Изобретение относится к станкостроению, а именно к устройствам для автоматической смены инструмента на металлорежущих станках с ЧПУ.
Целью изобретения является повьинсние надежности и долговечности за счет разгрузки рабочего органа станка -от усилий нри смене инструмента.
На фиг. 1 изображено устройство с механизмом зажима инструмента, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для автоматической смены инструмента содержит механизм 1 зажима инструмента, закрепленный на рабочем органе металлорежущего станка, например на ноперечных салазках 2 суппорта 3 токарного станка. Этот станок может быть оснащен инструментальньга магазином любого тина (барабанного, цепного и т.н.), который имеет неподвижное основание 4 (фиг. 2), установленный на нем двухзахват- ный перегружатель 5 инструментальных блоков 6 с инструментом и цилиндрические направляющие 7 корпуса 8 силового цилиндра 9 (гидравлического или пневматического) разжима.
Инструментальный блок 6 помещается во втулке 10 механизма зажима и фиксируется цанговым захватом 11, взаимодействующим с хвостовиком 12 блока 6 под действием поджимаемой пакетом тарельчатых пружин 13 тяги 14.
Корпус 8 цилиндра 9 устанавливается на направляющих 7 в положении разжима инструментального блока 6 при помощи фиксатора 15, поджимаемого пружиной 16. Порщень 17 цилиндра 9 снабжен выходя-, щим из корпуса 8 щтоком 18, взаимодействующим с тягой 14. На щтоке 18 закреплен профильный кулачок 19 механизма силового замыкания корпуса силового цилиндра с корпусом механизма зажима, управляющим зажимными губками 20, выполненными в виде двунлечих рычагов, щарнирно установленных на осях 21 в корпусе 8 силового цилиндра 9 и поджимаемых при помощи пружин 22 к кулачку 19. Рычаги снабжены выступами 23, в.ходящими в канавку 24, выполненную, в корпусе 8 силового цилиндра 9, который установлен с возможностью возвратно-поступательного перемещения на цилиндрических направляющих 7.
Устройство работает следующим образом .
Иосле подачи команды на смену инструмента суппорт 3, управляемый системой ЧПУ станка, подходит к инструментальному магазину в заданную позицию. Когда суппорт остановится, подается давление в бесщто- ковую нолость силового цилиндра 9 и пор- щень 17 со щтоком 18 перемещается в направлении механизма 1 зажима инструмента. При этом профильный кулачок 19, пере0
5
0
5
0
5
0
5
0
5
мещаясь со щтоком 18, поворачивает зажимные губки 20 на осях 21. Выступы 23 входят в канавку 24, осуществляя силовое замыкание корпуса 8 силового цилиндра
9с корпусом механизма 1 зажима. При даль, нейщем перемещении порщня щток 18 воздействует своим торцом на тягу 14, сжимая пружины 13 и вдвигая ее внутрь механизма зажима, чем обеспечивается раскрытие цангового захвата 11 и освобождение хвостовика 12 инструментального блока 6. Поскольку в это время корпус гидроцилиндра и механизм зажима представляют собой единую замкнутую систему, усилие разжима не передается на салазки 2 и суппорт 3.
При разжатом захвате 11 перегружатель 5 захватывает инструментальный блок 6, установленный во втулке 10, после чего суппорт по команде от устройства ЧПУ отходит от стоящего на месте перегружателя 5, причем это движение суппорта производится совместно с корпусом 8, который перемещается по направляющим 7. Как только суппорт с корпусом цилиндра отойдет от перегружателя 5 на требуемое расстояние, последний, повернувщись на 180°, устанавливает инструментальный блок, вынутый из механизма зажима, в свободную ячейку инструментального магазина, а,очередной необходимый для обработки инструментальный блок располагается соосно втулке 10 и обратным ходом суппорта 3 (на фиг. 2 влево); осуществляется введение его в механизм 1 зажима, после чего подается команда на отвод порщня 17, который, двигаясь со щтоком 18, освобождает тягу 14. Последняя под действием пружин 13 посредством цангового захвата 11, взаимодействующего с хвостовиком 12 инструментального блока 6, закрепляет его во втулке
10механизма зажима. При дальнейщем ходе порщня 17 профильный кулачок 19 освобождает зажимные губки 20, которые под действием пружин 22 поворачиваются на осях 21 и выступы 23 выходят из канавки 24, чем достигается размыкание механизма зажима с корпусом силового цилиндра и обеспечивается готовность суппорта с оче,- редным зажатым инструментальным блоком для проведения следующей операции обработки изделия на станке.
