(54) ПОТОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
| Поточная линия | 1974 |
|
SU531705A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Поточная линия для сборки и сварки дисковых колес легковых автомобилей | 1985 |
|
SU1311896A1 |
| Механизированная поточная линия для сборки и сварки кузовных узлов | 1977 |
|
SU740459A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
1
Изобретение относится к машинострое- ншо, а именно к поточным линиям преимущественно для сборки и точечной сварки крышек багажников легковых автомобилей.
Известна поточная линия для сборки и листоштамповочной обработки изделий l.
Указанная линия состоит из расположенного на основании вдоль потока технологического оборудования, соединенного между собой шаговым транспортером, вьшолненным в виде двух штанг, каждая из которых снабжена жестко закрепленными собачками, и установленных на основании между штангами транспортера приводных подъемных столов.
Целью изобретения является повышение точности сборки изделий сложной конфигурации.
Это достигается тем, что каждая штанга шагового транспортера оснащена поворотными подпружиненными рычагами по числу собачек с роликом на каждом рычаге При этом каждый стол оснащен упорагми, взаимодействующими при перемещении стола с упомянутыми роликами рычагов.
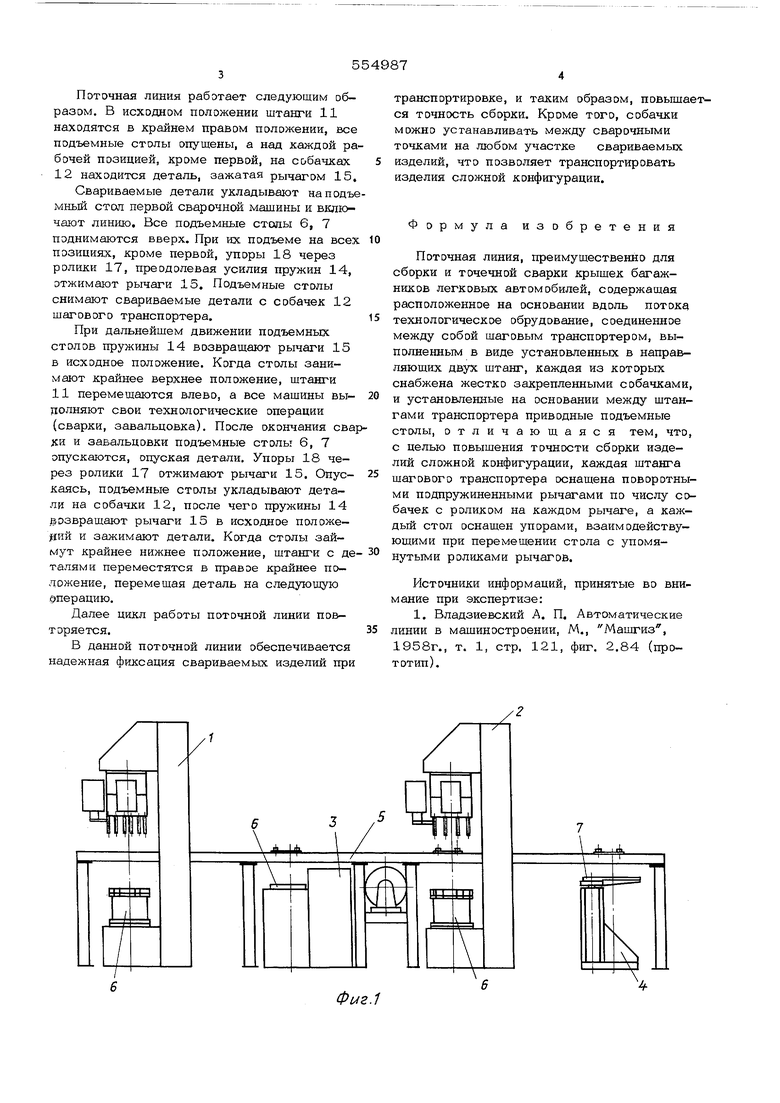
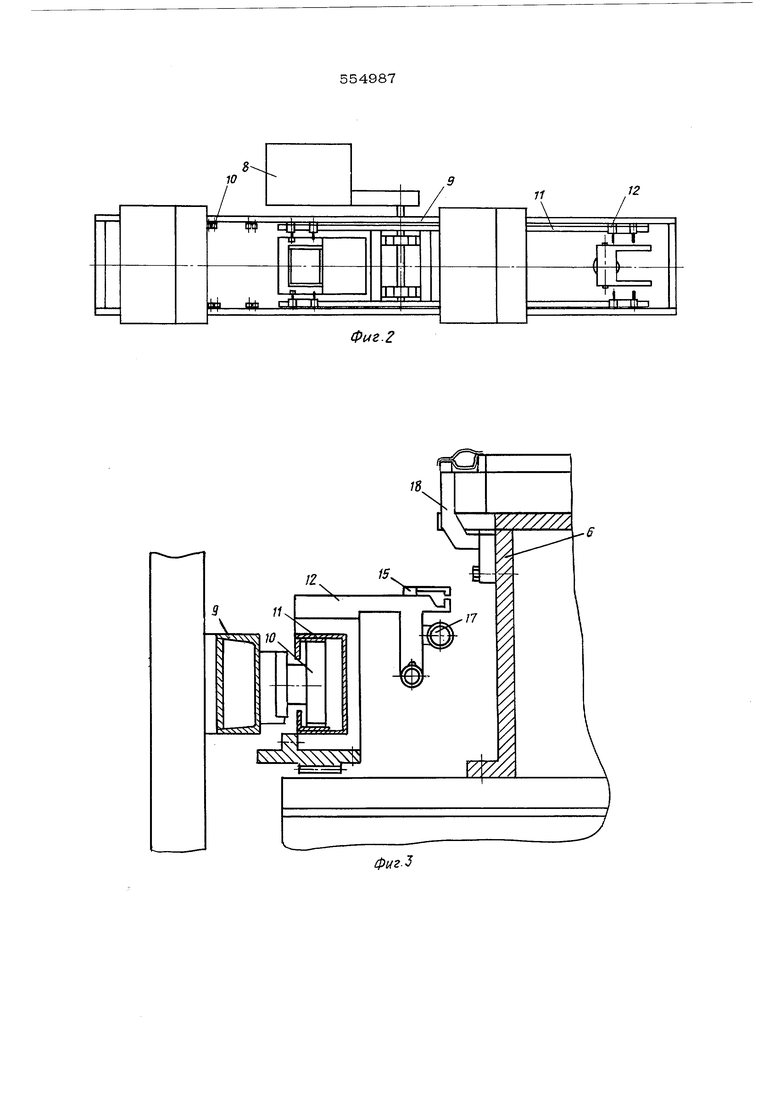
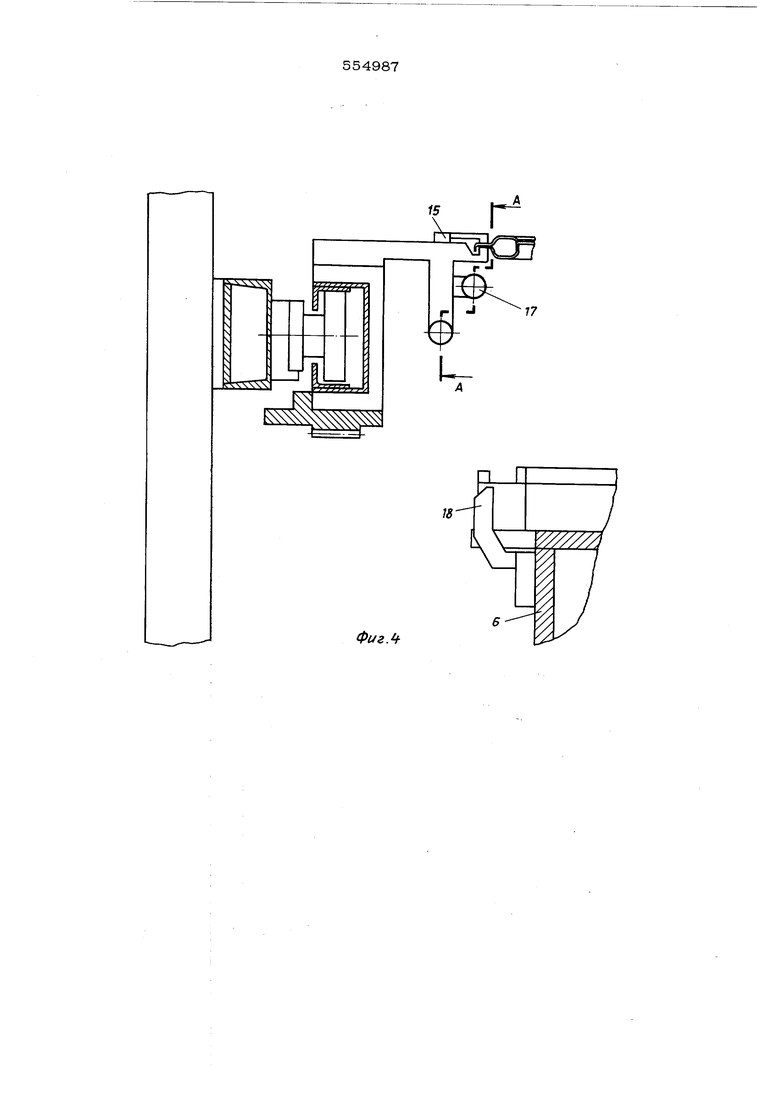
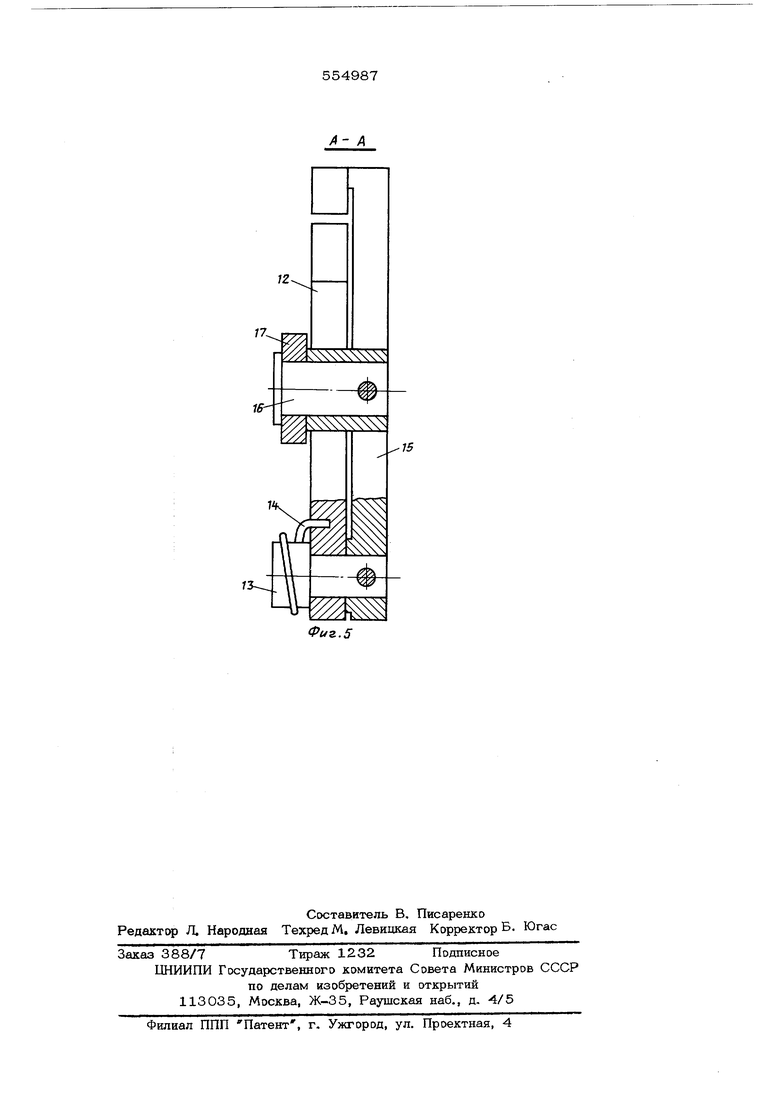
На фиг. 1 изображена линия, вид спереди; на фиг. 2 - то же, вид сверху; нафиг, 3штанга с жестко закрепленной собачкой, приводной подъемный стол с упором при верхнем положении стола ( в увеличенном масштабе); на фиг, 4 - то же, при нижнем положении стола; на фиг, 5 - собачка, разрез.
