1
Изобретение относится к станкостроению и может найти применение в 1многооперационных станках для комплексной обработки деталей.
Известно устройство для автоматической смены инструмента на токарных станках, содержащее подвижный по направляющим питатель, расположенный между суппортом и магазином инструментов и снабженный двухпозиционным зажимом для передачи инструмента суппорту станка и механизмами поперечного и продольного перемещений питателя, причем последний снабжен следящим устройством для управления стыковкой питателя и суппорта. В захватах подвижной поперечной каретки установлены резцедержатели, которые по команде от системы ЧПУ устанавливаются в одно из фиксированных положений смены инструмента, осуществляемой при прямолинейном перемещении питателя, путем наезда его на суппорт 1.
В известном устройстве невозможна смена инструмента на ходу и при любом положении суппорта, что увеличивает время смены инструмента.
Цель изобретения - сокращение времени смены инструмента и обеспечение смены на ходу и при любом положении суппорта.
Для этого предлагаемое устройство снабжено установленной с возможностью перемещения по поперечной направляющей питателя дополнительной кареткой, связанной посредством штока силового Щ1линдра с кареткой, несущей гнезда под инструмент и снабженной следящим устройством механизма поперечного перемещения питателя и поворотным на оси рычагом, на свободном конце которого установлен с возможностью углового перемещения поводок передачи инструмента из гнезда питателя в суппорт или магазин, причем направляющие гнезд расположены параллельно опорным и зажимным плоскостям суппорта и магазина.
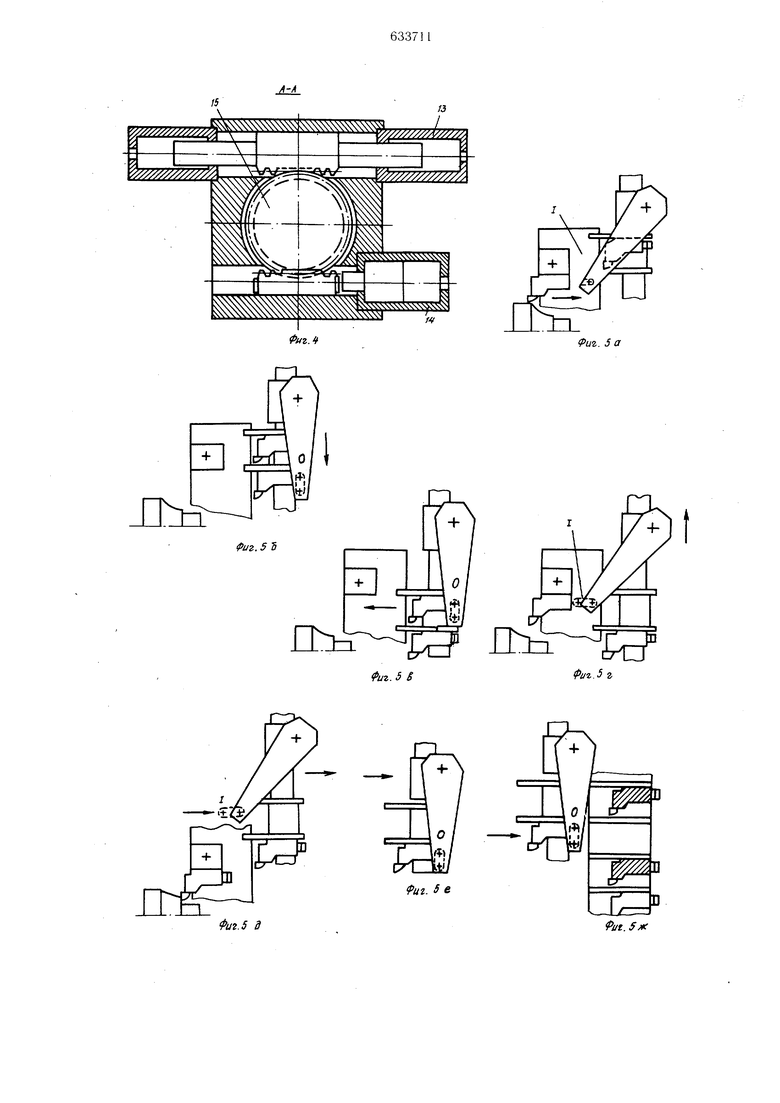
На фиг. 1 изображено описываемое устройство, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - механизм для поступательного движения инструмента; на фиг. 4 -- разрез А-А на фиг. 3; на фиг. 5а5о - последовательность движений механизмов устройства.
На направляющей 1 токарного станка установлен питатель 2 устройства для автематической смены инструмента, на котором укреплены консоли 3 и 4, связанные траверсой 5 квадратного понеречного сечения. На питателе 2 укреплен гидроцилиндр 6 (фиг. 2), шток которого закреплен на корпусе станка. Питатель 2 снабжен также следящим устройством 7, соединенным с рабочими камерами гидроцилиндра 6.
На траверсе 5 установлена каретка 8, поступательно перемещагоп аяся в поперечном направлении относительно оси шпинделя станка с помощью гидроцилиндра 9, щток которого закреплен на консоли 3. С рабочими камерами гидроцилиндра 9 соединено следящее устройство 10, установленное на каретке 8. На каретке 8 смонтирован с возможностью поворота рычаг 11, несущий на свободном конце поворотный относительно него поводок 12. Приводом рычага И и поводка 12 являются гидроцилиндры 13 и 14 (фиг. 3 и 4), щток-рейки которых связаны с шестерней 15, сидящей на оси 16 с закрепленной на ней звездочкой 17, соединенной цепью 18 с звездочкой 19. Звездочка 19 укреплена на оси 20, установленной в подшипниках 21 на свободном конце рычага 11 и несущей на конце поводок 12. Поворот рычага 11 ограничивают упоры 22 (один из которых упругий), установленные на каретке 8, а его среднее положение определено отношением поперечного сечения цилиндров 13 и 14, последний имеет большее поперечное сечение и является ограничителем перемешения.
