Изобретение относится к области сварки, а именно к конструкции роботизированной линии для точечной сварки узлов легковых автомобилей, преимущественно кузовов.
Целью изобретения является повышение качества путем подачи изделий на рабочие позиции в ориентированном положении.
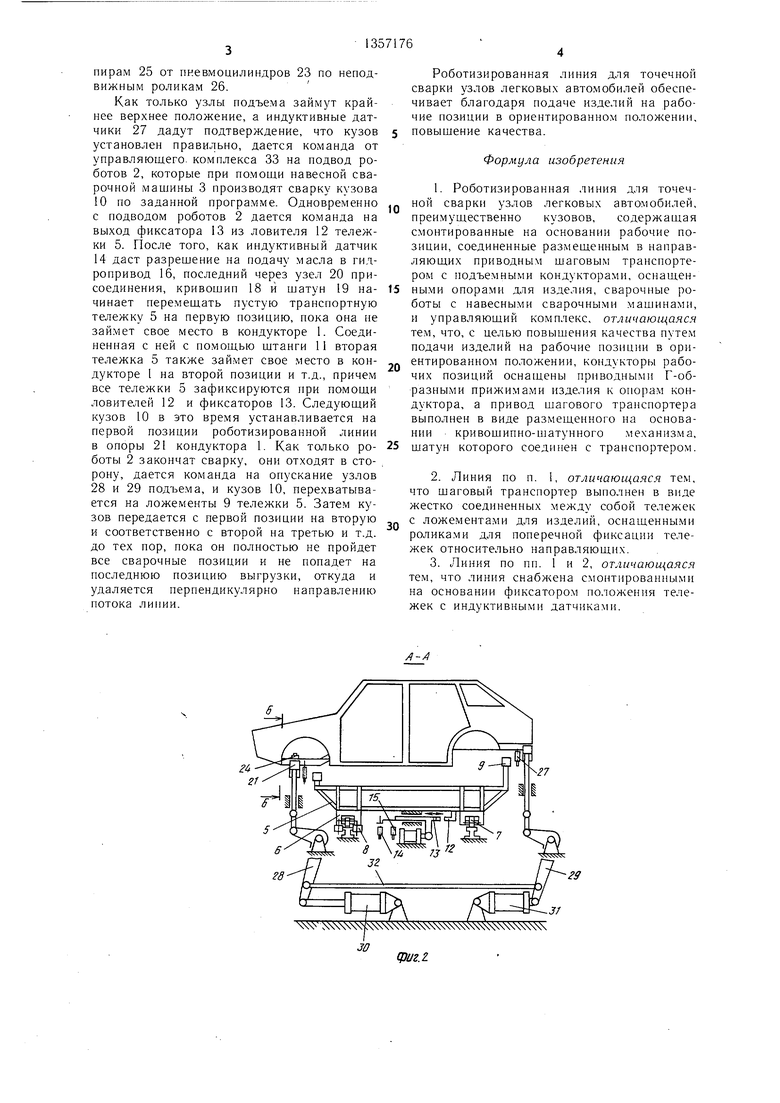
На фиг. 1 показана роботизированная линия, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Роботизированная линия содержит смонтированные на основании рабочие позиции.
Каждая рабочая позиция снабжена кондуктором 1 и установленными по обе стороны кондуктора промышленными роботами 2 с навесными сварочными машинами 3. Рабочие позиции соединены между собой размещенным в продольных направляющих 4 шаговым транспортером.
Транспортер состоит из жестко соединенных между собой транспортных тележек 5 с кронштейнами 6, оснащенными роликами 7, а также роликами 8 для поперечной фиксации тележек.
Каждая тележка 5 снабжена та-кже четырьмя стойками с ложементами 9, необходимыми для установки свариваемого кузова 10. Все тележки 5 на линии жестко связаны между собой штангами 11 и образуют единый подвижный узел. Для обеспечения точного расположения тележки 5 в продольном направлении относительно кондуктора 1 на ней установлен ловитель 12, имеющий клиновый паз, в который входит фиксатор 13 кондуктора 1. Положение фиксатора 13 контролируется с помощью индуктивных датчиков 14 и 15. Для перемещения тележек 5 между кондукторами 1 служит привод, выполненный в виде гидропривода 16, расположенного на опоре 17 и соединенного с кривошипно-щатунным механизмом, с кривощипом 18 и щатуном 19. Шатун 19 соединен с одной из тележек 5 узлом 20 в виде предохранительного элемента, кривощипно-шатунный механизм обеспечивает плавный разгон и торможение тележек 5.