Поточная линия состоит из сварочных машин 1 и 2, завальцовочной машины 3, механизма разгрузки 4, шагового транспортера 5, подъемных столов 6, 7, привода транспортера 8, каркаса 9 с закрепленными на нем блоками р1 диков Ю, по которым перемещаются штанги 11 с жестко закрепленными собачками 12,
На собачках шарнирно на осях 13 установлены подпружиненные пружинами 14 рычаги 15, на осях 16 которых установлены ролики 17, На подъемных столах 6 и 7 жестко закреплены упоры 18, взаимодействующие с роликами 17.
Шаговый транспортер установлен вдоль линии в зоне между верхним и нижним положениями подъемных столов. Поточная линия работает следующим образом, В исходном положении штанги 11 находятся в крайнем правом положении, все подъемные столы опущены, а над каждой ра бочей позицией, кроме первой, на собачках 12 находится деталь, зажатая рычагом 15, Свариваемые детали укладывают на подъе мный стоп первой сварочной машины и вкл1очают линию. Все подъемные стопы 6, 7 поднимаются вверх. При юс подъеме на всех позициях, кроме первой, упоры 18 через ролики 17, преодолевая усилия пружин 14, отжимают рычаги 15, Подъемные столы снимают свариваемые детали с собачек 12 шагового транспортера. При дальнейшем движении подъемных столов пружины 14 возвращают рычаги 15 в исходное положение. Когда столы занимают крайнее верхнее положение, штанги 11 перемещаются влево, а все машины выполняют свои технологические операции (сварки, завальцовка). После окончания сва ки и завальцовки подъемные столы 6, 7 опускаются, опуская детали. Упоры 18 через ролики 17 отжимают рычаги 15. Опускаясь, подъемные столы укладывают детали на собачки 12, после чего пружины 14 .возвращают рычаги 15 в исходное положелий и зажимают детали. Когда столы займут крайнее нижнее положение, штанги с де талями переместятся в правое крайнее положение, перемещая деталь на следующую операцию. Далее цикл работы поточной линии повторяется. В данной поточной линии обеспечивается надежная фиксация свариваемых изделий при
Фиг.1 транспортировке, и таким образом, повышается точность сборки. Кроме того, собачки можно устанавливать между сварочными точками на любом участке свариваемых изделий, что позволяет транспортировать изделия сложной конфигурации. Формула изобретения Поточная линия, преимущественно для сборки и точечной сварки крышек багажников легковых автомобилей, содержащая расположенное на основании вдоль потока технологическое обрудование, соединенное между собой шаговым транспортером, выполненным в виде установленных в направляющих двух штанг, каждая из которых снабжена жестко закрепленными собачками, и установленные на основании между штангами транспортера приводные подъемные столы, отличающаяся тем, что, с целью повышения точности сборки изделий сложной конфигурации, каждая штанга шагового транспортера оснащена поворотными подпружиненными рычагами по числу собачек с роликом на каждом рычаге, а каждый стол оснащен упорами, взаимодействующими при перемещении стола с упомянутыми роликами рычагов. Источники информации, принятые во внимание при экспертизе: 1. Владзиевский А. П, Автоматические линии в машиностроении, М., Машгиз, 1958г., т. 1, стр. 121, фиг. 2.84 (прототип).
Г
15
77
Фиг Л
гз
Фиъ.б
