1 . Изобретение относится к области станкостроения, а именно к устройствам для установки зажимного патрона в штинделе станка с коррекцией его радиального положения.
Цель изобретения - повышение производительности путем сокращения времени на коррекцию положения патрона.
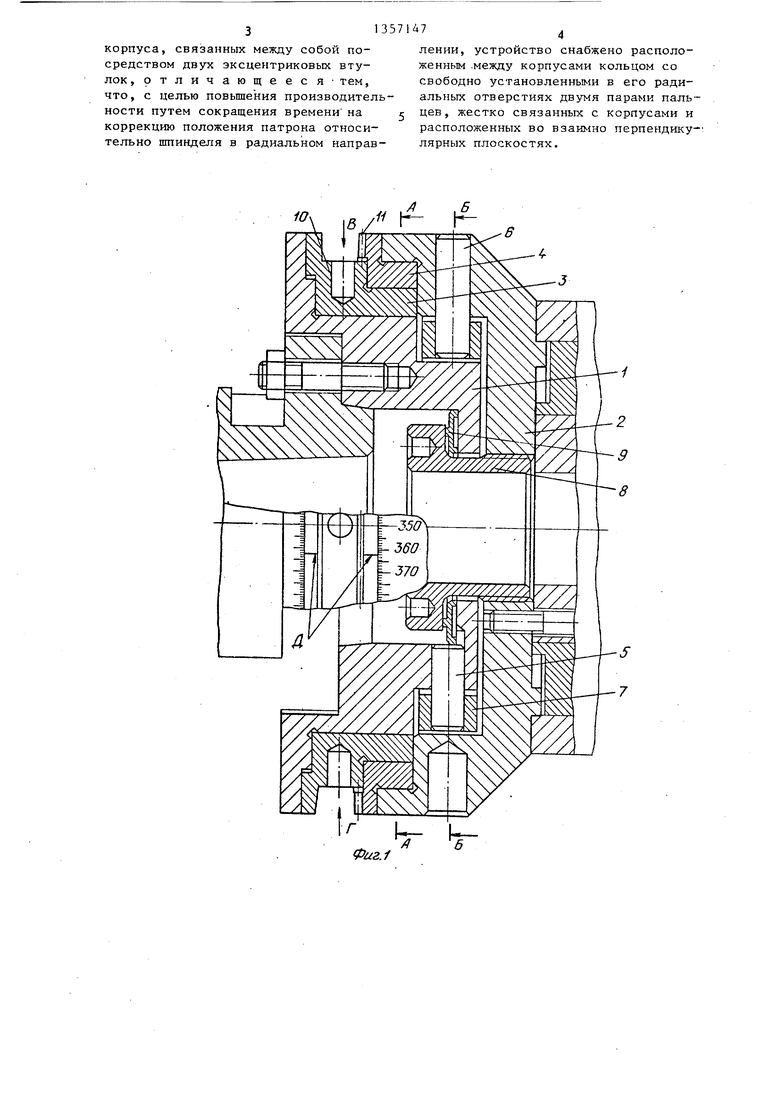
На фиг.1 показна планшайба, разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1. на фиг.4 - вид В на фиг.1; на фиг.З - вид Г на фиг.1.
Устройство состоит из корпусов 1 и 2, между которыми располагаются втулки 3 и 4 с одинаковым эксцентриситетом, например, равным 0,5 мм. С помощью пальцев 5, запрес сованных в отверстия корпуса 1, и пальцев 6, запрессованных в отверстия корпуса 2, корпусы соединяются с кольцом 7 (фиг.З). В отверстия кольца 7 пальцы посажены по посад- ке, обеспечивающей перемещение корпуса 2 относительно корпуса 1 в любом радиальном направлении.
Такое соединение препятствует угловому смещению корпусов относи- тельно друг друга, но позволяет радиальное смещение корпуса 2 относительно корпуса 1 в пределах зазоров между корпусами и кольцом 7. В осевом направлении корпусы и эксцентри- ковые втулки стянуты винтом 8 через пружину 9.
Эксцентриковые втулки по наружному цилиндру буртов снабжены рисками Д, выполненньми в плоскости экс- центриситета со стороны максимального сечения втулок, а также дополнительными рисками Е, располагающимися в осевой плоскости, перпендикулярной плоскости эксцентриситета.
Дополнительные риски со стороны расположения эксцентриситета помечены точками.
Одна из эксцентриковых втулок снабжена рядом радиальных отверстий 10, вторая - зубчатым венцом 11. С помощью спецключа (не показан), вставляемого в отверстие 10 втулки 3 и входящего в зацепление с зубчатым венцом 115 эксцентриковые втулки 3 и 4 могут поворачиваться относительно друг друга, а также поворачиваться совместно относительно корпусов.
472
Корпусы 1 и 2 по наружному цилиндру снабжены одинаковыми шкалами из 600 делений.
