Изобретение относится к строительству самоподъемных плавучих буровых установок и может быть с наибольшим эффектом использовано при изготовлении опорных колонн ферменной конструкции.
Цель изобретения - снижение трудоемкости сборочных работ.
На фиг. 1 изображен общий вид секции собираемой из раскосов; на фиг. 2 - общий вид стыкового соединения патрубка и раеканавке 12 и производят окончательную сварку всего стыка.
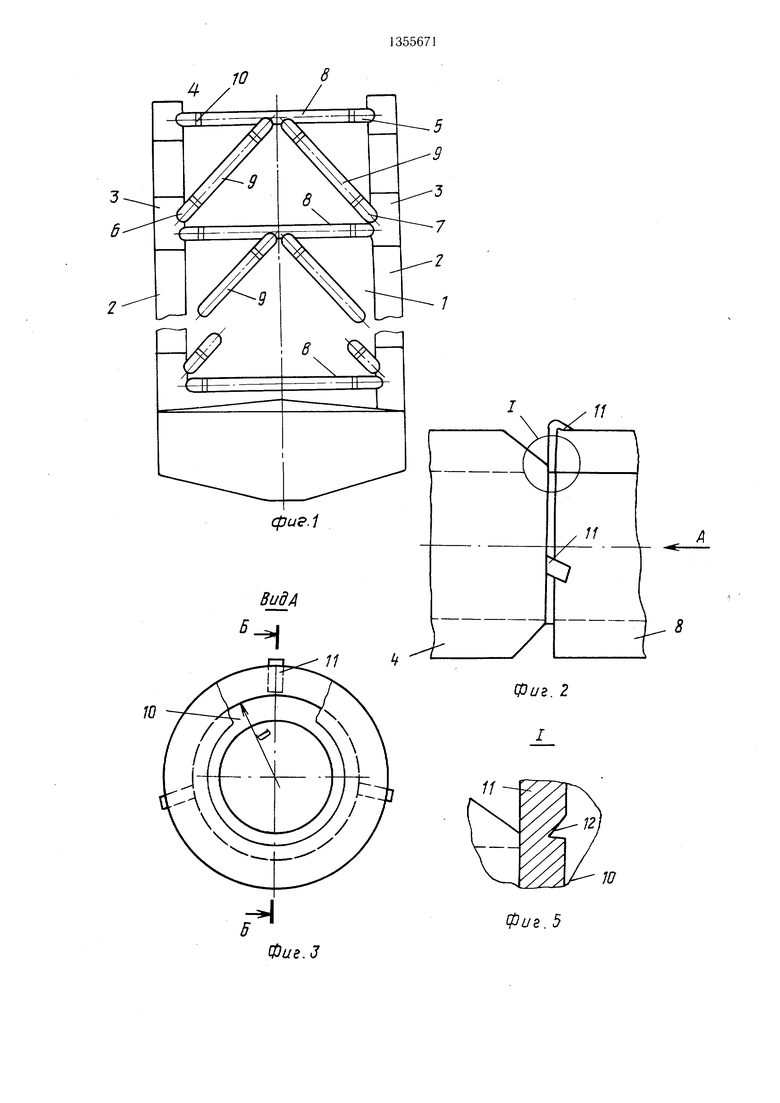
Проставочная шайба 10 изготавливается не только разной толщины, но также имеет выступы 11, с помощью которых за счет отгиба свободного конца 13 под углом а. равным 85-90°, она достаточно надежно удерживается на торце патрубков 4-7 или раскосов 8 и 9. Сами выступы 11 расположены на щайбе 10 с щагом равным 90-95°.