Каждый кондуктор 1 оснащен опорами 21 и зажимными приспособлениями 22, выполненными в виде пневмоцилиндра 23, Г-образных прижимов 24 с копиром 25 и роликов 26, закрепленных на кондукторах и установленных с возможностью взаимодействия с копирами 25. Копир 25 позволяет задать такую траекторию движения Г-образного прижима, которая обеспечивает меньший ход кузова при перехвате его на позиции. Копир выполнен таким образом, что величина вертикального хода штока пневмоцилиндра а(1,5-2)в,. где в - расстояние от оси щтока до неподвижного ролика, а отношение величины горизонтального смещения копира к величине его вер
тикального смещения d составляет c/d 0,9-1,1.
Опоры 21 снабжены индуктивными датчиками 27, контролирующими положение и
наличие кузова на сварочной позиции. Для перехвата кузова на позиции с ложементов 9 тележки в опоры 21 кондуктора 1 служат узлы 28 и 29 подъема, кинематически связанные с пневмоцилиндрами 30 и 31.
Для обеспечения одновременности подъема узлы 28 и 29 соедипены синхронизирую дей штангой 32, имеющей возможность регулировки ее по длине. В начале линии установлен управляющий линией от ЭВМ комплекс 33 с расположенным в нем центральным пультом 34 управления и контролером 35. Свариваемые кузова расположены поперечно по отношению к направлению движения линии, а опоры 21 кондукторов 1 расположены выше ложементов 9 тележек
5. Таким образом, имеется возможность с комплекса 33 вести визуальный контроль за работой всех роботов 2.
Роботизированная линия для сварки кузовов легковых автомобилей работает следующим образом.
Первоначально с помощью транспортировочного средства (не показан) подается свариваемый кузов 10 на первую (загрузочную) позицию и устанавливается в опоры
21 сварочного кондуктора 1. Узлы 28 и 29 подъема находятся в верхнем положении, а транспортная тележка 5 расположена в кондукторе 1 и зафиксирована при помощи ловителя 12 и фиксатора 13. После установки кузова узлы 28 и 29 подъема опускаются и кузов 10 перехватывается на ложементы 9 тележки 5. Далее от контролера 35 дается команда на вывод фиксатора 13 из ловителя 12 тележки. После того, как индуктивный датчик 14 даст разрешение на подачу масла, в гидропривод 16, который через узел 20 присоединения, кривошип 18 и шатун 19 начнет перемешать транспортную тележку 5 с установленным на ней кузовом 10 на вторую позицию линии, обеспечивается синусоидальный закон изменения
скорости, в результате чего начинается одновременное перемещение, всех транспортных тележек 5, связанных друг.с другом при помощи штанг 11. После того, как тележка 5 займет место в кондукторе на второй позиции, она фиксируется при помоши
ловителя 12 и фиксатора 13, а индуктивный датчик 15 дает разрешение на подачу воздуха в пневмоцилиндры 30 и 31, и только после этого узлы 28 и 29 подъема начинают перемещаться вверх, перехватывая кузов
10 на опоры 21 кондуктора 1. Кузов 10 при этом зажимается в опорах 21 зажимными приспособлениями 22 с помощью Г-образных прижимов 24, перемещающихся по копирам 25 от пневмоцилиндров 23 по неподвижным роликам 26.
Как только узлы подъема займут крайнее верхнее положение, а индуктивные датчики 27 дадут подтверждение, что кузов установлен правильно, дается команда от управляющего, комплекса 33 на подвод роботов 2, которые при помощи навесной сварочной мащины 3 производят сварку кузова 10 по заданной программе. Одновременно с подводом роботов 2 дается команда на выход фиксатора 13 из ловителя 12 тележки 5. После того, как индуктивный датчик 14 даст разрещение на подачу масла в гидропривод 16, последний через узел 20 присоединения, кривощип 18 и щатун 19 начинает перемещать пустую транспортную тележку 5 на первую позицию, пока она не займет свое место в кондукторе 1. Соединенная с ней с помощью щтанги И вторая тележка 5 также займет свое место в кондукторе 1 на второй позиции и т.д., причем все тележки 5 зафиксируются при помощи ловителей 12 и фиксаторов 13. Следующий кузов 10 в это время устанавливается на первой позиции роботизированной линии в опоры 21 кондуктора 1. Как только роботы 2 закончат сварку, они отходят в сторону, дается команда на опускание узлов 28 и 29 подъема, и кузов 10, перехватывается на ложементы 9 тележки 5. Затем кузов передается с первой позиции на вторую и соответственно с второй на третью и т.д. до тех пор, пока он полностью не пройдет все сварочные позиции и не попадет на последнюю позицию выгрузки, откуда и удаляется перпендикулярно направлению потока линии.