Компенсация радиального биения на обрабатьшаемой детали, зажатой в патроне, производится следующим образом. Совмещением дополнительных рисок Е эксцентриситеты (риски Д ) втулок 3 и 4 располагают в диаметрально противоположных местах, в результате чего патрон устанавливается со- осно шпинделю станка. Обрабатьшае- мую деталь зажимают в патроне и с помощью индикаторной стойки определяют величину максимального биения на соответствующей поверхности детали. Место максимального биения отмечают на детали мелом. Вращением планшайбы располагают отметку максимального биения в горизонтальной плоскости от себя (или к себе).
Удерживая планшайбу, поворачивают спецключом эксцентриковые втулки 3 и 4 вместе так, чтобы риски Д расположились в вертикальной плоскости.
Производя отсчеты по шкалам, спец ключом поворачивают относительно корпусов каждую эксцентриковую втулку на одно и то же число делений на себя (или от себя), соответствующее величине замеренного ранее биения .
При повороте втулок в пределах до 50 делений (30° )зависимость радиального смещения от угла поворота линейная с точностью, приемлемой для технических целей, на которые планшайба предназначается (погрешность составляет не более 0,01 мм).
При повороте эксцентриковых втулок на 50 делений радиальное смещение равно 0,5 мм, т.е. одному делени шкалы соответствует радиальное смещение 0,01 мм.
Максимальное радиальное смещение равно удвоенному эксцентриситету, т.е. 1 мм.
При.повороте эксцентриковых втуг лок более чем на 50 делений необходимую величину радиального смещения следует устанавливать с помощью индикаторной стойки.
Формула изобретения
Устройство для крепления патрона к шпинделю станка, содержащее два
корпуса, связанных между собой посредством двух эксцентриковых втулок, отличающееся- тем, что, с целью повьшения производительности путем сокращения времени на коррекцию положения патрона относительно шпинделя в радиальном направлении, устройство снабжено расположенным .между корпусами кольцом со свободно установленными в его радиальных отверстиях двумя парами пальцев, жестко связанных с корпусами и расположенных во взаимно перпендикулярных плоскостях.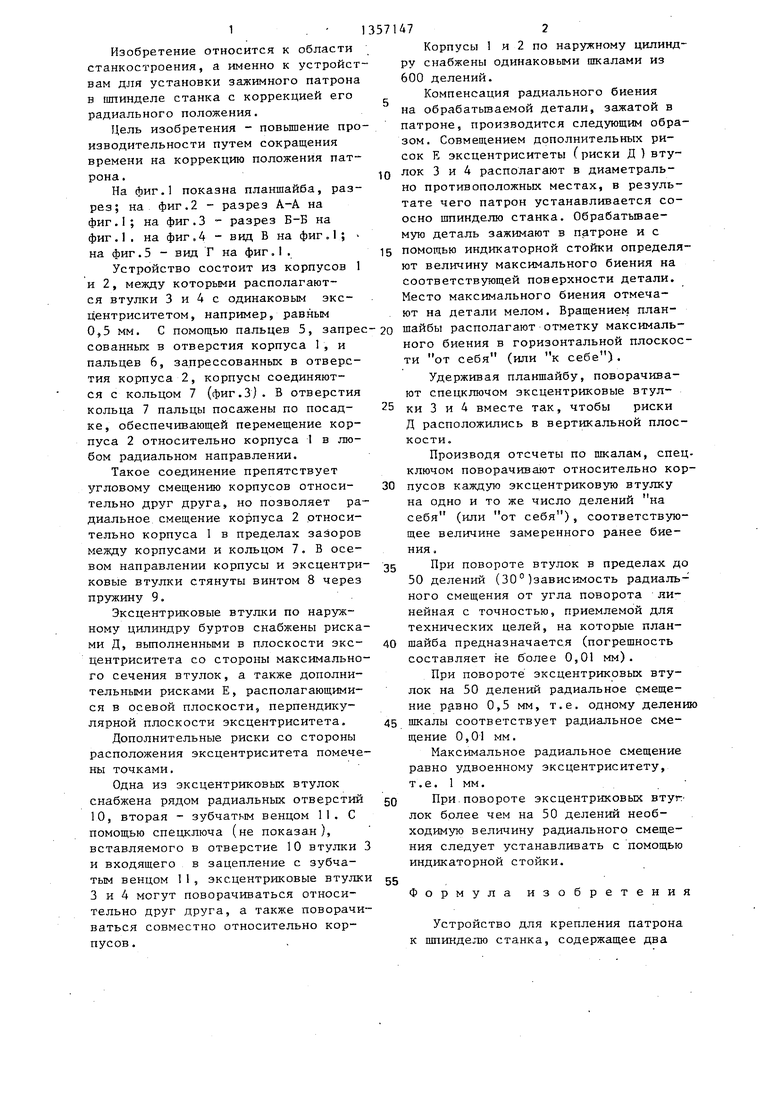