коса; на фиг. 3 - вид А на фиг. 2; на фиг. 4- Ю За счет пружинящих свойств отогнутых
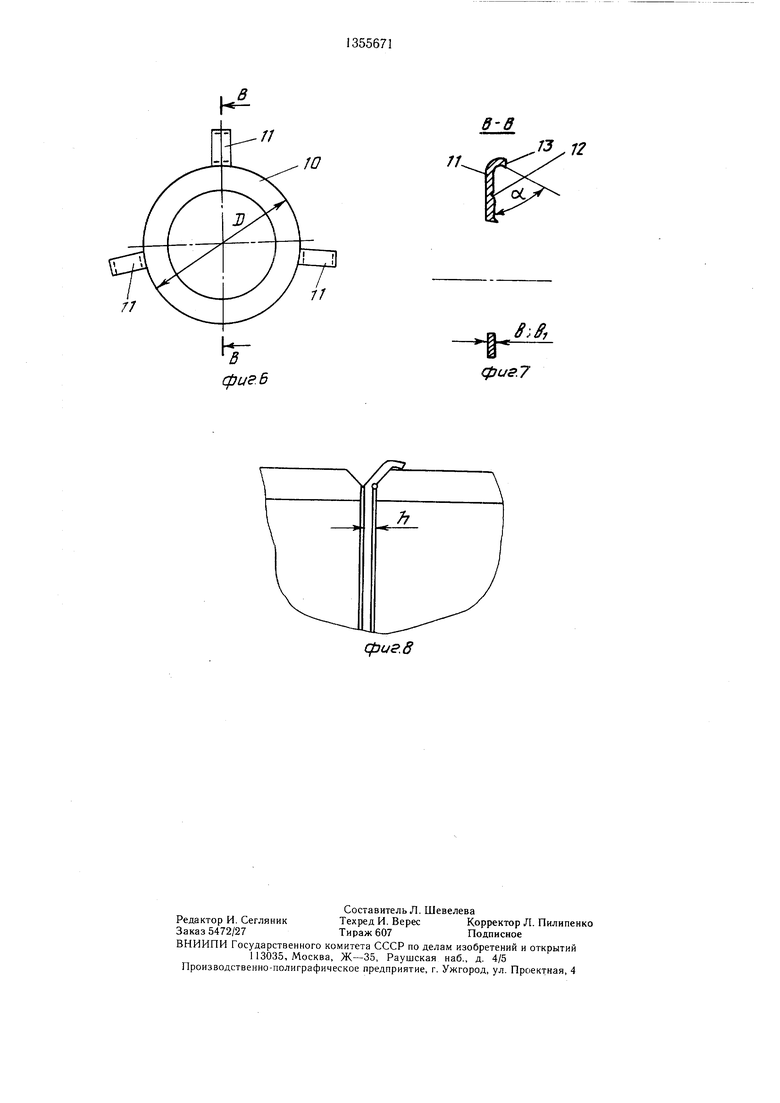
сечение Б-Б на фиг. 3; на фиг. 5 - узел I на фиг. 2; на фиг. 6 - конструкция проста- вочной щайбы; на фиг. 7 - сечение В-В на фиг. 6; на фиг. 8 - общий вид стыкового соединения при V-образной разделке кромок трубчатых элементов под сварку..
При изготовлении секции 1 самоподъемной плавучей .буровой установки (СПБУ) на сборочном месте укладывают стойки 2 одной из сторон ферменной многоугольной
концов 13 и расположения выступов 11 с щагом 90-95° щайба надежно удерживается на торце патрубка или раскоса и в момент переноса в условиях цеха и в момент вы- .. полнения сварочных работ, в результате чего отпадает необходимость в подсобном рабочем. Это тем более важно, если свариваются толстостенные трубчатые элементы, у которых выполняется, например, V-образная разделка щва (фиг. 2). Выстуконструкции будущей опорной колонны. Каж- 20 пы 11 препятствуют качественному выпол- дая стойка представляет собой толстостенную трубу с опорными узлами 3 в виде литого или сварного тела с патрубками 4-7 под раскосы 8 и 9. В зазор между раскосом и патрубком помещается проставоч- ная щайба 10 с выступами 11, у корня которых имеется канавка 12. Свободный конец 13 выступа с загибом под углом а, равным 85-90°. Наружный диаметр D этой шайбы равен или несколько больше внутреннего диаметра d раскосов 8 и 9 и патрубков 4-7. Шайба выполняется разной толщины в, 8| в зависимости величины зазора h.