Двухгнездный магазин инструментов состоит из каретки 23 с укрепленными на ее торцовых плоскостях гнездами 24 и 25 под резцедержатели, имеющими направляющую в виде ласточкиного хвоста, которая раС положена параллельно опорным и зажимным плоскостям зажимного приспособления суппорта станка.
Каретка 23 перемещается по траверсе 5 относительно каретки 8 посредством поршневого штока 26 цилиндра 27, который закреплен на каретке 8. Последняя снабжена призматической шпонкой 28, проходяшей параллельно траверсе 5 в корпусе каретки 23 и имеющей вырез под резцедержатель в зоне поводка 12 для перемещения резцедержателя в продольном направлении.
Синхронизация движений питателя 2 и суппорта станка осуществляется жестко закрепленными на суппорте упорами 29 и 30, взаимодействующими с выступами 31 и 32 соответственно питателя 2 и каретки 8.
Смена инструмента в зажимном приспособлении на суппорте возможна только при одновременных последовательных движениях в продольном и поперечном направлениях а смена инструмента в магазине инструментов станка - при установке питателя 2 в крайние положения в продольном и поперечном направлениях, определяемые упорами 33 и Sf, закрепленными соответственно по консоли 3 и на корпусе станка.
Каретка 23 двухгнездного магазина инструментов последовательно перемещается в продольном и поперечном направлениях вместе с кареткой 8, с которой она связана, причем в поперечном направлении первая каретка имеет два положения относительно второй каретки, что соответствует расстоянию между гнёздами 24 и 25.
Работу устройства можно проследить по фиг. 5, где дана последовательность движений его механизмов.
Смена инструмента на суппорте происходит при выполнении движений, изображенных на фиг. 5а - 5в, причем одновременно транспортирующие элементы следят за движением суппорта. В исходном положении, изображенном на фиг. 5а, поводок 12 находится в канавке для отвода инструментов, каретка 23 - в верхнем положении, причем нижнее гнездо-25 магазина должно оставаться свободным. После разъединения
зажимного приспособления на суппорте инструмент перемещается в нижнее гнездо 25, а поводок 12 занимает среднее положение О (фиг . 56), после чего каретка 23 попадает в свое нижнее положение (фиг. 5 в). В таком положении инструмент передвигается в зажимное приспособление суппорта, при этом имеет место положение, показанное на фиг. 5г, когда поводок 12 находится в положении Г.
После смены инструмента в суппорте
0 станка каретка 8 передвигается в верхнее положение (фиг. 5д) и после того, как это достигнуто (фиг. 5е), устройство сдвигается вправо к стационарному магазину инструментов станка (фиг. 5ж).
Инструмент приводится в стационарный магазин станка (фиг. 5и), а поводок 12 занимает конечное положение П. Магазин выполняет вращательное движение, пока он не приведет в движение новый инструмент, (фиг. 5к) в положение замены, после
0 чего инструмент передвигается в верхнее гнездо 24 двухгнездного магазина (фиг. 5л), а поводок 12 занимает среднее положение 0. Подача нового инструмента в устройство заканчивается, после этого начинается отыскание зажимного приспособления суппорта.
5 При перемещении устройства в продольном направлении (фиг. 5м и 5н) каретка 23 попадает в верхнее положение, а поводок 12 перемещается в конечное положение I. В момент стыковки питателя с суппортом в продольном направлении каретка 8 перемещается в направлении зажи.много приспособления суппорта (фиг. 5о), пока она не достигнет установленного поперечного положения относительно зажимного приспособления суппорта (фиг. 5а), т. е. устройство
5 приходит в исходное положение и готово для смены следующего инструмента.
Формула изобретения Устройство для автоматической смены инструмента на токарном станке, содержащее располон енный между суппортом станка и инструментальным магазином подвижный питатель с механизмами продольного и поперечного перемещения относительно оси шпинделя и следящим устройством механизма продольного перемещения питателя для управления стыковкой последнего и суппорта, причем питатель снабжен закрепленными на поперечной каретке двумя гнездами под сменяемый инструмент, отличающееся тем, что, с целью сокращения времени смены инструмента и обеспечения смены на ходу и при любом положении суппорта, устройство снабжено установленной с возможностью перемещения по поперечной направляющей питателя дополнительной кареткой.
связанной посредством штока силового цилиндра с кареткой, несущей гнезда под инструмент и снабженной следящим устройством механизма поперечного перемещения питателя и поворотным на оси рычагом, на свободном конце которого установлен с возможностью углового перемещения поводок передачи инструмента из гнезда питателя в суппорт или магазин, причем направляющие гнезд расположены параллельно опорным и зажимным плоскостям суппорта и магазина.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 404602, кл. В 23 Q 3/155, 1971.


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1973 |
|
SU404602A1 |
| Устройство для автоматической смены инструмента на токарном станке | 1976 |
|
SU663279A3 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1143571A1 |
| Устройство для автоматической смены инструмента металлорежущего станка | 1985 |
|
SU1414548A1 |
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074699A2 |
| Магазин сменных инструментов | 1981 |
|
SU1028466A2 |
| Токарный станок с устройством для автоматической смены инструмента | 1977 |
|
SU763066A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |


г-л V ,
г
6
Zif
25
«
30 32 6 29
ж
20П
19 Ш
31
fll2.Z
н Л:
Фиг.5 г
иг. 5 Ё Ш
Фиг. 5 а
Риг. S е
fut. 5 ж
I1
