Изобретение относится к технологии изготовления сварных конструкций и может быть использовано при производстве многослойных переходни- ков, конусных днищ циклонов и других многослойных элементов конструкций переменного сечения.
. Цель изобретения - расширение технологических возможностей за счет обеспечения изготовления многослойных изделий.
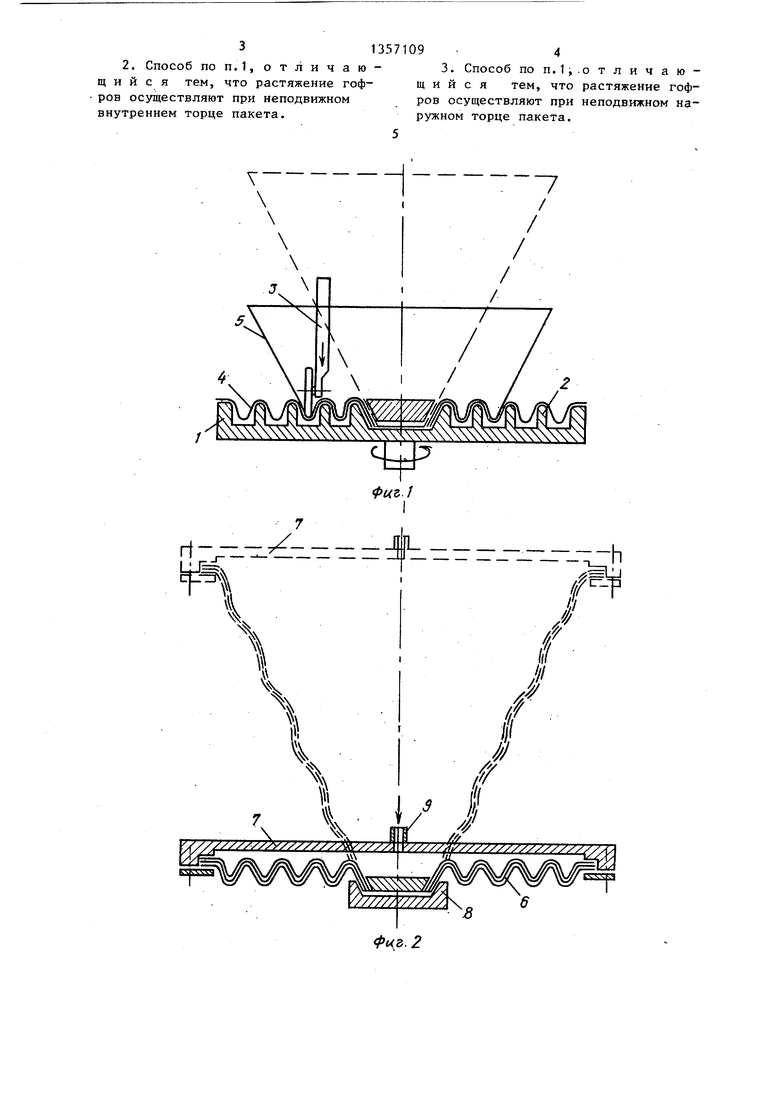
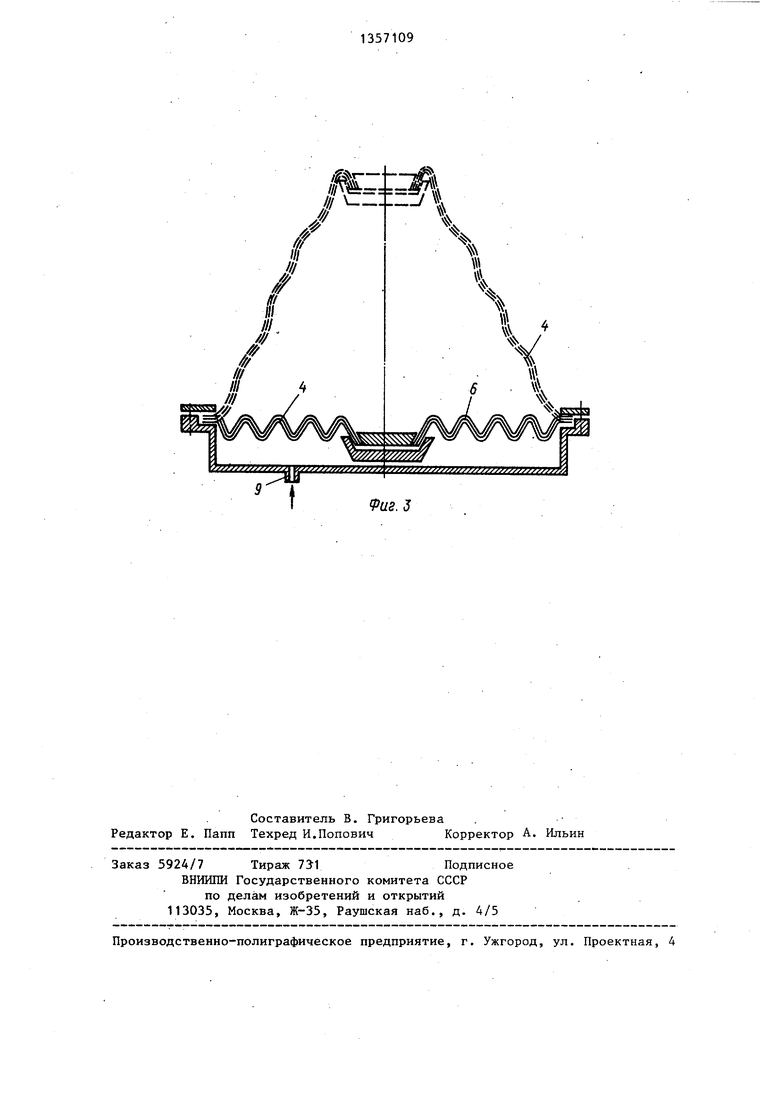
На фиг. 1 представлена схема образования поперечных гофров; на фиг.2 cxeka растяжения гофров с образовани ем оболочки при закрепленно):л внутреннем торце пакета мембран; на фиг.З - то же, при закрепленном наружном торце пакета мембран.