Сборку секции 1 производят следующим образом.
Между уложенными на сборочном месте стойками 2 размещают раскосы, например горизонтальный раскос 8. Его подсоединяют к патрубку 4, при этом для качественного формирования корня шва в зазор между патрубком 4 и раскосом 8 вкладывают про- ставочную шайбу 10 толщиной в, равной опнению щва, тем более, что сама щайба 10 выполняется из недорогого низкосортного металла. В то же время для удаления этих выступов нежелательно тратить лищнее время. Поэтому у корня выступа 11 вы- 25 полнена канавка 12, содержащая концентрацию напряжений и позволяющая за счет этого легко, несколькими перегибами, отломить выступы 11. В результате оставшаяся шайба 10 помогает сформировать корень шва, обеспечив нужный провар.
30
35
Формула изобретения
1. Устройство для сборки секций опорной колонны самоподъемной плавучей буровой установки, включающее вертикальные стойки с трубчатыми элементами, стыковые соединения которых имеют зазоры с установленными в них приспособлениями для формирования корня щва в виде проставоч- ных щайб, отличающееся тем, что, с целью
тимальной величине сварочного з азора h, 40 снижения трудоемкости сборочных работ.
После проверки соосности патрубка 4 и раскоса 8 производят прихватку их в нескольких местах. Далее второй конец раскоса 8 сцентровывают с патрубком 5. При этом может оказаться, что зазор h превыпроставочные шайбы выполнены диаметром не менее, чем внутренний диаметр стыкуемых трубчатых элементов, причем по на ружному диаметру шайбы с шагом, равным 90-95°, выполнено не менее трех выступов
щает допустимый для обеспечения качест- с концами, отогнутыми по образующей торца ва сварки. В этом случае подбирают шайбу трубчатого .элемента. 10 с толщиной в1, обеспечивающей оптимальное заполнение зазора h. После проверки стыкового соединения производят провар корня щва, который формируется на наружном диаметре D проставочной шайбы 10. После наложения первого шва выступы 11 циклическим отгибом отламывают по
50
2.Устройство по п. 1, отличающееся тем, что выступы у основания выполнены с резким изменением поперечного сечения в виде канавки.
3.Устройство по п. 1, отличающееся тем, что проставочные шайбы выполнены разной толщины.
канавке 12 и производят окончательную сварку всего стыка.
Проставочная шайба 10 изготавливается не только разной толщины, но также имеет выступы 11, с помощью которых за счет отгиба свободного конца 13 под углом а. равным 85-90°, она достаточно надежно удерживается на торце патрубков 4-7 или раскосов 8 и 9. Сами выступы 11 расположены на щайбе 10 с щагом равным 90-95°.
За счет пружинящих свойств отогнутых
концов 13 и расположения выступов 11 с щагом 90-95° щайба надежно удерживается на торце патрубка или раскоса и в момент переноса в условиях цеха и в момент вы- полнения сварочных работ, в результате чего отпадает необходимость в подсобном рабочем. Это тем более важно, если свариваются толстостенные трубчатые элементы, у которых выполняется, например, V-образная разделка щва (фиг. 2). Выступы 11 препятствуют качественному выпол-
пы 11 препятствуют качественному выпол-
нению щва, тем более, что сама щайба 10 выполняется из недорогого низкосортного металла. В то же время для удаления этих выступов нежелательно тратить лищнее время. Поэтому у корня выступа 11 вы- полнена канавка 12, содержащая концентрацию напряжений и позволяющая за счет этого легко, несколькими перегибами, отломить выступы 11. В результате оставшаяся шайба 10 помогает сформировать корень шва, обеспечив нужный провар.
пы 11 препятствуют качественному выпол-
Формула изобретения
1. Устройство для сборки секций опорной колонны самоподъемной плавучей буровой установки, включающее вертикальные стойки с трубчатыми элементами, стыковые соединения которых имеют зазоры с установленными в них приспособлениями для формирования корня щва в виде проставоч- ных щайб, отличающееся тем, что, с целью
с концами, отогнутыми по образующей торца трубчатого .элемента.