Роботизированная линия для точечной сварки уЗоТов легковых автомобилей обеспечивает благодаря подаче изделий на рабочие позиции в ориентированном положении, повыщение качества.
Формула изобретения
. Роботизированная линия для точеч- ной сварки узлов легковых автомобилей, преимущественно кузовов, содержащая смонтированные на основании рабочие позиции, соединенные размещенным в направляющих приводным шаговым транспортером с подъемными кондукторами, оснащен- 5 ными опорами для изделия, сварочные роботы с навесными сварочными мащинами, и управляющий комплекс, отличающаяся тем, что, с целью повышения качества путем подачи изделий на рабочие позиции в ори- Q ентированном положении, кондукторы рабочих позиций оснащены приводными Г-об- разными прижимами изделия к опорам кондуктора, а привод шагового транспортера выполнен в виде размещенного на основании кривошипно-щатунного механизма, шатун которого соединен с транспортером.
5
2.Линия по п. 1, отличающаяся тем, что шаговый транспортер выполнен в виде жестко соединенных между собой тележек с ложементами для изделий, оснащенными роликами для поперечной фиксации тележек относительно направляющих.
3.Линия по пп. 1 и 2, отличающаяся тем, что линия снабжена смонтированными на основании фиксатором положения тележек с индуктивными датчиками.
0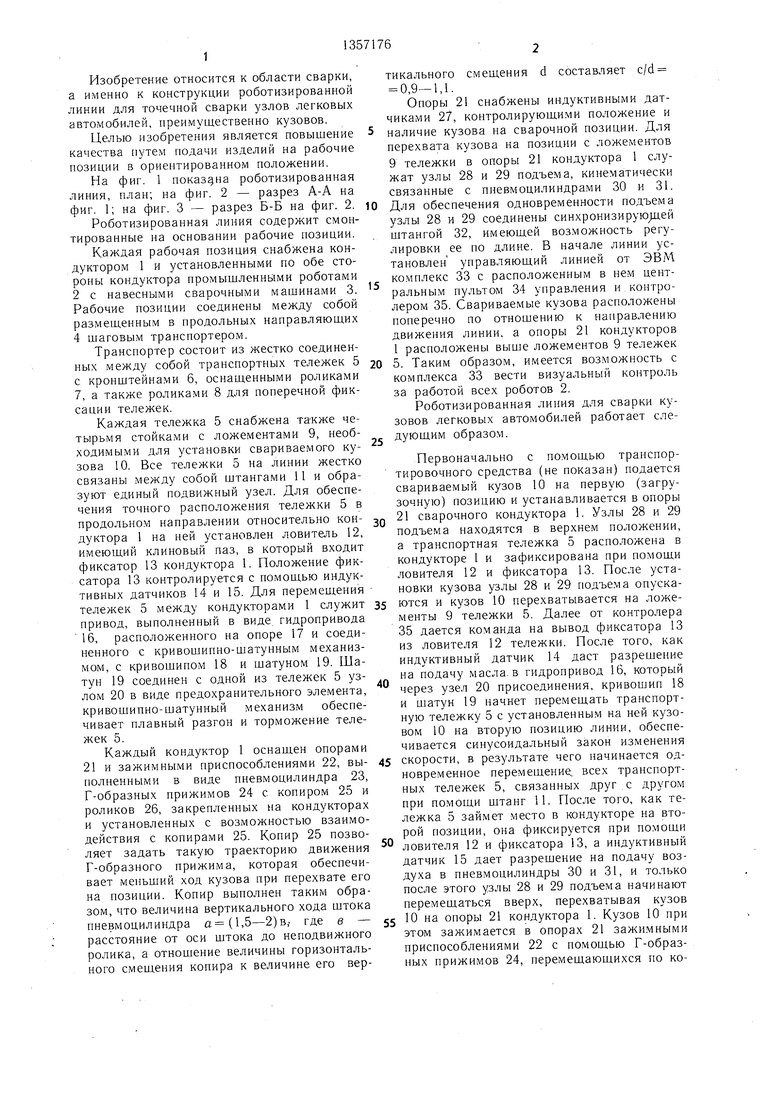
