Изобретение относится к машиностроению и может быть использовано при чистовой и доводочной обработке деталей из немагнитных материалов, например цветных металлов, неркавекг- щих сталей и пластмасс.
Целью изобретения является расгаи рение технологических возможностей за счет обеспечения гарантированного абразивного съема путем прижима абразивных частиц к обрабатываемой поверхности силами магнитного поля при обработке деталей из любых немагнитных материалов.
Способ осуществляют следующим образом.
Обрабатываемую поверхность располагают нормально магнитным силовым линиям в зазоре между полюсами электромагнита, заполненном магнитной жидкостью, например на основе трансформаторного масла, содержащей абразивные частицы в количестве 20-35 об.%, и приводят в движение. Затем в зазоре наводят неоднородное магнитное поле величиной; (О,85-1,25)Т у обрабатываемой поверхности, градиент которого .направлен от поверхности. В этом случае абразивные частицы перемещаются и прижимаются к детали. Обработку ведут до получения заданной чистоты поверхности.
В основе способа лежит физическое явление выталкивания немагнитного тела,
из области с более высокой напряженностью магнитного поля в область с пониженной напряженностью.
верхности и массового съема металла при различных значениях В.
Т а б л и ц а 1
10
15
:0
2S30
Наибольшая эффективность обработки достигается при объемной концентрации частиц в магнитной жидкости в пределах 20-35%. При уменьшении ко- дичества абразивных частиц менее 20% имеет место снижение производительности обработки, обусловленное недостаточным количеством частиц для воздействия на всю обрабатываемую поверхность. При увеличении концентра-
помещенного в магнитную жидкость, 35 цци свыше 35% ухудяаются физико-механические характеристики магнитной жидкости (резко увеличивается ее вязкость, снижаются магнитные свойства). При этом ослабляется эффект выталкиРасчеты показывают, что для прижи- 40 ания абразивных частиц, что также ма помещенных в магнитную жидкость абразивных частиц с линейными размерами (l-3) 10 м к обрабатываемой поверхности с усилием порядка 10 Н, обеспечивающим диспергирование материала, необходим градиент магнитного
поля Н(2-5) 10° А/м. Для этого следует создать на расстоянии 10 м от обрабатываемой поверхности немагнитной детали поле с напряженностью Н (0,7-1,0) 10 А/м или у обрабатываемой поверхности магнитной индукции в пределах В(0,85-1,25)Т. Такое магнитное поле может быть обеспечено с помощью электромагнитов или постоянных магнитов. Расчетные значения диапазона магнитной индукции подтверждены экспериментально. В табл. 1 приведены значения шероховатости по-