50
2.Устройство по п. 1, отличающееся тем, что выступы у основания выполнены с резким изменением поперечного сечения в виде канавки.
3.Устройство по п. 1, отличающееся тем, что проставочные шайбы выполнены разной толщины.
10
Фиё. 5
Фие.З
W
77
в-в
12
8-Ji
фие.7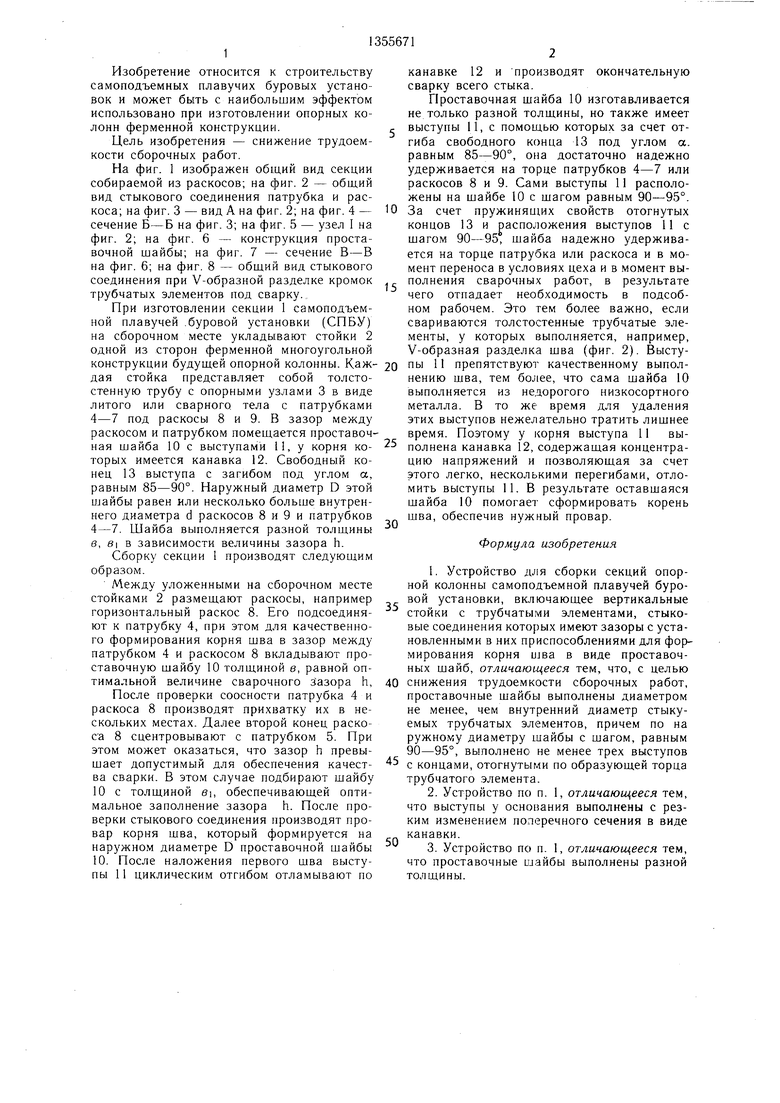
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорно-подъемное устройство самоходной плавучей установки | 1982 |
|
SU1154854A2 |
| Способ сборки корпуса недокуемого плавучего средства,устройство для его осуществления и его варианты | 1982 |
|
SU1030253A1 |
| Шпиндельная бабка с гидростатическими опорами шпинделя | 1973 |
|
SU476961A1 |
| Способ сборки тонкостенных цилиндрических деталей перед сваркой плавлением | 1972 |
|
SU471170A1 |
| Способ двусторонней сварки плавлением стыковых соединений | 1977 |
|
SU660803A1 |
| Способ местной защиты титановых сплавов с обратной стороны шва при сварке | 1980 |
|
SU1031665A1 |
| Способ центровки блоков перед их подачей в сборочную зону при строительстве верхнего корпуса полупогружной платформы | 1982 |
|
SU1058828A1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| Подкладка | 1977 |
|
SU722714A1 |
