность механических свойств катанки по длине.
Формула изобретения
Устройство для охлаждения катанки, содержащее укладчик витков, транспортер и направляющие вертикальные ролики, установленные по обеим сторонам транспортера, отлич-аюЩееся тем, что, с целью упрощения конструкции и повьшения производительности за счет сокращения простоев, ролики с противоположных сторон транспортера установлены друг относительно друга со смещением вдоль транспортера на величину, равную половине шага.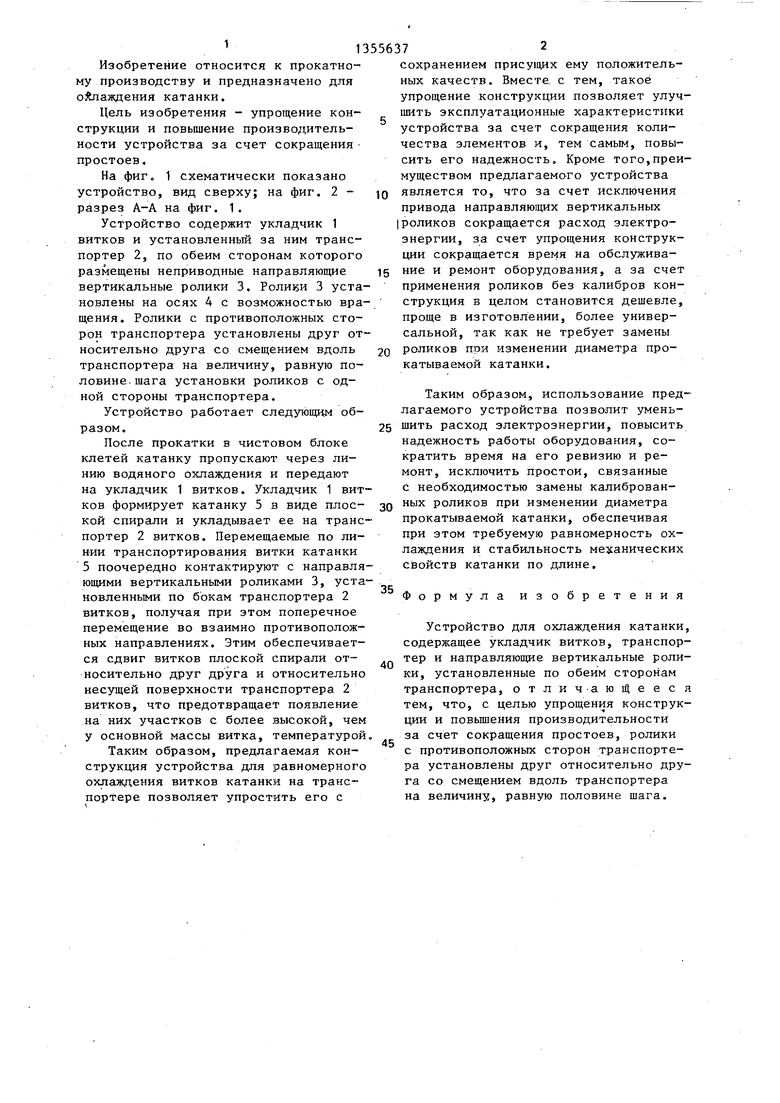
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения катанки | 1987 |
|
SU1458049A1 |
| Устройство для охлаждения катанки | 1989 |
|
SU1740458A1 |
| ИЧМ-способ термической обработки катанки с прокатного нагрева | 1986 |
|
SU1421773A1 |
| УЧАСТОК ОХЛАЖДЕНИЯ КАТАНКИ | 1994 |
|
RU2116849C1 |
| Устройство для термообработки катанки с прокатного нагрева | 1980 |
|
SU1014941A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 2001 |
|
RU2212960C2 |
| СИСТЕМА ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА ЗА СТАНОМ ГОРЯЧЕЙ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1994 |
|
RU2096100C1 |
| Устройство для изготовления проволочных кольцеобразных изделий | 1972 |
|
SU468681A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
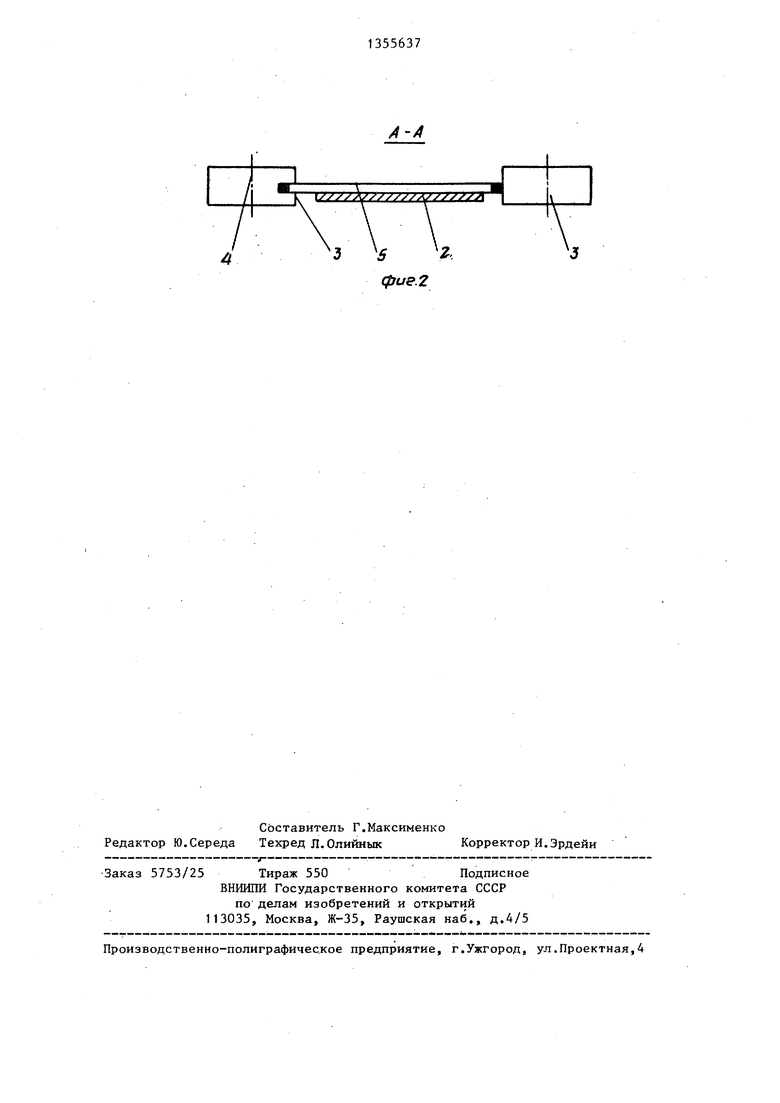
Изобретение относится к прокатному производству. Цель изобретения - упрощение конструкции и повышение производительности устройства. Оно содержит укладчик витков 1 и установленный за ним транспортер 2, по обеим сторонам которого размещены неприводные направляющие вертикальные ролики 3. Ролики установлены на осях 4 с возможностью вращения. С противоположных сторон транспортера ролики установлены один относительно другого со смещением вдоль транспортера на величину, равную половине шага установки роликов с одной стороны транспортера. 2 ил. S (Л с i оо сд СП О5 со Фиг.1