Формула изобретения
1. Устройство для автоматической смены инструмента на металлорежущем станке, содержащее инструментальный магазин, установленный на рабочем органе станка механизм зажима инструмента с цанговым захватом и подпружиненной тяго й, предназначенной для взаимодействия со штоком силового цилиндра, отличающееся тем, что, с целью повыщения надежности и долговечности за счет разгрузки рабочего органа станка от усилий нри смене инструмента, оно снабжено механизмом силового замыкания корпуса силового цилиндра с корпусом механизма зажима, выполненным в виде профильного кулачка, установленного на штоке силового цилиндра и подпружиненных зажимных губок в виде двуплечих рычагов с выступами, шарнирно установленных на корпусе силового цилиндра, нри этом на корпусе механизма зажима выпол
иена канавка под выступы зажимных губок, а силовой цилиндр установлен на инструментальном магазине с возможностью возвратно-поступательного перемещения.
2. Устройство по п. 1, отличающееся тем, что корпус силового цилиндра устаноа1ен на дополнительных цилиндрических направляющих, которые закреплены на инструментальном магазине и снабжены фиксатором положения корпуса силового цилиндра.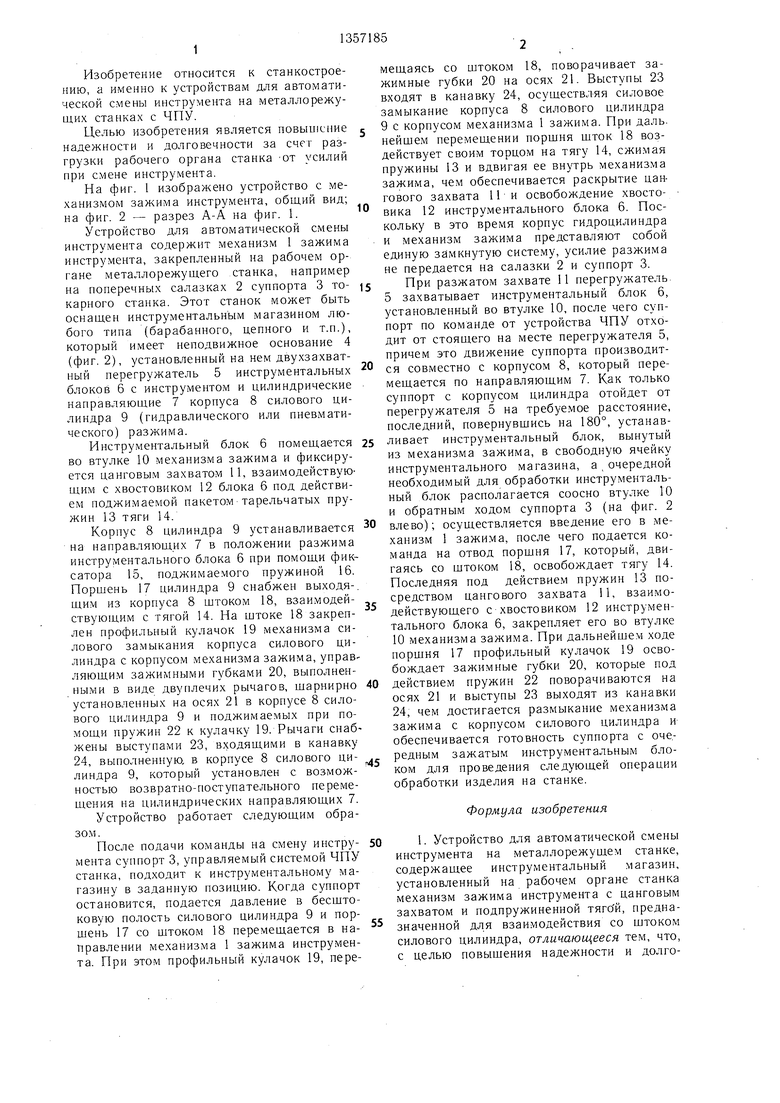
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматич ской смены инструмента на токарном станке | 1974 |
|
SU633711A1 |
| Зажимное приспособление для резцедержателя | 1985 |
|
SU1320043A1 |
| Устройство для автоматической смены инструмента | 1975 |
|
SU554127A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Устройство для крепления держателей инструмента | 1989 |
|
SU1673321A1 |
| Устройство для автоматической смены инструмента металлорежущего станка | 1985 |
|
SU1414548A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |

изобретение относится к области станкостроения, а именно к устройствам для автоматической смены инструмента на металлорежущих станках с ЧПУ. Цель изобретения - повышение надежности п долговечности устройства. Для этого устройство имеет механизм силового замыкания корпуса 8 силового цилиндра 9 с корпусом механизма 1 зажима инструмента. При перемещении поршня 17 со щтоком 18 цилиндра 9 в g направлении механизма 1 профильный ку- лачок 19 поворачивает зажимные губки 20. Выступы 23 входят в канавку 24, осуществляя силовое замыкание. 1 з.п. ф-лы. 2 ил. сл fl-/ 00 ел 00 ел 16 .2
| Патент США № 3191260, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3520050, кл | |||
| Солесос | 1922 |
|
SU29A1 |