Изобретение относится к гидротехническому строительству. Цель изобретения - снижение трудоемкости сборочных работ. Устройство включает стыковое соединение патрубков вертикальных стоек с наклонными раскосами в области зазора. Стыковое соединение снабжено приспособлением для формирования шва в виде проставоч- ной шайбы 10 с наружным диаметром не менее чем внутренний диаметр стыкуемых трубчатых элементов. По наружному диаметру приставочной шайбы 10 с шагом, равным 90-95°, выполнено не менее трех выступов II с концами 13, отогнутыми по об- разуюшей торца патрубка или раскоса. Выступы 11 у основания могут быть выполнены с резким изменением поперечного сечения в виде канавки, а приставочные шайбы 10 - разной толшины в зависимости от величины между стыкуемыми патрубками и раскосами. Канавка создает концентрацию напряжений и позволяет за счет этого легко, несколькими перегибами, отломить выступы 11. В результате шайба 10 помогает сформировать корень шва, обеспечив нужный провар. 2 з.п. ф-лы, 8 ил. (П со 01 ел О5 Фие.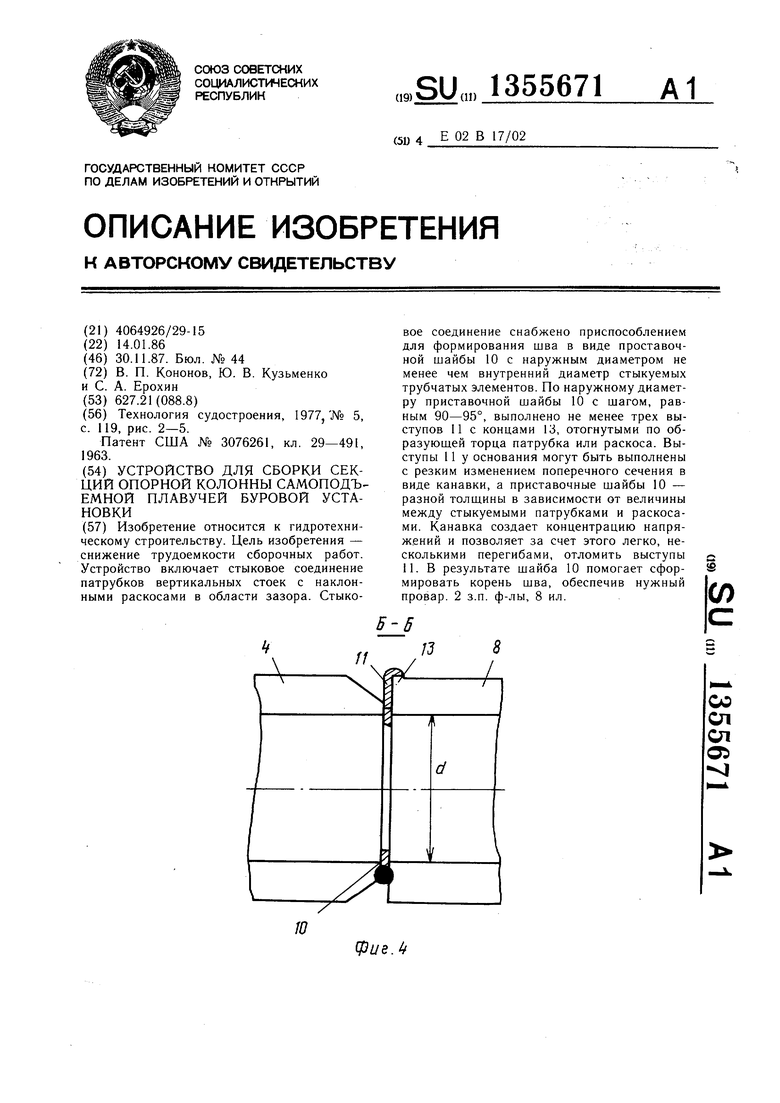
фаг. 8
| Технология судостроения, 1977 № 5, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3076261, кл | |||
| Солесос | 1922 |
|
SU29A1 |