Способ осуществляют следующим образом.
Изготавливают конические заготовки для многослойного патрубка. Закрепляют большую заготовку со стороны малого диаметра в центре формы 1 концентрацией ребер 2 и последовательно деформируют изнутри локальным приложениями усилий давильника 3, вращая форму 1, при этом начинают с минимального диаметра и ведут гофри- рование до тех пор, пока заготовка не будет уложена в форму 1 и превратится в гофрированную мембрану 4.
Затем устанавливают внутри заготовки заготовку 5, закрепляют ее и повторяют весь цикл, образуя гофры, эквидистантные отформованным. Аналогично деформируют остальные заготовки, получая многослойный пакет 6 мембран 4, зазоры в котором минималь- ные, при этом величины пластических деформаций всех слоев практически получаются одинаковыми.
1. Способ изготовления уибких патрубков переменного сечения из конических заготовок путем образования поперечных го.фров со складыванием в осевом направлении и последующего растяжения гофров с образованием оболочки, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения изготовления многосло йных изделий, изготавливают кол плект заготовок, аналогичных имеющимся, чисПосле этого торцы пакета 6 мембран 4 герметизируют крышками 7 и 8 и рас- 45 лом, меньшим числа слоев изделия на тягивают гофры, подавая жидкость или единицу, после окончания складывания
газ во внутреннюю полостб через штуцер 9. В зависимости от величины давления гофры могут распрямляться полностью и частично.
Если крышки 7 и 8 расположить так, как показано на фиг. 3, т.е. закрепив неподвижно наружный торец пакета 6 мембран 4, то произойдет выворачивание пакета, при этом большая заготов- 55вляют под действием текучей среды,при
ка станет внутренней, что будет спо-этом на каждой заготовке гофры обрасобствовать обжатию многослойной стен-зуют путем последовательного прилоки и созданию в ней предварительногожения местных усилий, начиная от
напряжения.меньшего диаметра заготовки.
Пример. Изготавливали десяти слойный патрубок в виде усеченного конуса с основаниями диаметром 400 и 220 мм, высотой, 190 мм и толщиной каждого слой 0,1 мм.
На каждой заготовке, деформируя последовательно, образовывали гофры глубиной 3 мм и шириной 2,2 мм, при этом утонение не превышает 5%. После окончания гофрирования внутренний и наружный торцы пакета герметизировали и растягивали гофры, образуя многослойную оболочку без зазоров между слоями.
Предлагаемый способ позволяет повысить надежность многослойных патрубков за счет равенства пластически деформаций во всех слоях, а также увеличить радиальную жесткость много .слойного патрубка за счет остаточных гофров, что существенно при изготовлении деталей из тонких слоев.
Предлагаемый способ позволяет изготавливать многослойные патрубки практически с любой толщиной слоя без зазоров.
Формула изобретения
1. Способ изготовления уибких патрубков переменного сечения из конических заготовок путем образования поперечных го.фров со складыванием в осевом направлении и последующего растяжения гофров с образованием оболочки, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения изготовления многосло йных изделий, изготавливают кол плект заготовок, аналогичных имеющимся, числом, меньшим числа слоев изделия на единицу, после окончания складывания
заготовки вставляют внутрь нее аналогичную заготовку следующего слоя и образуют на ней гофры, эквидистант- ные ранее отформированным, затем
процесс повторяют до получения пакета с заданным числом слоев и герметизируют наружньй и внутренний торцы пакета, а растяжение гофров осущест31357109 4
2. Способ по п. 1, о т ji и ч а ю - 3. Способ по п. 1,.отличающий с я тем, что растяжение гоф- щ и и с я тем, что растяжение гофров осуществляют при неподвижном ров осуществляют при неподвижном на- внутреннем торце пакета.ружном торце пакета.
5
.. X М I
п , - rtl г- --h
Фиг.}
Фи.г. 2
аг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИОБЪЕМНЫЙ СИЛЬФОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2215214C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ изготовления протекторных заготовок | 1977 |
|
SU627998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412051C1 |
| Способ изготовления многослойных сосудов давления | 1980 |
|
SU853874A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДНИЩ | 1971 |
|
SU424635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Способ изготовления многослойных труб | 1981 |
|
SU984552A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2267402C1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Патент США № 3467042, кл | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