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел деревообрабатывающего станка | 1982 |
|
SU1058776A1 |
| Способ установки детали и устройство для его осуществления | 1989 |
|
SU1731578A1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Способ центрирования заготовок и устройство для его осуществления | 1986 |
|
SU1530337A1 |
| Патрон для концевых инструментов | 1978 |
|
SU812527A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350435C1 |
| Эксцентриковый патрон | 1985 |
|
SU1364404A1 |
| Устройство для точения эксцентриковых деталей с эксцентриситетом от 0 мм до 10 мм | 2023 |
|
RU2828802C1 |
| Устройство для имитации сил резания на шпинделе металлорежущего станка | 1975 |
|
SU649981A1 |
| Стол зубообрабатывающего станка | 1988 |
|
SU1516262A2 |
Изобретение относится к устройствам для установки зажимного патрона на шпинделе станка с коррекцией его радиального положения. Целью изобретения является повьшение производительности путем сокращения времени коррекции положения патрона. Устройство содержит корпусы 1 и 2, причем корпус 1 крепится на шпинделе станка, а в корпусе 2 устанавливается кулачковьш патрон. Между корпусами 1 и 2 расположены эксцентриковые втулки 3 и 4, а также кольцо, в которое входят две пары пальцев, связанные соответственно, с корпусами 1 и 2 и расположенные во взаимно перпендикулярных плоскостях. Концы пальцев входят в отверстие кольца по по- ,садке движения, что обеспечивает радиальное смещение корпуса 2 относительно корпуса 1 при фиксированном угловом положении. Поворотом втулок 3 и 4 можно установить пат - рон с закрепленной деталью соосно со шпинделем станка, что регистрируется соответствующими шкалами. Введение кольца и пальцев позволило существенно сократить время коррекции положения патрона и повысить производительность. 5 ил. сл со сд 4: 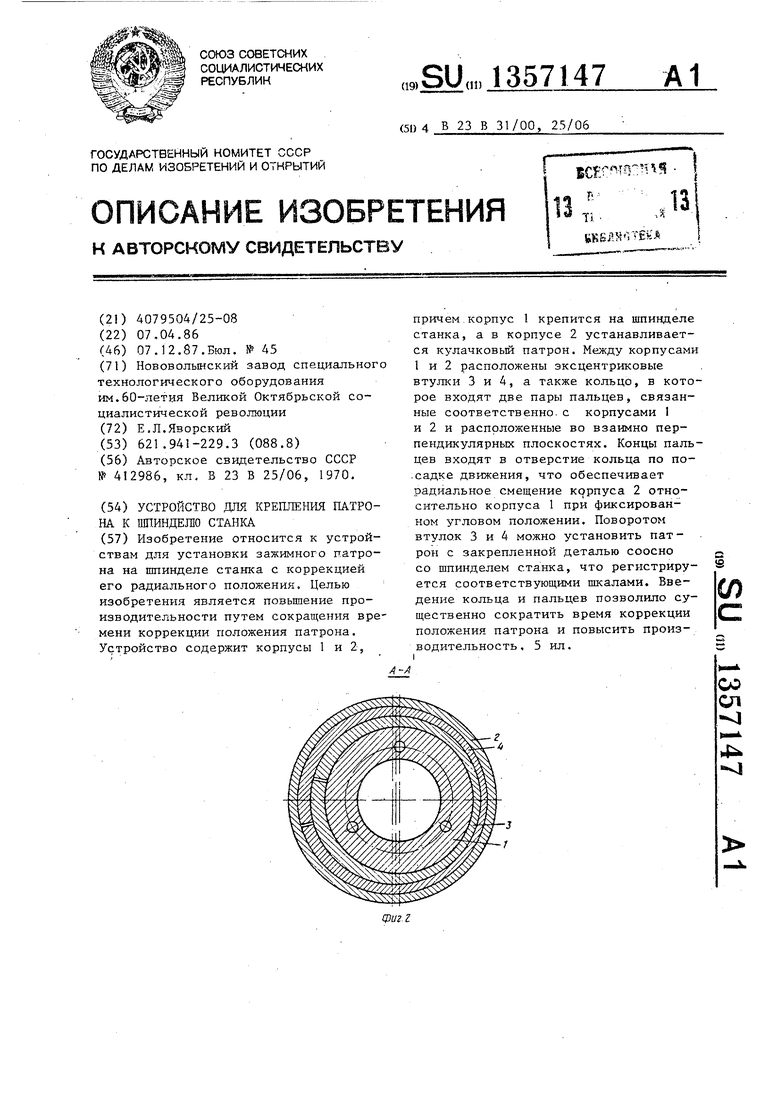
Фиг.1
(Риг. и
Составитель А.Гаврюшин Редактор Н.Тупица ТехредМ.ДидыкКорректор М.Шароши
Заказ 5927/9 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
видГ
е
фиг. 5
| 1970 |
|
SU412986A1 |