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1983 |
|
SU1326185A3 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
Изобретение относится к области сварки, а именно к роботизированным линиям для точечной сварки узлов легковых автомобилей, преимущественно кузовов. Целью изобретения является повьпиение качества. Роботизированная линия содержит смонтированные на основании рабочие позиции, соединенные размешенным в нанравляю- щи.х 4 приводным шаговым транспортером с. подъемными кондукторами 1, сварочные роботы 2 с навесными сварочными мапп1на- ми 3 и унравляюший линией от ЭВМ комплекс. Кондукторы 1 рабочих позиций осна- нлены приводными Г-образными прижимами изделия к опорам кондуктора. Привод niaro- вого транспортера выполнен в виде размещенного па основании кривопшппо-щатун- ного механизма. Такое выполпение привода щагового транспортера обеснечивает плавную подачу изделия на рабочую позицию. Применение Г-образных прижимов обеспечивает точную фиксащно изделия в ориентированном положении в кондукторе 1. 2 з.н. ф-лы, 3 ил. (Л 35 СО 01 о: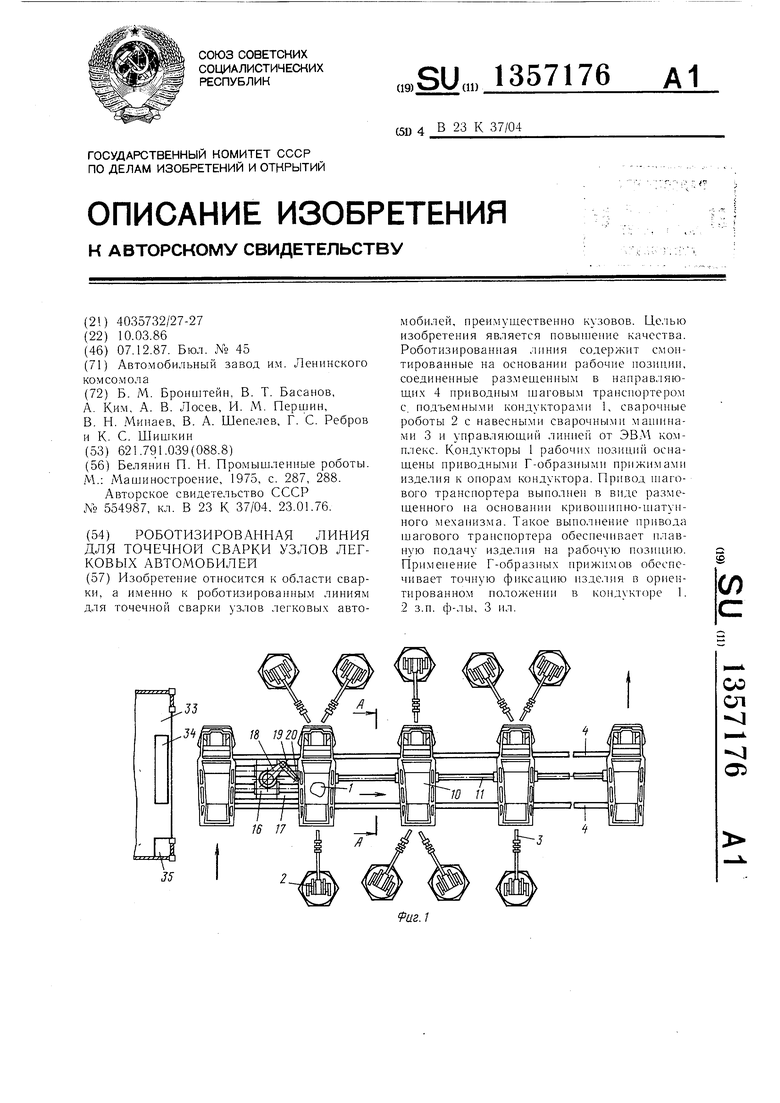
NW Jff
(риг. 2.
23
| Белянин П | |||
| Н | |||
| Промышленные роботы | |||
| М.: Машиностроение, 1975, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
| Поточная линия | 1976 |
|
SU554987A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