приводит к снижению производительности обработки.
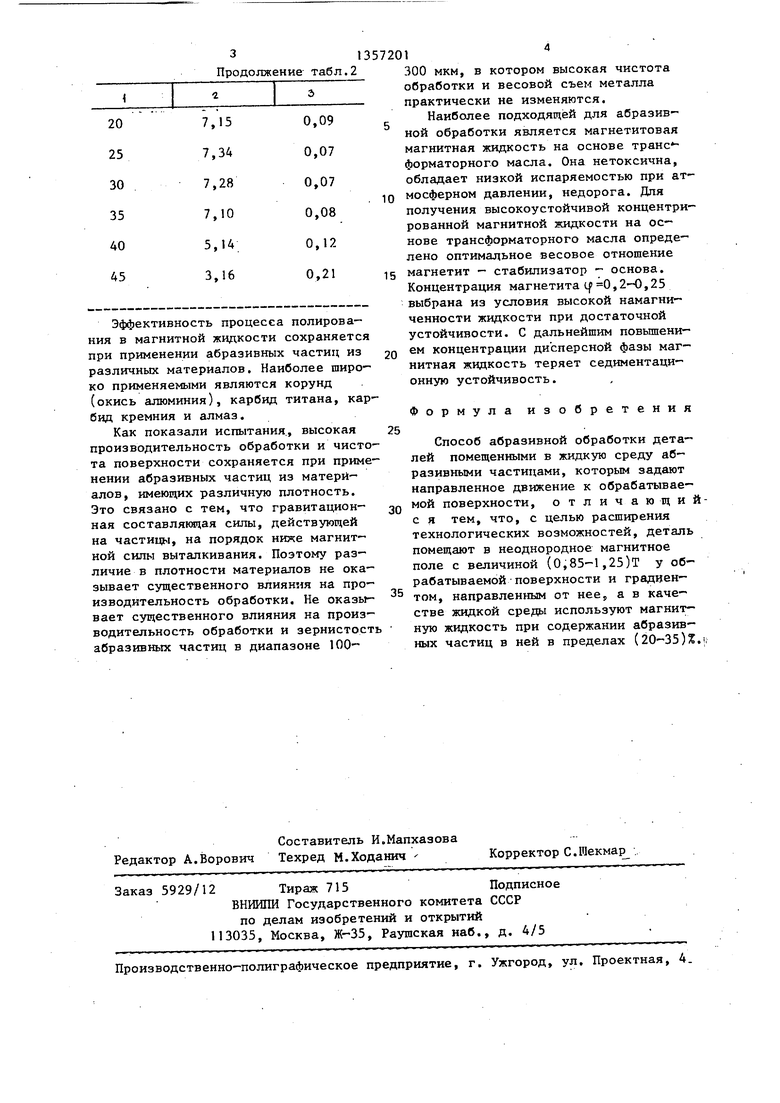
В табл. 2 приведены результаты экспериментов по влиянию концентрации
5 абразивных частиц в магнитной жидкости на производительность и качество обработки. Опыты проводят при В 1,1 Т, зернистость частиц 0,16 мм, материал- частиц - карбид титана.
50Таблица2
55
-
13572012
верхности и массового съема при различных значениях В.
Т а б л и
ания абразивных частиц, что также
приводит к снижению производительности обработки.
В табл. 2 приведены результаты экспериментов по влиянию концентрации
абразивных частиц в магнитной жидкости на производительность и качество обработки. Опыты проводят при В 1,1 Т, зернистость частиц 0,16 мм, материал- частиц - карбид титана.
Таблица2
Продолжение табл.2
Эффективность процесса полирования в магнитной жидкости сохраняется при применении абразивных частиц из различных материалов. Наиболее широ ко применяемыми являются корунд (окись алюминия), карбид титана, карбид кремния и алмаз.
Как показали испытания, высокая производительность обработки и чистота поверхности сохраняется при применении абразивных частиц из материалов, имеющих различную плотность. Это связано с тем, что гравитационная составляющая силы, действующей на частицы, на порядок ниже магнитной силы выталкивания. Поэтому различие в плотности материалов не оказывает существенного влияния на производительность обработки. Не оказывает существенного влияния на производительность обработки и зернистость абразивных частиц в диапазоне 100Составитель И.Мапхазова Редактор А.Ворович Техред М.Ходанич
Заказ 5929/12 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
300 мкм, в котором высокая чистота обработки и весовой съем металла практически не изменяются.
Наиболее подходящей для абразивной обработки является магнетитовая магнитная жидкость на основе транс - форматорного масла. Она нетоксична, обладает низкой испаряемостью при атмосферном давлении, недорога. Для получения высокоустойчивой концентрированной магнитной жидкости на основе трансформаторного масла определено оптимальное весовое отношение магнетит - стабршизатор - основа. Концентрация магнетита Ц 0,2-0,25 выбрана из условия высокой намагниченности жидкости при достаточной устойчивости. С дальнейшим повышением концентрации дисперсной фазы магнитная жидкость теряет седиментаци- онную устойчивость.
Формула изобретения
Способ абразивной обработки деталей помещенными в жидкую среду абразивными частицами, которым задают направленное движение к обрабатываемой поверхности, отличающий с я тем, что, с целью расширения технологических возможностей, деталь помещают в неоднородное магнитное поле с величиной (0,85-1,25)Т у обрабатываемой поверхности и градиентом, направленным от нее, а в качестве жидкой среды используют магнитную жидкость при содержании абразивных частиц в ней в пределах (20-35)%.|;
Корректор С.Шекмар .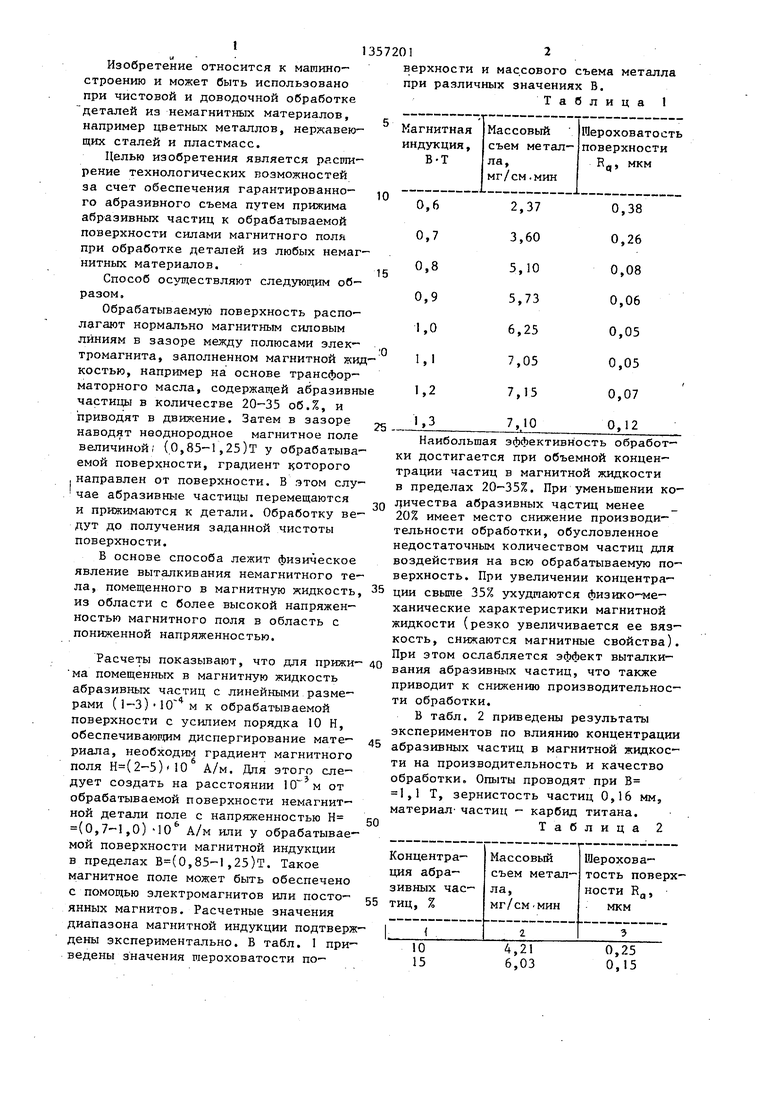
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| Способ магнитно-абразивной обработки деталей из немагнитных,преимущественно титановых,сплавов | 1979 |
|
SU895626A1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| АБРАЗИВНО-ПРИТИРОЧНАЯ ПАСТА | 2011 |
|
RU2467047C1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| ПОЛИРОВАЛЬНАЯ ПАСТА | 1993 |
|
RU2079532C1 |
| Способ получения порошка для магнитно-абразивной обработки | 2020 |
|
RU2749789C1 |
| АБРАЗИВНО-ПРИТИРОЧНЫЙ СОСТАВ | 1991 |
|
RU2034005C1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
Изобретение относится к области маииностроения и может быть использовано при чистовой и доводочной обработке деталей из немагнитных материалов, например из цветных металлов, нержавеющих сталей, пластмасс. Целью изобретения является расширение технологических возможностей за счет обеспечения гарантированного абразивного съема путем прижима абразивных частиц к обрабатываемой поверхности силами магнитного поля при обработке деталей из любых немагнитных материалов. При обработке деталь помещают в неоднородное магнитное поле с величиной (0,85-1,25)Т у обрабатываемой поверхности и градиентом, направленным от нее, а обработку проводят помещенными в магнитную жидкость абразивными частицами при их объемном содержании в жидкости 20-35%. В качестве абразивных частиц могут исполь-с зоваться корунд, карбид титана, кар- бид кремния, алмаз и т.д. Способ обеспечивает съем металла до 7,34 мг/сМ Мин при шероховатости поверхности ,07-0,09 мкм. 2 табл. (Л
| ВСЕСОЮЗНАЯ | 0 |
|
SU374154A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
